一种批量铪棒腐蚀试样定长切割夹具及工艺
文献发布时间:2024-01-17 01:19:37
技术领域
本发明属于机械加工设备技术领域,具体涉及一种批量铪棒腐蚀试样定长切割夹具及工艺。
背景技术
铪具有高的热中子吸收截面的优异核性能和良好的综合性能,是反应堆控制棒的首选材料。在反应堆控制棒用铪材的研制和生产过程中,主要关注起化学成分、腐蚀性能、物理性能等综合成分和性能指标,已保障铪产品的成品质量。随着反应堆技术朝着提高燃料燃耗、降低燃料循环成本、提高反应堆热效率、提高安全可靠性的方向发展,对反应堆堆芯用铪等关键材料的成分和性能提出了更高的要求,其中耐水侧腐蚀性能是问题的焦点。铪腐蚀性能检测试样的加工直接影响腐蚀性能检测准确性,因此铪腐蚀检测试样制备过程是检测过程中的重要环节。
铪棒腐蚀试样常规机械加工方式装夹数量少、切割工艺性差、缺少表面保护措施,并且电流和冷却液(弱酸性)会带来电化学腐蚀表面,造成表面污染。切割精度差,导致批量称重数值离散性大。切割过程中不能实现连续性,装夹时间长。
为了解决这一技术难题,则需要一种铪合金腐蚀标样定长割夹具及工艺。
发明内容
本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种批量铪棒腐蚀试样定长切割夹具。该夹具通过开设有V形槽的S形通槽的底板配合定位杆和压杆实现批量铪棒的固定,通过设置随动压紧机构辅助慢走丝线切割机进行批量铪棒的定长切割,保证腐蚀试样的形位精度及表面粗糙度,具有较高的切割效率,从而能够高效的将多个铪棒切割长度相等、无污染、表面光滑的短节,保证检测人员试样称重的一致性,提升检测效率。
为解决上述技术问题,本发明采用的技术方案是:一种批量铪棒腐蚀试样定长切割夹具,其特征在于,该定长切割夹具包括底板,所述底板上开设有多条互相平行的V形槽,所述底板上还开设有穿过所有V形槽的S形通槽,所述底板一端开设有用于安装定位杆的定位连接孔,另一端开设有用于安装压杆的压杆连接孔,所述底板上还设置有随动压紧机构,所述随动压紧机构与线切割机的放线头抵接。
上述的一种批量铪棒腐蚀试样定长切割夹具,其特征在于,所述随动压紧机构包括对称安装在底板两侧的两组滑动机构和装卡在两组滑动机构之间的辊子,所述滑动机构包括安装在底板侧壁的第一滑轨,所述第一滑轨的长度方向与V形槽长度方向相同,所述第一滑轨上安装有第一滑块,所述第一滑块上固定安装有支架,两个所述支架装卡有辊子,所述支架上还安装有与线切割机的放线头抵接的顶板。
上述的一种批量铪棒腐蚀试样定长切割夹具,其特征在于,所述支架上设有竖直方向的滑槽,所述滑槽侧壁设有竖直设置的第二滑轨,所述第二滑轨上滑动连接有第二滑块,所述第二滑块与辊子的轴承连接,所述支架上开设有螺纹孔,所述螺纹孔内螺纹连接有压紧螺栓,所述压紧螺栓的底端与第二滑块的顶端抵接。
上述的一种批量铪棒腐蚀试样定长切割夹具,其特征在于,所述压紧螺栓的底端与第二滑块顶端之间设有压块,所述压块与第二滑轨滑动连接,压块与第二滑块抵接,所述压块中设有滑腔,所述压紧螺栓的底端与滑腔滑动连接,所述滑腔内设有压力传感器,所述压力传感器电连接有显示器。
上述的一种批量铪棒腐蚀试样定长切割夹具,其特征在于,所述辊子外壁设有橡胶垫。
