一种波纹光滑过渡的平板波纹折弯装置及工艺
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及板材折弯技术领域,尤其是涉及一种波纹光滑过渡的平板波纹折弯装置及工艺。
背景技术
折弯工艺是将板材尤其是金属板材在折弯模具的压力下沿着折弯线弯曲成一定折弯角度和折弯半径的工艺方法。其广泛应用于制造大中型结构件以及精密零部件。现有的折弯工艺多数是平面板材沿着线性折弯线的弯曲,如V型折弯和U型折弯。少数沿着曲线的折弯工艺,如内孔翻边和外缘翻边,由于翻边时边缘缺乏强约束,工件容易在周向压应力作用下起皱。为了防止起皱,往往需要压料装置,这又增加了边缘在强约束作用下发生断裂的风险。
相比于平面板材的成熟折弯工艺和装备,横截面具有波纹特征的板材的折弯鲜有发明提及。具有波纹横截面的板材由于其优异的刚度和美学特点,被广泛用于活动板房,集装箱等的建造以及用作建筑物外表装饰。波纹板材可以通过辊压和冲压大规模批量生产,其通常具有沿着长度或宽度方向重复出现的波纹轮廓,无法简单地沿着一个垂直于轮廓延伸方向的直线折弯。在活动板房、集装箱以及其它建筑物转角处,不得不裁剪波纹板,并用额外的材料进行覆盖和连接,这将带来不可避免的板材完整性破坏和用料增加,并影响整体美观。
可展曲面理论表明,一个不可拉伸的没有厚度的理想平面沿着曲线折弯后,折弯线两侧将形成平均曲率大小相同,符号相反的两个可展曲面,即一个凹面和一个凸面。并且在折弯过程中,曲率大小与折弯角度一一对应。此外,当两个可展曲面的母线在折弯前共线,在整个折弯过程中,折弯线均位于一空间平面内,即两个可展曲面的交线以及折弯线为空间平面曲线。如图1所示,一个不可拉伸的没有厚度的平面沿着曲线s折弯后,形成平均曲率分别为k1和k2的两个可展曲面S1和S2,其中k1 =- k2。曲面S1和S2通过空间平面曲线s’相连,二者母线夹角为α,而折弯前二者母线位于同一直线GP上。由于曲面不可拉伸,在折弯过程中曲面曲率和折弯角度动态约束。
发明公布(公布号CN115815388A)公开了一种波纹板折弯装置,能够实现波纹板折弯角度的自由调整,不过该装置无法实现折弯上模竖向运动时对波纹板的负角度折弯,以及同时对折弯线一侧波纹特征的反转,并且受限于折弯模具尺寸,难以实现长波纹板的折弯和一侧波纹特征反转,其更适用于波纹板边部折弯。如图2所示,国际专利(申请号PCT/AU2020/050348)公开了一种由五个模具组成的波纹板折弯装置,其可以实现将波纹板连续折弯成曲率大小相等,符号相反的两部分。在折弯过程,一组两个模具合模用以夹紧固定波纹板的一端,另一组两个模具紧挨着第一组模具,在折弯时合模夹紧波纹板另一端,并且在第五个模具的引导下,沿着给定角度在长度方向滑动将横截面波纹特征反转。上述过程更近似于一个拉弯和“熨烫”的过程,模具的滑动将消耗巨大的能量,甚至拉裂板材,而且模具的磨损比较严重,大大降低模具的使用寿命和板材成形成本。此外,上述过程需要多模具同时工作,所需设备较为复杂,操作不便。
