一种变色丝的加工方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及纤维制造技术领域,特别是涉及一种变色丝的加工方法。
背景技术
当前变色丝多为添加温敏或光敏变色母粒制成,纺织而成的坯布呈现整体变色效果,做不到不同颜色交替规律变化。目前的有色纤维多为单色丝或双色丝,双色丝多是由两种颜色复合而成并呈现麻灰纱效果,也没有实现纤维的规律变色,进而无法实现坯布颜色的规律变换。要实现坯布坯布颜色的规律变换,目前是在白坯布染色过程中通过分段染色才能实现,但这种染色方法成本高、污染大,不利于环境保护。因此,有必要开发一种能达到色彩规律变化效果的纤维,进而使坯布在非染色条件下实现规律变色。
发明内容
本发明的目的在于克服上述现有技术的不足,提供一种变色丝的加工方法,通过设计两种或三种母粒规律变化添加的设备,实现长丝在生产过程中色彩规律变化的目的。
为了实现上述目的,本发明采用如下技术方案:
一种变色丝的加工方法,包括以下步骤:
(a)制备纺丝熔体并将纺丝熔体输入纺丝箱体:
纺丝熔体的第一种制备方法为:将白切片投入螺杆挤出机中,同时分别通过母粒计量泵将不同颜色的色母粒依次交替循环注入螺杆挤出机中,通过螺杆挤出机将不同颜色的色母粒交替与白切片熔融、挤出并注入纺丝箱体;
纺丝熔体的第二种制备方法为:将一种颜色的色母粒与白切片按比例共混后输入螺杆挤出机中熔融、挤出,将另一种颜色的色母粒与白切片按比例共混后输入另一螺杆挤出机中熔融、挤出,通过两螺杆挤出机将两种颜色的混合熔体交替注入分流泵中,通过分流泵将两种混合熔体交替循环泵入纺丝箱体;
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。
步骤(a)中,采用第一种方法制备纺丝熔体时,每个母粒计量泵均通过变频器对应控制调节色母粒的添加量,多个变频器通过时间继电器控制启停。
步骤(a)中,采用第一种方法制备纺丝熔体时,不同颜色的色母粒添加量均占主熔体质量的2-5%。
步骤(a)中,采用第一种方法制备纺丝熔体时,螺杆挤出机一至五区温度分别为276-278℃、280-281℃、282-284℃、285-287℃、288-290℃。
步骤(a)中,采用第二种方法制备纺丝熔体时,一种颜色的色母粒占与之混合的白切片质量的2-5%,另一种颜色的色母粒占与之混合的白切片质量的2-5%。
步骤(a)中,采用第二种方法制备纺丝熔体时,所述分流泵包括泵体、分别安装在泵体内的第一齿轮和一对第二齿轮,所述第一齿轮分别与一对第二齿轮配合啮合而交替挤出两种颜色的混合熔体。
所述第一齿轮包括周向间隔均布的多组第一齿,每组第一齿包括呈扇形分布的多个,所述第二齿轮包括一圈周向均布的第二齿;所述第一齿轮与一个第二齿轮开始啮合时该第一齿轮与另一个第二齿轮开始脱离啮合。
所述第一齿轮包括周向间隔均布的三组第一齿,每组所述第一齿分布在度扇形弧长范围内。
一对所述第二齿轮对称分布在第一齿轮两侧,一对所述第二齿轮与第一齿轮呈水平一直线分布或在水平面上呈三角状分布。
步骤(b)中,纺丝温度为280-290℃,侧吹风冷却温度为20-23℃,风压为50-55Pa,上油量为0.5-1.2%,第一牵伸辊的转速为2150-2800m/min,第二牵伸辊的转速为2210-2900m/min,卷绕速度为2500-3200m/min。
本发明的有益效果是:本技术可通过控制母粒分别添加的方式生产变色长丝,达到色彩规律变化效果,不用分段染色就能实现坯布规律变色,且长丝色彩变换时间短,纤维较短长度内即可进行颜色变换(即纤维中两种颜色混合变换区可控制在1m以下)。
附图说明
图1为本发明实施例3所采用分流泵的结构图;
