一种激光切割自动化生产系统
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及激光切割生产技术领域,具体为一种激光切割自动化生产系统。
背景技术
激光切割机的原理就是将激光束照射到工件表面时释放的能量来使工件融化并蒸发,以达到切割和雕刻的目的,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点。
但常规激光生产线只是解决了连续供料的问题,一次性送出是够长的材料铺在工作台上生产,由于生产过程中送料动作停止,所以效率仍然较低;特别是切割下来的产品形态各异,产品与废料位置交错,使用人工收集效率低下且不安全,即使使用机器人收集也一样存在投入效率低的弊端;而且激光切割生产需要原料放置平台,为了提高生产效率平台就可能会越来越长,造成生产线占地面积大,间接提高了生产成本。
因此,现有激光生产线的工作效率受限于切割机的切割效率以及废料收集效率;在大规模的切割作业时,难以及时对工件与废料进行分拣与暂存,容易造成生产线阻塞,生产节拍难以提升的情况。
发明内容
在现有的技术上,为克服上述现有技术所述的激光切割板材下料慢以及缺乏对成形工件与废料进行自动分拣和储存的问题,本发明的目的在于提供一种安装方便、结构合理的激光切割自动化生产系统。
为实现上述目的,本发明提供如下技术方案:
一种激光切割自动化生产系统,其包括从左至右依次布置的料架矫正二合一装置、送料装置、激光切割装置、下料分拣装置以及废料卷收装置;
所述料架矫正二合一装置包括顺次设置的开卷机与矫正机,所述开卷机用于将金属卷材进行夹持并开卷,所述矫正机用于将开卷机输出的卷材进行矫平形成待加工板料;
所述送料装置与料架矫正二合一装置之间设有缓冲空间;该送料装置用于驱动待加工板料沿所述矫正机的输出方向进行位移,为激光切割装置输送板料并实现板料的送进和退回;
所述激光切割装置包括直线激光切割机与输送机;所述输送机用于活动支撑待加工板料,并与所述送料装置相配合对板料进行传输;所述直线激光切割机用于对板料沿输送机的宽度方向进行切割,并与所述送料装置相配合对板料进行切割形成工件;
所述下料分拣装置用于对工件与呈带状的废料进行分离,将各个加工完成的工件进行分拣与码垛,并将呈带状的废料输送给废料卷收装置;
所述废料卷收装置用于将所述下料分拣装置输出的废料进行收卷。
更进一步的,所述激光切割装置包括直线激光切割机与两个输送机,第一输送机与第二输送机呈左右对称且分别设在直线激光切割机的两侧,该输送机用于活动支撑位于所述直线激光切割机下方的板料,并与送料装置相配合对板料进行传输以实现板料的送进和退回;所述直线激光切割机用于对两个输送机之间的板料沿输送机的宽度方向进行切割;
其中,第一输送机位于所述直线激光切割机靠近送料装置的一侧。
更进一步的,所述第一输送机上设有活动约束机构,该活动约束机构用于与所述输送机的传送部件相配合将板料沿送料装置的输送方向进行活动约束。
更进一步的,所述活动约束机构包括第一约束组件与第二约束组件,所述第一约束组件与第二约束组件均设在输送机的机架上;所述第一约束组件的约束部件抵触在板料其长度方向的两侧,该第一约束组件用于将板料活动约束在传送部件的居中位置上;所述第二约束组件的约束部件抵触在板料的上端面,该第二约束组件用于将板料活动约束在传送部件上。
更进一步的,所述输送机为伸缩式皮带输送机;所述输送机设置的伸缩端位于其靠近相邻输送机的一侧,且伸缩端沿送料装置的输送方向伸缩设置;所述伸缩端用于活动支撑位于直线激光切割机正下方的板料;两个所述输送机的伸缩端末端均设有挡板,且两个挡板之间的缝隙形成激光切割所需的空间。