发明内容
发明目的:为了克服背景技术的不足,本发明第一目的是公开一种波纹光滑过渡的平板波纹折弯装置;第二目的是公开利用上述波纹光滑过渡的平板波纹折弯装置的折弯工艺。
技术方案:本发明所公开的波纹光滑过渡的平板波纹折弯装置,包括折弯上模、折弯下模及旋转折弯模具;
所述折弯上模底部为第一波纹横截面轮廓,一侧边为第二波纹横截面轮廓,所述第一波纹横截面轮廓和第二波纹横截面轮廓所在曲面交线为空间平面曲线;
所述折弯下模上设有呈阶梯设置的板材放置面及第三波纹横截面轮廓,所述折弯上模将平板压于第三波纹横截面轮廓,所述第一波纹横截面轮廓和第三波纹横截面轮廓配合,所述折弯下模内设有圆柱面旋转槽;
所述旋转折弯模具置于圆柱面旋转槽内,所述旋转折弯模具对应折弯上模设有分别与第一波纹横截面轮廓和第二波纹横截面轮廓对应的第四波纹横截面轮廓和第五波纹横截面轮廓,所述第四波纹横截面轮廓和第五波纹横截面轮廓的所在曲面的交线为空间平面曲线,初始状态时,所述第四波纹横截面轮廓所在面与折弯上模的下压方向一致,所述第四波纹横截面轮廓高出第四波纹横截面轮廓,所述折弯上模下压后,带动旋转折弯模具转动,将第四波纹横截面轮廓压至与第四波纹横截面轮廓平齐,旋转折弯模具转动的过程中,所述第五波纹横截面轮廓压于第二波纹横截面轮廓。
进一步的,所述第一波纹横截面轮廓的延伸面与第二波纹横截面轮廓所在面关于空间平面曲线所在平面镜像对称。
进一步的,所述平板置于板材放置面,厚度为0.1-3mm,材质为能发生弹塑性变形的材质,包括但不限于金属及其合金,金属复合材料。
进一步的,所述第一波纹横截面轮廓和第二波纹横截面轮廓所在曲面母线夹角为α,所述第四波纹横截面轮廓和第五波纹横截面轮廓所在曲面母线夹角为β,β小于等于α。
进一步的,α和β的偏差为5°内。
进一步的,所述折弯上模和折弯下模通过导向机构连接,引导合模。
进一步的,所述旋转折弯模具的侧边与弯折下模的侧边通过复位弹簧连接,弹簧复位状态下,旋转折弯模具处于初始状态,随着折弯上模的下压,带动复位弹簧形成回缩的弹力。
进一步的,所述折弯下模的侧边设有限制旋转折弯模具轴向移动的挡板。
进一步的,所述折弯上模、折弯下模及旋转折弯模具中的波纹横截面轮廓包括但不限于具有规则的和重复出现的三角形波纹、矩形波纹、圆弧波纹和三角函数波纹形状,以及轮廓具有不规则形状的横截面和轮廓形状不重复出现的横截面,由以上轮廓延伸形成的曲面均为可展曲面。
基于上述波纹光滑过渡的平板波纹折弯装置的折弯工艺,包括以下步骤:
S1、将待折弯的平板放置于板材放置面上;
S2、折弯上模下降,平板在折弯上模的作用下首先接触旋转折弯模具内侧的第四波纹横截面轮廓,带动旋转折弯模具转向折弯下模,直至第四波纹横截面轮廓与折弯下模上表面的第三波纹横截面轮廓重合,此时平板下表面与二者完全贴合,上表面与折弯上模底侧完全贴合,平板由此被折弯成波纹板;