上述的一种批量铪棒腐蚀试样定长切割夹具,其特征在于,所述压杆的底面为拱形面,所述拱形面上设有弹性垫。
上述的一种批量铪棒腐蚀试样定长切割夹具,其特征在于,所述S形通槽的相邻两条槽口间距相同。
另外,本发明还提供了一种批量铪棒腐蚀试样定长切割的工艺,其特征在于,该工艺包括以下步骤:
步骤一、将底板安装在慢走丝线切割机的工作台上,并进行校正和固定;
步骤二、将定位杆安装于步骤一中进行固定后的底板上,并进行校正,然后将多根铪棒分布于底板的多个V形槽上,使铪棒的一端与定位杆相抵,之后安装压杆将多根铪棒的另一端压紧在底板上,再在线切割机的水箱内加入电阻率大于0.5MΩ·cm的纯水,直到淹没铪棒,得到装料底板;
步骤三、在步骤二中得到的装料底板上组装随动压紧机构,然后利用随动压紧机构的辊子将多根铪棒压紧,并使随动压紧机构的顶板与放线头抵接,得到带切割组件;所述随动压紧机构中压紧螺栓向压块施加的压力为0.43MPa~0.46MPa;
步骤四、向步骤三中得到的带切割组件的靠近定位杆一端的S形通槽中穿入铜丝,并与线切割机连接并进行对中,然后打开线切割机,线切割机的放线头沿S形通槽行进,利用慢走丝线切割的切割丝对多根铪棒进行定长切割,与此同时,放线头抵着顶板从定位杆至压杆方向运动,利用顶板驱动整个随动压紧机构向压杆方向运动,随动压紧机构的辊子始终压紧在多根铪棒上,完成所有铪棒的定长切割。
本发明在进行批量铪棒定长切割时,将定位杆连接在定位连接孔处,每个V形槽内放置一个铪棒,多个铪棒的端部与定位杆的侧壁抵接,对铪棒进行定位,将压杆连接在压杆连接孔处,利用压杆将多个铪棒压紧在V形槽内,然后利用线切割机的切割丝穿过所述S形通槽,然后启动线切割机,线切割机驱动切割丝沿S形通槽行进,由于底板的V形槽区域还设有S形通槽,从而对多个铪棒进行连续切割,从而将多个铪棒切割成定长的铪棒;
本发明通过将多根铪棒浸没于去纯水中,能够使得铪棒在进行线切割时,防止铪棒表面降温以及避免在电解环境下损伤铪棒表面组织。
上述的工艺,其特征在于,步骤一中所述校正的过程为:利用千分表使得底板的V形槽的长度方向与工作台X轴方向的平行度误差不超过0.005mm;步骤二中所述校正的过程为:利用千分表使得定位杆与工作台Y轴方向的平行度误差不超过0.005mm。本发明通过校正防止夹具装夹误差过大时导致切割面与铪棒侧面不垂直,影响铪棒腐蚀样品重量唯一性。
上述的工艺,其特征在于,步骤四中所述定长切割采用切一修二的方式,所述切一修二为依次进行粗加工、半精修割加工和精修割加工,所述粗加工的电流为25A~30A,丝速为9000mm/min~10000mm/min,切割速度为20mm
本发明与现有技术相比具有以下优点:
1、本发明通过开设有V形槽的S形通槽的底板配合定位杆和压杆实现批量铪棒的固定,通过设置随动压紧机构辅助慢走丝线切割机进行批量铪棒的定长切割,保证腐蚀试样的形位精度及表面粗糙度,具有较高的切割效率,从而能够高效的将多个铪棒切割长度相等、无污染、表面光滑的短节,保证检测人员试样称重的一致性,提升检测效率。
2、本发明通过设置随动压紧机构,能进一步提升铪棒的压紧效果,提升铪棒定长切割的切割质量,通过设置第二滑轨和第二滑块,能够对不同直径的铪棒进行压紧,从而提升本夹具的适用范围,通过设置压力传感器,能方便使用者掌控辊子向铪棒施加的压力,从而防止辊子将铪棒压伤。