更进一步的,还包括废料收集装置;所述废料收集装置包括倾斜导向板、Z字型传送带以及收集框,所述倾斜导向板位于两个挡板之间缝隙的正下方,所述倾斜导向板的输出端位于Z字型传送带其输入端的正上方,该倾斜导向板用于收集从两个挡板之间缝隙掉落的废料并将其滑落导向至Z字型传送带的输入端;所述Z字型传送带的输出端位于收集框的正上方,该Z字型传送带用于将废料传送至收集框内。
更进一步的,所述下料分拣装置包括直线传送带、第一滑槽板、拍摄器、图像识别设备、万向输送带以及码垛台;
所述直线传送带用于输送工件;
所述第一滑槽板与第二输送机的输出端相连接,且第一滑槽板的输出端位于直线传送带其输入端的正上方;
所述拍摄器设在直线传送带的正上方,该拍摄器用于对直线传送带所传送的工件进行轮廓图像拍摄;
所述图像识别设备与拍摄器相连接,且图像识别设备与万向输送带的控制器相连接;该图像识别设备用于根据所述拍摄器所拍摄的轮廓图像以确定目标工件的种类并其发送至万向输送带的控制器内;
所述万向输送带设置的输入端与直线传送带的输出端相连,且所述万向输送带的侧面连接有若干个第二滑槽板;该万向输送带用于根据所述图像识别设备所识别出目标工件的种类将目标工件传送至与其相对应的第二滑槽板内;
若干个所述码垛台设置于所述万向输送带的一侧,所述码垛台位于第二滑槽板其输出端的正下方,且码垛台与第二滑槽板一一对应设置;该码垛台用于将第二滑槽板所输出的工件进行一一码垛。
更进一步的,所述第二输送机的机架上设置有第二约束组件,所述第二约束组件的约束部件抵触在板料的上端面,该第二约束组件用于将完成加工的板料活动约束在传送部件上;
所述直线传送带远离第二输送机的一侧设有牵引辊,该牵引辊用于牵引所述第二输送机所输出且完成加工的板料,并与所述第二约束组件相配合以实现对完成加工的板料进行张力保持;
所述直线传送带的正上方设有导向辊,该导向辊用于与所述第二约束组件相配合将完成加工的板料水平设置在第一滑槽板的正上方,以实现将工件落入至第一滑槽板上。
更进一步的,所述第二约束组件与导向辊之间通过支架吊挂连接有若干个喷气装置,且若干个喷气装置沿第二输送机的宽度方向间隔分布设置;该喷气装置用于将工件从完成加工的板料上分离出来并落入到第一滑槽板上。
更进一步的,所述废料卷收装置与牵引辊之间设有缓冲空间,且废料卷收装置靠近牵引辊的一侧设置有支撑辊;该废料卷收装置用于将牵引辊所输出的废料进行卷收。
采用上述的技术方案,本发明与现有技术相比,其具有的有益效果是:
整个系统就可以实现从原料到成品的全自动加工,并且可以实现成品的码垛及废料的收集,极大的提高了生产效率,降低了人工成本;可多种图形同时切割,随时变换图形,速度快,精度高;最重要是利用卷材输送方向的位移与直线激光切割机的横向位移,实现了对板料进行形成工件的连接切割,大大减少了激光切割自动化生产系统的占地面积同时提高生产效率。
同时,本系统实现了全部废料的回收,实现了成形工件与废料自动分离与收集,从而大大提高了本系统的自动化程度;在运行期间达到无人操作,节省人工等。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
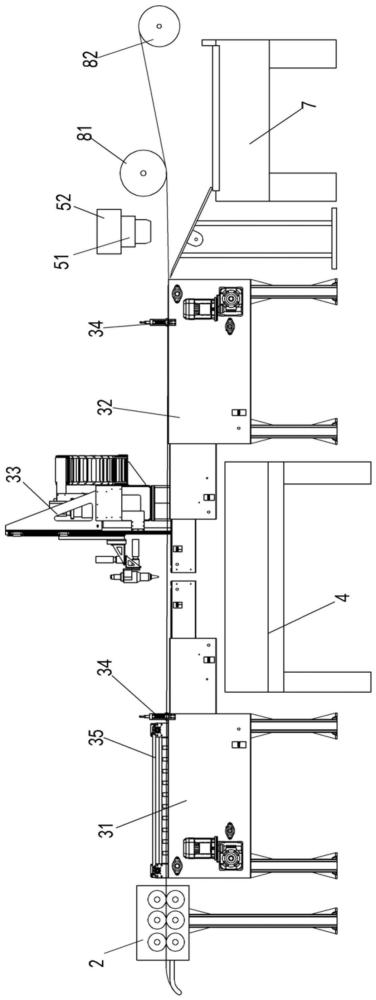
图1为本发明激光切割自动化生产系统的整体结构示意图。
图2为本发明激光切割装置与下料分拣装置的组合结构示意图。
图3为本发明废料收集装置的结构示意图。
图4为本发明下料分拣装置的结构示意图。
图5为本发明第一输送机的结构示意图。
图6为本发明第一约束组件的结构示意图。
图7为本发明第二约束组件的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