在旋转折弯模具转动的时候,其竖向的第五波纹横截面轮廓迫使板材沿着折弯上模上的空间平面曲线折向折弯上模侧壁,直至折弯上模无法继续下降,此时板材与旋转折弯模具和折弯上模侧壁贴合,由此形成的波纹板特征与折弯上模折弯得到的波纹板波纹特征相反,最终得到波纹光滑过渡的“V”型折弯波纹板;
S3、根据需求,对得到的“V”型折弯波纹板内侧或外侧继续进行S2中的操作,得到由多个波纹光滑过渡的“V”型特征组合而成的形状,如“U”型和“S”型,以及由波纹板围绕而成的闭口形状。
有益效果:与现有技术相比,本发明的优点是:
(1)基于可展曲面理论,以常规平面板材为原料,通过折弯得到波纹板,并实现了将波纹板沿着空间平面曲线折弯,弯折角度不受限制,波纹特征在折弯线两侧光滑过渡。折弯过程以柔和自然的弯曲变形为主,不发生多余的面内拉伸和剪切,避免了波纹板材被强行折弯时横截面特征的坍塌破坏和扭转;
(2)不同于“刚性”的不可拉伸平面,金属材质的波纹板在折弯曲线附近可以发生弹塑性变形,因而板材横截面轮廓不受折弯角度的严苛约束,即板材横截面轮廓与折弯角度没有一一对应的关系,折弯工艺具有一定的灵活性和多样性;
(3)能够实现较长波纹板的折弯,并且具有波纹特征光滑过渡的“V”型折弯波纹板可以进一步在同侧或异侧进行折弯,得到“U”型折弯波纹板和“S”型折弯波纹板,以及由以上形状组合而成的连续折弯波纹板和由波纹板围绕形成的闭合形状;
(4)所需折弯设备简单,易于操作,维护运营成本较低。
附图说明
图1是理论基础不可拉伸平面沿着曲线折弯的示意图;
图2是国际专利(申请号PCT/AU2020/050348)公示的一种波纹板拉弯和“熨烫”工艺的示意图;
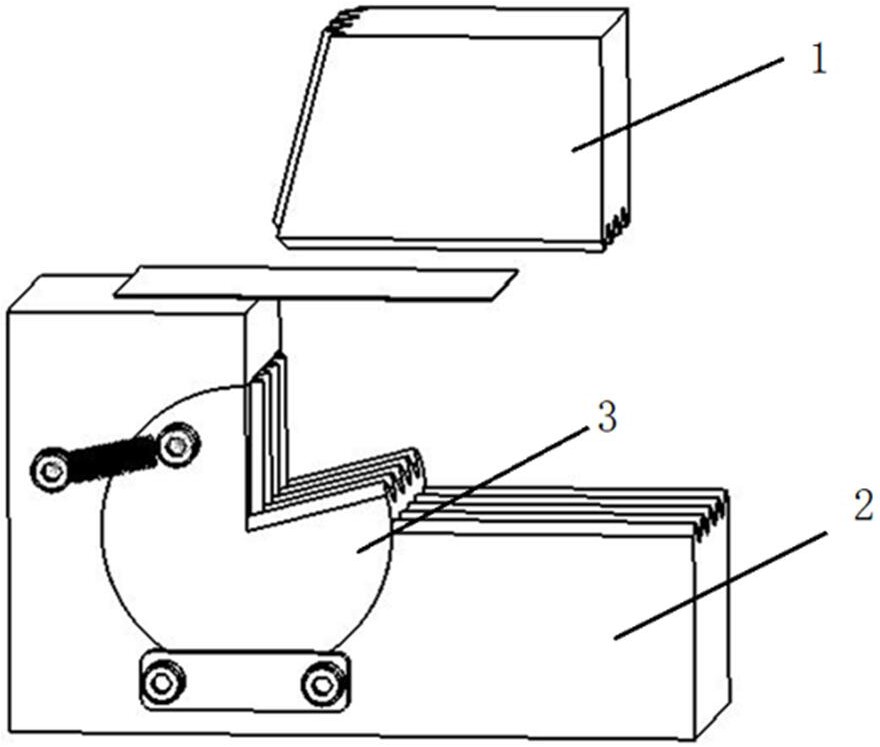
图3是本发明折弯装置整体结构图;
图4是本发明折弯上模结构图;
图5是本发明折弯下模结构图;
图6是本发明旋转折弯模具结构图;
图7是本发明实施例折弯得到的“V”型折弯波纹板结构示意图;
图8是本发明实施例折弯得到的“U”型折弯波纹板结构示意图;
图9是本发明实施例折弯得到的“S”型折弯波纹板结构示意图。
实施方式
下面结合附图和实施例对本发明的技术方案作进一步的说明。
如图3-6所示的波纹光滑过渡的平板波纹折弯装置,包括折弯上模1、折弯下模2及旋转折弯模具3。
所述折弯上模1底部为第一波纹横截面轮廓101,一侧边为第二波纹横截面轮廓102,所述第一波纹横截面轮廓101和第二波纹横截面轮廓102所在曲面交线为空间平面曲线,所述第一波纹横截面轮廓101的延伸面与第二波纹横截面轮廓102所在面关于空间平面曲线所在平面镜像对称。
所述折弯下模2上设有呈阶梯设置的板材放置面201及第三波纹横截面轮廓202,所述折弯上模1将平板3压于第三波纹横截面轮廓202,所述第一波纹横截面轮廓101和第三波纹横截面轮廓202配合,所述平板3置于板材放置面201,厚度为0.1-3mm,材质为能发生弹塑性变形的材质,包括但不限于金属及其合金,金属复合材料。