3、本发明通过设置橡胶垫,不仅能够防止辊子将铪棒刮伤或压伤,还能提高铪棒的压紧效果,通过设置弹性垫,能够防止压杆将铪棒表面划伤,从而保证切割完成的铪棒短节的表面精度。
4、本发明通过将S形通槽的相邻两条槽口之间的间距设置为相同,能够保证切割完成后的铪棒短节长度的一致性,从而进一步保证铪棒短节的切割质量,通过加入电阻率大于0.5MΩ·cm的纯水,从而保证冷却液不会带来电化学腐蚀,对铪棒表面组织造成损伤。
5、本发明在进行批量铪棒定长切割时,将定位杆连接在定位连接孔处,每个V形槽内放置一个铪棒,多个铪棒的端部与定位杆的侧壁抵接,对铪棒进行定位,将压杆连接在压杆连接孔处,利用压杆将多个铪棒压紧在V形槽内,然后利用线切割机的切割丝穿过所述S形通槽,然后启动线切割机,线切割机驱动切割丝沿S形通槽行进,由于底板的V形槽区域还设有S形通槽,从而对多个铪棒进行连续切割,从而将多个铪棒切割成定长的铪棒。
下面通过附图和实施例对本发明的技术方案作进一步的详细描述。
附图说明
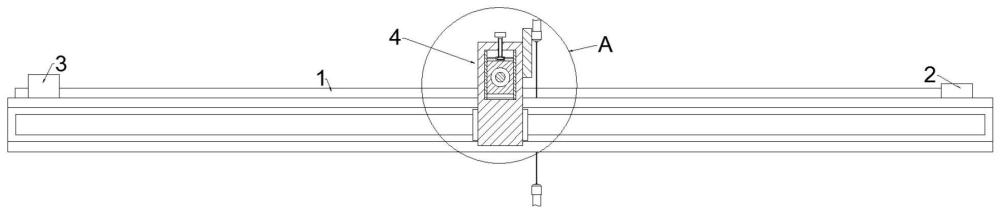
图1为本发明批量铪棒腐蚀试样定长切割夹具的结构示意图。
图2为图1的A处放大图。
图3为本发明批量铪棒腐蚀试样定长切割夹具与铪棒的连接关系示意图。
图4为图3的B处放大图。
图5为本发明批量铪棒腐蚀试样定长切割夹具中底板的结构示意图。
图6为本发明批量铪棒腐蚀试样定长切割夹具中压杆的结构示意图。
附图标记说明:
1—底板; 1-1—V形槽; 1-2—S形通槽;
1-3—定位连接孔; 1-4—压杆连接孔; 2—定位杆;
3—压杆; 3-1—弹性垫; 4—随动压紧机构;
4-1—第一滑轨; 4-2—第一滑块; 4-3—支架;
4-4—顶板; 4-5—滑槽; 4-6—第二滑轨;
4-7—第二滑块; 4-8—压紧螺栓; 4-9—压块;
4-10—滑腔; 4-11—压力传感器; 5—辊子;
5-1—橡胶垫; 6—放线头; 7—铪棒。
具体实施方式
本发明的一种批量铪棒腐蚀试样定长切割夹具通过实施例1进行详细说明。
实施例1
如图1~图6所示,本实施例的批量铪棒腐蚀试样定长切割夹具包括底板1,所述底板1上开设有多条互相平行的V形槽1-1,所述底板1上还开设有穿过所有V形槽1-1的S形通槽1-2,所述底板1一端开设有用于安装定位杆2的定位连接孔1-3,另一端开设有用于安装压杆3的压杆连接孔1-4,所述底板1上还设置有随动压紧机构4,所述随动压紧机构4与线切割机的放线头6抵接。
需要说明的是,通过在底板1上开设有多条互相平行的V形槽1-1,每个V形槽1-1能卡接一个铪棒7,通过在底板1上还开设有穿过所有V形槽1-1的S形通槽1-2,用于线切割机的切割丝穿过,从而将V形槽1-1中的铪棒7批量定长切割为铪棒腐蚀试样,通过开设定位连接孔1-3用于安装定位杆2,通过定位杆2将铪棒7端部与定位杆2侧壁接触,使多根铪棒7相互平齐,通过开设压杆连接孔1-4用于安装压杆3,通过压杆3将铪棒7另一端固定,与定位杆2共同配合实现铪棒7装卡,保证了定长切割中铪棒7不会移动,从而保证定长切割的效果,通过设置随动压紧机构4并与线切割机的放线头6抵接,在线切割机的放线头6随S形通槽1-2移动时,随动压紧机构4从定位杆2向压杆3进行移动,保证在切割中的铪棒7通过随动压紧机构4和压杆3进行稳固装卡,能够辅助线切割机进行批量铪棒7的定长切割,具有较高的切割效率,从而能够高效的将多个铪棒7切割成长度相等的铪棒7短节。