如图1至图7之一所示,本方案提供了一种激光切割自动化生产系统,其包括从左至右依次布置的料架矫正二合一装置1、送料装置2、激光切割装置3、下料分拣装置7、废料收集装置4以及废料卷收装置6;如图1所示。
本方案所提供的激光切割自动化生产系统,完成板料的自动开卷、校平、送料、切割、码垛和废料回收等一系列全流程操作;通过下料分拣装置7、废料收集装置4以及废料卷收装置6的设置,实现了成形工件与废料的自动化分离,并且对废料进行全自动地收集与卷收;同时,完成了成形工件的分拣与码垛;保证了材料加工的高效率、高品质,实现高效柔性生产。
本发明通过上述方案可实现卷材的自动化加工,只需要下发一次任务,整个系统就可以实现从原料到成品的全自动加工,并且可以实现成品的码垛及废料的分离,无需人工干预,极大的提高了生产效率,降低了人工成本。
本发明的激光切割自动化生产系统可实现卷材的自动化加工,其能够加工的卷材包括电镀锌钢卷、热浸锌钢卷、镀铝锌钢卷、紫铜卷、铝合金卷等金属卷材,在本方案中,卷材采用电镀锌钢卷为例子进行说明。
如图1-2所示,料架矫正二合一装置1包括顺次设置的开卷机与矫正机,开卷机用于将金属卷材进行夹持并开卷,矫正机用于将开卷机输出的卷材进行矫平形成待加工板料;本方案采用料架矫正二合一装置1的设置,实现了全自动开卷、展开和压紧的处理操作,并通过矫正机实现对卷材的精确矫正,使进入激光切割机的卷材位置准确,确保加工质量;可高效的进行卷材连续上料作业,并且可对卷材进行矫正及表面预处理操作,从而有助于提高后续激光切割加工的工作效率和工作质量。
如图2所示,送料装置2与料架矫正二合一装置1之间设有缓冲空间;该送料装置2用于驱动待加工板料沿矫正机的输出方向进行位移,为激光切割装置3输送板料并实现板料的送进和退回;
其中,送料装置2与料架矫正二合一装置1之间设有缓冲空间;当送料装置2为激光切割装置3输送板料,其存在板料送进和退回的现象,通过缓冲空间的设置,对送料装置2退回的板料起到缓冲的作用,有效地避免了因送料装置2与料架矫正二合一装置1之间的空间太小而造成板料的形变。
同时,激光切割装置3包括直线激光切割机33与输送机;输送机用于活动支撑待加工板料,并与送料装置2相配合对板料进行传输;直线激光切割机33用于对板料沿输送机的宽度方向进行切割,并与送料装置2相配合对板料进行切割形成工件。
本方案采用上述的技术方案,通过送料装置2与直线激光切割机33的设置,利用两者的相互配合,实现了对板料进行切割,从而切割出成形的工件;
其中,直线激光切割机33的切割头沿输送机的宽度方向进行移动,送料装置2驱动板料沿其长度方向进行同步移动,在切割工件的同时完成了对板料的输送;从而,使得板料与直线激光切割机33中的切割头通过相互配合形成X、Y轴方向的运动,如此便实现了边送料边切割的功能,无需上料时间的消耗;提高了材料利用率,节省了人工成本,具有全自动化生产的能力;相对于现有技术,本发明减少了工件在切割设备的停留时间,且利用动态切割技术切割工件,从而提高了切割效率。
如图3、5、6、7所示,激光切割装置3包括直线激光切割机33与两个输送机,第一输送机31与第二输送机32呈左右对称且分别设在直线激光切割机33的两侧,且第一输送机31位于直线激光切割机33靠近送料装置2的一侧;该输送机用于活动支撑位于直线激光切割机33下方的板料,并与送料装置2相配合对板料进行传输以实现板料的送进和退回;直线激光切割机33用于对两个输送机之间的板料沿输送机的宽度方向进行切割;
采用上述的技术方案,直线激光切割机33的切割头沿输送机的宽度方向进行移动,送料装置2驱动板料沿其长度方向进行同步移动,在切割工件的同时完成了对板料的输送;