所述折弯下模2内设有圆柱面旋转槽203,所述旋转折弯模具3置于圆柱面旋转槽203内,可沿圆周进行自转,所述旋转折弯模具3对应折弯上模1设有分别与第一波纹横截面轮廓101和第二波纹横截面轮廓102对应的第四波纹横截面轮廓301和第五波纹横截面轮廓302,所述第四波纹横截面轮廓301和第五波纹横截面轮廓302的所在曲面的交线为空间平面曲线,初始状态时,所述第四波纹横截面轮廓301所在面与折弯上模1的下压方向一致,所述第四波纹横截面轮廓301高出第四波纹横截面轮廓301,所述折弯上模1下压后,带动旋转折弯模具3转动,将第四波纹横截面轮廓301压至与第四波纹横截面轮廓301平齐,旋转折弯模具3转动的过程中,所述第五波纹横截面轮廓302压于第二波纹横截面轮廓102。
所述第一波纹横截面轮廓101和第二波纹横截面轮廓102所在曲面母线夹角为α,所述第四波纹横截面轮廓301和第五波纹横截面轮廓302所在曲面母线夹角为β,β小于等于α,偏差为5°内。
所述折弯上模1和折弯下模2通过导向机构连接,引导合模。
所述旋转折弯模具3的侧边与弯折下模2的侧边通过复位弹簧4连接,弹簧复位状态下,旋转折弯模具3处于初始状态,随着折弯上模1的下压,带动复位弹簧4形成回缩的弹力,一次冲压结束后实现自动回位。
所述折弯下模2的侧边设有限制旋转折弯模具3轴向移动的挡板5。
所述折弯上模1、折弯下模2及旋转折弯模具3中的波纹横截面轮廓包括但不限于具有规则的和重复出现的三角形波纹、矩形波纹、圆弧波纹和三角函数波纹形状,以及轮廓具有不规则形状的横截面和轮廓形状不重复出现的横截面,由以上轮廓延伸形成的曲面均为可展曲面。
采用上述折弯装置进行折弯时,包括以下步骤:
S1、将待折弯的平板3放置于板材放置面201上。
S2、折弯上模1下降,平板3在折弯上模1的作用下首先接触旋转折弯模具3内侧的第四波纹横截面轮廓301,带动旋转折弯模具3转向折弯下模2,直至第四波纹横截面轮廓301与折弯下模2上表面的第三波纹横截面轮廓202重合,此时平板3下表面与二者完全贴合,上表面与折弯上模1底侧完全贴合,平板3由此被折弯成波纹板。
在旋转折弯模具3转动的时候,其竖向的第五波纹横截面轮廓302迫使板材沿着折弯上模1上的空间平面曲线折向折弯上模1侧壁,直至折弯上模1无法继续下降,此时板材与旋转折弯模具3和折弯上模1侧壁贴合,由此形成的波纹板特征与折弯上模1折弯得到的波纹板波纹特征相反,最终得到波纹光滑过渡的“V”型折弯波纹板,如图7所示。
S3、根据需求,对得到的“V”型折弯波纹板内侧或外侧继续进行S2中的操作,得到由多个波纹光滑过渡的“V”型特征组合而成的形状,如“U”型和“S”型,以及由波纹板围绕而成的闭口形状,如图8和9所示。
- 一种专门用于波纹钢板的环保热镀锌装置及工艺方法
- 一种波纹管伸缩节水压试验用封堵装置及封堵装置的安装方法
- 一种波纹管位移激光传感器检测装置及方法
- 一种波纹板折弯装置及折弯工艺
- 小波纹锐角折弯角的冷弯波纹板的成型装置