如图1~图4所示,本实施例中,随动压紧机构4包括对称安装在底板1两侧的两组滑动机构和装卡在两组滑动机构之间的辊子5,所述滑动机构包括安装在底板1侧壁的第一滑轨4-1,所述第一滑轨4-1的长度方向与V形槽1-1长度方向相同,所述第一滑轨4-1上安装有第一滑块4-2,所述第一滑块4-2上固定安装有支架4-3,两个所述支架4-3装卡有辊子5,所述支架4-3上还安装有与线切割机的放线头6抵接的顶板4-4。通过设置两组滑动机构和辊子5,在定长切割中利用辊子5将铪棒7压紧在底板1的V形槽1-1上,从而防止铪棒7在切割时晃动,当线切割机的切割丝沿着S形通槽1-2从底板1的靠近定位杆2一端向底板1的另一端行进时,由于顶板4-4与线切割机的放线头6抵接,因此,放线放线头6会推动顶板4-4同向运动,从而利用顶板4-4推动支架4-3随着放线头6向远离定位杆2一端运动,从而驱动辊子5随着放线头6向远离定位杆2一端滚动,辊子5随着放线头6运动的同时,始终将铪棒7压紧于底板1的V形槽1-1上,且由于放线头6在顶着顶板4-4运动时,切割丝距辊子5与铪棒7的挤压点的间距始终保持恒定,从而进一步保证了辊子5的压紧效果,提升了铪棒7定长切割的切割质量。
如图1~图4所示,本实施例中,支架4-3上设有竖直方向的滑槽4-5,所述滑槽4-5侧壁设有竖直设置的第二滑轨4-6,所述第二滑轨4-6上滑动连接有第二滑块4-7,所述第二滑块4-7与辊子5的轴承连接,所述支架4-3上开设有螺纹孔,所述螺纹孔内螺纹连接有压紧螺栓4-8,所述压紧螺栓4-8的底端与第二滑块4-7的顶端抵接。通过设置第二滑轨4-6和第二滑块4-7,调整辊子5的竖直高度,对不同直径的铪棒7进行压紧,从而提升本夹具的适用范围,通过转动压紧螺栓4-8,推动第二滑块4-7沿第二滑轨4-6上运动,从而调整第二滑块4-7在竖直方向上的位置,以适应不同直径铪棒7的压紧工作。
如图1~图4所示,本实施例中,压紧螺栓4-8的底端与第二滑块4-7顶端之间设有压块4-9,所述压块4-9与第二滑轨4-6滑动连接,压块4-9与第二滑块4-7抵接,所述压块4-9中设有滑腔4-10,所述压紧螺栓4-8的底端与滑腔4-10滑动连接,所述滑腔4-10内设有压力传感器4-11,所述压力传感器4-11电连接有显示器。通过旋转压紧螺栓4-8,对压块4-9施加压力,压块4-9将压力传递至第二滑块4-7上,通过与第二滑块4-7连接的辊子5传递至铪棒7上,利用压力传感器4-11检测压紧螺栓4-8向压块4-9施加的实时压力,并通过显示器进行显示,从而能让使用者实时了解到辊子5向铪棒7施加的实时压力,方便使用者掌控辊子5向铪棒7施加的压力,从而防止辊子5将铪棒7压伤。
如图3和图4所示,本实施例中,辊子5外壁设有橡胶垫5-1。通过设置橡胶垫5-1,不仅能够防止辊子5将铪棒7刮伤或压伤,还能提高铪棒7的压紧效果。