第一输送机31与第二输送机32之间形成割缝空间,割缝空间位于直线激光切割机33其切割头的正下方;由于直线激光切割机33的切割头只能沿输送机的宽度方向进行移动,因此,第一输送机31与第二输送机32均不延伸至直线激光切割机33其切割头的正下方;使得第一输送机31与第二输送机32之间辊缝形成的切割空间始终处于激光切割头组件3其切割头的正下方,避免了激光切割作业时对第一输送机31与第二输送机32造成损伤,保证了激光切割的正常进行。
如图5所示,输送机为伸缩式皮带输送机;输送机设置的伸缩端位于其靠近相邻输送机的一侧,且伸缩端沿送料装置2的输送方向伸缩设置;伸缩端用于活动支撑位于直线激光切割机33正下方的板料;两个输送机的伸缩端末端均设有挡板36,且两个挡板36之间的缝隙形成激光切割所需的空间。
以便第一输送机31与第二输送机32的电机带动作用下驱使皮带对皮带上设置的板材进行送进和退回;在送料装置2、第一输送机31以及第二输送机32的相互配合下,实现对板材的传送,便于直线激光切割机33对运动中的板材进行激光切割或加工。
另外,输送机为伸缩式皮带输送机,输送机设置的伸缩端位于其靠近相邻输送机的一侧,且伸缩端沿送料装置2的输送方向伸缩设置;当直线激光切割机33对成形工件其所需镂空区域进行切割,控制第一输送机31与第二输送机32的伸缩端进行伸缩,调整两个挡板36之间缝隙的大小,使两个挡板36之间缝隙间距大于镂空区域沿板材长度方向的最大尺寸,在重力的作用下,使得板材其切割后的镂空区域废料能够从缝隙之间掉落下去;从而实现了成形工件与镂空区域切割出的废料进行自动分离;
当直线激光切割机33对成形工件的外形轮廓进行切割,控制第一输送机31与第二输送机32的伸缩端进行伸缩,调整两个挡板36之间缝隙的大小,将两个挡板36之间缝隙间距小于成形工件的外形轮廓沿板材长度方向最大尺寸,以便于在板材上切割成形后的工件不会从两个挡板36之间的缝隙中掉落下去;
在对开卷后的板材切割的过程中,可实现连续上料和切割,同时实现了成形工件与镂空区域切割出的废料进行自动分离;既节省了人力物力,又提高了工作效率,方便实现激光切割的自动化。
同时,由于挡板36的设置,阻挡了直线激光切割机33的切割头割伤输送机的传送部件,从而保证了激光切割的位置;两个挡板36之间缝隙间距大于直线激光切割机33的切割头其最小切割间距,从使了直线激光切割机33的切割头不会损伤到挡板36上。
如图2、3所示,本方案还包括废料收集装置4,废料收集装置4包括倾斜导向板41、Z字型传送带43以及收集框44,倾斜导向板41位于两个挡板36之间缝隙的正下方,倾斜导向板41的输出端位于Z字型传送带43其输入端的正上方,该倾斜导向板41用于收集从两个挡板36之间缝隙掉落的废料并将其滑落导向至Z字型传送带43的输入端;Z字型传送带43的输出端位于收集框44的正上方,该Z字型传送带43用于将废料传送至收集框44内。
采用上述的技术方案,通过倾斜导向板41的设置,将两个挡板36之间的缝隙中掉落的废料进行收集与导向,使得废料通过滑落到Z字型传送带43的输入端内,并通过Z字型传送带43的传送将废料收集到收集框44内;从而实现了成形工件与其镂空区域切割出的废料进行自动分离与收集。
另外,为了避免因废料的摩擦力过大使其停留在倾斜导向板41上,在倾斜导向板41远离输送机的一侧设有振动装置;利用振动装置的振动,使得废料能够顺利地从倾斜导向板41上滑落下去。
如图5-7所示,第一输送机31上设有活动约束机构,该活动约束机构用于与输送机的传送部件相配合将板料沿送料装置2的输送方向进行活动约束。
活动约束机构包括第一约束组件35与第二约束组件34,第一约束组件35与第二约束组件34均设在输送机的机架上;第一约束组件35的约束部件抵触在板料其长度方向的两侧,该第一约束组件35用于将板料活动约束在传送部件的居中位置上;第二约束组件34的约束部件抵触在板料的上端面,该第二约束组件34用于将板料活动约束在传送部件上。