如图6所示,本实施例中,压杆3的底面为拱形面,所述拱形面上设有弹性垫3-1。通过设置弹性垫3-1,能够防止压杆3将铪棒7表面划伤,从而保证切割完成的铪棒7短节的表面精度。
如图5所示,本实施例中,S形通槽1-2的相邻两条槽口间距相同。通过将S形通槽1-2的相邻两条槽口之间的间距设置为相同,能够保证切割完成后的铪棒7短节长度的一致性,从而进一步保证铪棒7短节的切割质量。
本发明的一种批量铪棒腐蚀试样定长切割方法通过实施例2~实施例4进行详细说明。
实施例2
本实施例包括以下步骤:
步骤一、将底板1安装在慢走丝线切割机的工作台上,并利用千分表使得底板1的V形槽1-1的长度方向与工作台X轴方向的平行度误差不超过0.005mm,然后进行固定;
步骤二、将定位杆2安装于步骤一中进行固定后的底板1上,并利用千分表使得定位杆2与工作台Y轴方向的平行度误差不超过0.005mm,然后将多根铪棒7分布于底板1的多个V形槽1-1上,使铪棒7的一端与定位杆2相抵,之后安装压杆3将多根铪棒7的另一端压紧在底板1上,再在线切割机的水箱内加入电阻率大于0.5MΩ·cm的纯水,直到淹没铪棒7,得到装料底板1;
步骤三、在步骤二中得到的装料底板1上组装随动压紧机构4,然后利用随动压紧机构4的辊子5将多根铪棒7压紧,并使随动压紧机构4的顶板4-4与放线头6抵接,得到带切割组件;所述随动压紧机构4中压紧螺栓4-8向压块4-9施加的压力为0.43MPa~0.46MPa;所述铪合金棒的密度为13.3g/cm
步骤四、向步骤三中得到的带切割组件的靠近定位杆2一端的S形通槽1-2中穿入直径为0.2mm铜丝,且铜丝的张力为20N,并与线切割机连接并进行对中,然后打开线切割机,线切割机的放线头6沿S形通槽1-2行进,利用慢走丝线切割的切割丝对多根铪棒7进行定长切割,与此同时,放线头6抵着顶板4-4从定位杆2至压杆3方向运动,利用顶板4-4驱动整个随动压紧机构4向压杆3方向运动,随动压紧机构4的辊子5始终压紧在多根铪棒7上,完成所有铪棒7的定长切割;所述定长切割采用切一修二的方式,所述切一修二为依次进行粗加工、半精修割加工和精修割加工,所述粗加工的电流为25A~30A,丝速为9000mm/min~10000mm/min,切割速度为20mm
经检测,本实施例批量定长切割的铪棒腐蚀试样长度均匀,切割面光滑,粗糙度可达Ra=0.8μm。
实施例3
本实施例包括以下步骤:
步骤一、将底板1安装在慢走丝线切割机的工作台上,并利用千分表使得底板1的V形槽1-1的长度方向与工作台X轴方向的平行度误差不超过0.005mm,然后进行固定;
步骤二、将定位杆2安装于步骤一中进行固定后的底板1上,并利用千分表使得定位杆2与工作台Y轴方向的平行度误差不超过0.005mm,然后将多根铪棒7分布于底板1的多个V形槽1-1上,使铪棒7的一端与定位杆2相抵,之后安装压杆3将多根铪棒7的另一端压紧在底板1上,再在线切割机的水箱内加入电阻率大于0.5MΩ·cm的纯水,直到淹没铪棒7,得到装料底板1;
步骤三、在步骤二中得到的装料底板1上组装随动压紧机构4,然后利用随动压紧机构4的辊子5将多根铪棒7压紧,并使随动压紧机构4的顶板4-4与放线头6抵接,得到带切割组件;所述随动压紧机构4中压紧螺栓4-8向压块4-9施加的压力为0.43MPa~0.46MPa;所述铪合金棒的密度为13.3g/cm