其中,第一约束组件35的具体技术方案为:其包括双向丝杠结构352、电机354以及连杆351,两个双向丝杠结构352设置在第一输送机31沿其传送方向的两端,且双向丝杠结构352的两端通过转动支架转动连接在第一输送机31的机架上,双向丝杠结构352的驱动端与电机354的输出端相连;两个连杆351的两端分别连接在两个双向丝杠结构352设置的滑块上,连杆351靠近机架的一侧转动连接有若干个活动限位块353,该活动限位块353抵触在板料其长度方向的两侧;通过活动限位块353的设置,将活动限位块353抵触在板料的左右两侧;可以根据不同规格板料的宽度,通过电机354驱动连杆351进行移动,使得活动限位块353始终抵触在板料的左右两侧;使得第一输送机31所输送的板料能够始终沿第一输送机31的长度方向进行传送,保证了板料在切割区域的左右位置精度;
其中,第二约束组件34的具体技术方案为:其包括压辊341以及位于压辊341两端的高度调节结构342,两个高度调节结构342设置在机架上,且两个高度调节结构342位于第一输送机31或者第二输送机32其传送部件的两侧;高度调节结构342与压辊341相转动连接,该高度调节结构342用于调节压辊341相对于第一输送机31或者第二输送机32其传送部件的间距,使得压辊341与传送部件相配合,将板料约束在传送部件上,有效地避免了板料与传送部件发生相对位移,保证了板材的输送精度。
如图1-4所示,下料分拣装置7用于对工件与呈带状的废料进行分离,将各个加工完成的工件进行分拣与码垛,并将呈带状的废料输送给废料卷收装置6;
其中,如图4所示,下料分拣装置7包括直线传送带72、第一滑槽板71、拍摄器74、图像识别设备77、万向输送带73以及码垛台75;直线传送带72用于输送工件;第一滑槽板71与第二输送机32的输出端相连接,且第一滑槽板71的输出端位于直线传送带72其输入端的正上方;
第二输送机32的机架上设置有第二约束组件34,第二约束组件34的约束部件抵触在板料的上端面,该第二约束组件34用于将完成加工的板料活动约束在传送部件上;直线传送带72远离第二输送机32的一侧设有牵引辊82,该牵引辊82用于牵引第二输送机32所输出且完成加工的板料,并与第二约束组件34相配合以实现对完成加工的板料进行张力保持;直线传送带72的正上方设有导向辊81,该导向辊81用于与第二约束组件34相配合将完成加工的板料水平设置在第一滑槽板71的正上方,以实现将成形工件落入至第一滑槽板71上;进而使得成形工件落入到直线传送带72内。
采用上述的技术方案,通过第二约束组件34、导向辊81与牵引辊82的设置,使得完成切割加工的板料通过牵引辊82的牵引将成形工件移动到第一滑槽板71的正上方;在重力的作用下,使得成形工件落入到第一滑槽板71内,从而实现了切割成形工件与剩余废料的分离;在牵引辊82的牵引下,使完成切割加工的板料其位于第一滑槽板71正上方的部分始保持张力,避免了成形工件卡在板料上,造成切割成形工件与剩余废料之间无法分离;
另外,为了进一步地确保切割成形工件与剩余废料的分离,第二约束组件34与导向辊81之间通过支架52吊挂连接有若干个喷气装置51,且若干个喷气装置51沿第二输送机32的宽度方向间隔分布设置;该喷气装置51用于将工件从完成加工的板料上分离出来并落入到第一滑槽板71上。
利用喷气装置51向下吹气的作用力,使得切割成形工件能够迅速地与剩余废料进行分离;进一步地提高了切割成形工件与剩余废料之间的分离成功率,从而实现了成形工件与剩余废料的自动分离。