步骤四、向步骤三中得到的带切割组件的靠近定位杆2一端的S形通槽1-2中穿入直径为0.2mm铜丝,且铜丝的张力为20N,并与线切割机连接并进行对中,然后打开线切割机,线切割机的放线头6沿S形通槽1-2行进,利用慢走丝线切割的切割丝对多根铪棒7进行定长切割,与此同时,放线头6抵着顶板4-4从定位杆2至压杆3方向运动,利用顶板4-4驱动整个随动压紧机构4向压杆3方向运动,随动压紧机构4的辊子5始终压紧在多根铪棒7上,完成所有铪棒7的定长切割;所述定长切割采用切一修二的方式,所述切一修二为依次进行粗加工、半精修割加工和精修割加工,所述粗加工的电流为25A~30A,丝速为9000mm/min~10000mm/min,切割速度为20mm
经检测,本实施例批量定长切割的铪棒腐蚀试样长度均匀,切割面光滑,粗糙度可达Ra=0.8μm。
实施例4
本实施例包括以下步骤:
步骤一、将底板1安装在慢走丝线切割机的工作台上,并利用千分表使得底板1的V形槽1-1的长度方向与工作台X轴方向的平行度误差不超过0.005mm,然后进行固定;
步骤二、将定位杆2安装于步骤一中进行固定后的底板1上,并利用千分表使得定位杆2与工作台Y轴方向的平行度误差不超过0.005mm,然后将多根铪棒7分布于底板1的多个V形槽1-1上,使铪棒7的一端与定位杆2相抵,之后安装压杆3将多根铪棒7的另一端压紧在底板1上,再在线切割机的水箱内加入电阻率大于0.5MΩ·cm的纯水,直到淹没铪棒7,得到装料底板1;
步骤三、在步骤二中得到的装料底板1上组装随动压紧机构4,然后利用随动压紧机构4的辊子5将多根铪棒7压紧,并使随动压紧机构4的顶板4-4与放线头6抵接,得到带切割组件;所述随动压紧机构4中压紧螺栓4-8向压块4-9施加的压力为0.43MPa~0.46MPa;所述铪合金棒的密度为13.3g/cm
步骤四、向步骤三中得到的带切割组件的靠近定位杆2一端的S形通槽1-2中穿入直径为0.2mm铜丝,且铜丝的张力为20N,并与线切割机连接并进行对中,然后打开线切割机,线切割机的放线头6沿S形通槽1-2行进,利用慢走丝线切割的切割丝对多根铪棒7进行定长切割,与此同时,放线头6抵着顶板4-4从定位杆2至压杆3方向运动,利用顶板4-4驱动整个随动压紧机构4向压杆3方向运动,随动压紧机构4的辊子5始终压紧在多根铪棒7上,完成所有铪棒7的定长切割;所述定长切割采用切一修二的方式,所述切一修二为依次进行粗加工、半精修割加工和精修割加工,所述粗加工的电流为25A~30A,丝速为9000mm/min~10000mm/min,切割速度为20mm
经检测,本实施例批量定长切割的铪棒腐蚀试样长度均匀,切割面光滑,粗糙度可达Ra=0.8μm。
以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制。凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本发明技术方案的保护范围内。
- 一种橡胶棒自动切割设备及橡胶棒自动切割工艺
- 一种方便进行定长切割的家具生产用板材切割装置
- 一种用于批量切割条状试样的锯床夹具
- 一种棒状试样恒变形应力腐蚀试验夹具