如图4所示,拍摄器74设在直线传送带72的正上方,该拍摄器74用于对直线传送带72所传送的工件进行轮廓图像拍摄;图像识别设备77与拍摄器74相连接,且图像识别设备77与万向输送带73的控制器相连接;该图像识别设备77用于根据拍摄器74所拍摄的轮廓图像以确定目标工件的种类并其发送至万向输送带73的控制器内;
万向输送带73设置的输入端与直线传送带72的输出端相连,且万向输送带73的侧面连接有若干个第二滑槽板76;该万向输送带73用于根据图像识别设备77所识别出目标工件的种类将目标工件传送至与其相对应的第二滑槽板76内;若干个码垛台75设置于万向输送带73的一侧,码垛台75位于第二滑槽板76其输出端的正下方,且码垛台75与第二滑槽板76一一对应设置;该码垛台75用于将第二滑槽板76所输出的工件进行一一码垛。
采用上述的技术方案,通过拍摄器74、万向输送带73以及图像识别设备77的设置,利用图像识别技术将直线传送带72传送过来的成形工件进行快速且高效的分拣与码垛;可以代替激光切割机人工分拣与机器人分拣,可识别激光切割好的成品,并按要求对切割好的成品进行快速分拣、码垛;其实现了成形工件进行高效且快速地分拣,并且同时分拣多种成形工件;可以实现从卷料到成品的批量自动化加工,具有高效生产能力,提高了客户在生产过程中的竞争优势。
本发明工作时,首先需要将成形工件的形状依次输入到电脑程序中,拍摄器74对直线传送带72所传送的工件进行轮廓图像拍摄,图像识别设备77根据拍摄器74所拍摄的轮廓图像以确定目标工件的种类并其发送至万向输送带73的控制器内,万向输送带73根据图像识别设备77所识别出目标工件的种类将目标工件传送至与其相对应的第二滑槽板76内,通过第二滑槽板76的导向,使得成形工件码垛在相对应的码垛台75内。
其中,码垛台75采用可升降式码垛台75,当码垛台75进入一个成形工件工件时,码垛台75往下下降一个成形工件工件的厚度,从而避免了成形工件工件落入到码垛台75内时发生倾斜或者错位。
如图1-3所示,废料卷收装置6用于将下料分拣装置7输出的废料进行收卷;废料卷收装置6与牵引辊82之间设有缓冲空间。
当送料装置2为激光切割装置3输送板料,其存在板料送进和退回的现象,通过缓冲空间的设置,对送料装置2退回的板料起到缓冲的作用,有效地避免了因废料卷收装置6与牵引辊82之间的空间太小而造成板料无法回退。
其中,废料卷收装置6靠近牵引辊82的一侧设置有支撑辊83;该废料卷收装置6用于将牵引辊82所输出的废料进行卷收。
采用上述的技术方案,利用废料卷收装置6将牵引辊82所输出的废料进行卷收,实现了剩余废料的自动化收集,提高了工人的工作效率,而且减小了废料占用的空间;
同时,为了实现剩余废料的自动化收集,在板料切割的时候,需要在板料的两侧预留下用于牵引废料的带条;以便于废料卷收装置6对剩余废料进行卷收。
综上所述,整个系统就可以实现从原料到成品的全自动加工,并且可以实现成品的码垛及废料的收集,极大的提高了生产效率,降低了人工成本;可多种图形同时切割,随时变换图形,速度快,精度高;最重要是利用卷材输送方向的位移与直线激光切割机的横向位移,实现了对板料进行形成工件的连接切割,大大减少了激光切割自动化生产系统的占地面积同时提高生产效率;
同时,本系统实现了全部废料的回收,实现了成形工件与废料自动分离与收集,从而大大提高了本系统的自动化程度;在运行期间达到无人操作,节省人工等。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种激光切割的机械自动化导向台
- 一种自动化上料的激光切割装置
- 一种激光切割自动化生产线的型材切割系统
- 一种激光切割自动化生产线的型材切割系统