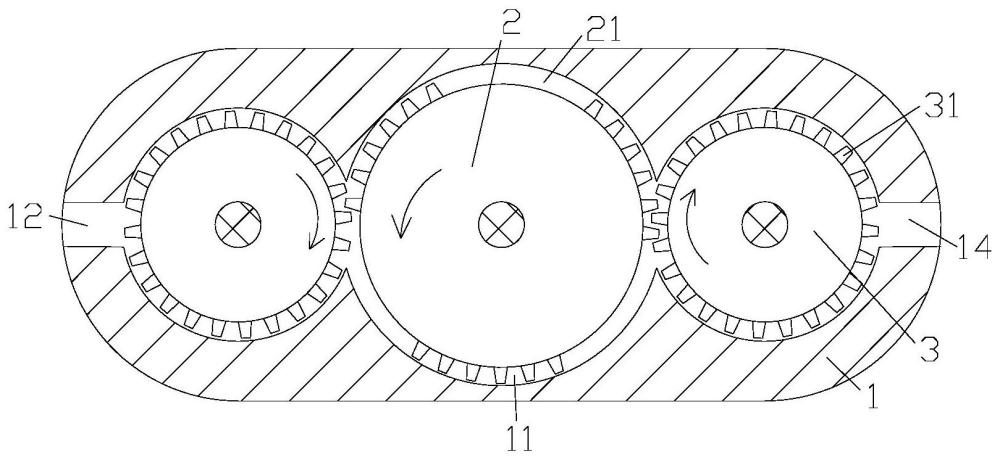
图2为图1中A-A向的剖面图;
图3为体现本发明实施例4所采用分流泵中第一齿轮2、第二齿轮3分布关系的俯视示意图。
图中:泵体1、内腔11、第一进料通道12、第一出料通道13、第二进料通道14、第二出料通道15、第一齿轮2、第一齿21、第二齿轮3、第二齿31。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步描述:
实施例1
一种变色丝的加工方法,包括以下步骤:
(a)将PET白切片投入螺杆挤出机中,同时分别通过母粒计量泵将不同颜色的色母粒依次交替循环注入螺杆挤出机中,通过螺杆挤出机将不同颜色的色母粒交替与PET白切片熔融、挤出并注入纺丝箱体;螺杆挤出机一至五区温度分别为276℃、280℃、282℃、285℃、288℃,三种颜色的色母粒添加量均占主熔体质量的2%。
每个母粒计量泵均通过变频器对应控制调节色母粒的添加量,多个变频器通过时间继电器控制启停。本实施例中,三种不同颜色的PET色母粒分别盛装在不同的色母粒料仓中,每个色母粒料仓均通过管道与螺杆挤出机的进料口连接,每个色母粒料仓的出料口均安装有母粒计量泵;三个母粒计量泵记为A母粒计量泵、B母粒计量泵和C母粒计量泵,A母粒计量泵通过A变频器控制调节色母粒的添加量,B母粒计量泵通过B变频器控制调节色母粒的添加量,C母粒计量泵通过C变频器控制调节色母粒的添加量,通过时间继电器控制三种颜色色母粒的规律添加。工作时,A变频器开启控制A母粒计量泵工作而B变频器、C变频器关闭,使A母粒注入螺杆挤出机,之后B变频器开启控制B母粒计量泵工作而A变频器、C变频器关闭,使B母粒注入螺杆挤出机,再之后C变频器开启控制C母粒计量泵工作而A变频器、B变频器关闭,使C母粒注入螺杆挤出机,依次循环。本实施例中A、B、C三种母粒分别为红色、蓝色、黄色母粒,A变频器开启阶段,红色色母粒开始注入,螺杆挤出机持续熔融挤出红色混合熔体,变换为B变频器开启后,蓝色色母粒开始注入,挤出的混合熔体由红色变为紫色再变为蓝色,再变换为C变频器开启后,黄色色母粒开始注入,挤出的混合熔体由蓝色变为绿色再变为黄色,再变换为A变频器开启后,红色色母粒开始注入,挤出的混合熔体由黄色变为橙色再变为红色,之后混合熔体再变为紫色、蓝色、绿色、黄色、橙色、红色、紫色、蓝色、绿色、黄色、橙色……,依次循环,即随着A、B、C变频器的按顺序交替循环开启,得到以红-紫-蓝-绿-黄-橙为周期进行颜色交替变换的混合熔体。
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。纺丝温度为280℃,侧吹风冷却温度为22℃,风压为50Pa,上油量为1.2%,第一牵伸辊的转速为2150m/min,第二牵伸辊的转速为2210m/min,卷绕速度为2500m/min。
实施例2
一种变色丝的加工方法,包括以下步骤:
(a)将PET白切片投入螺杆挤出机中,同时分别通过母粒计量泵将不同颜色的色母粒依次交替循环注入螺杆挤出机中,通过螺杆挤出机将不同颜色的色母粒交替与PET白切片熔融、挤出并注入纺丝箱体;螺杆挤出机一至五区温度分别为278℃、281℃、284℃、287℃、290℃;两种颜色的色母粒添加量均占主熔体质量的5%。
每个母粒计量泵均通过变频器对应控制调节色母粒的添加量,多个变频器通过时间继电器控制启停。本实施例中,两种不同颜色的PET色母粒分别盛装在不同的色母粒料仓中,每个色母粒料仓均通过管道与螺杆挤出机的进料口连接,每个色母粒料仓的出料口均安装有母粒计量泵;两个母粒计量泵记为A母粒计量泵和B母粒计量泵,A母粒计量泵通过A变频器控制调节色母粒的添加量,B母粒计量泵通过B变频器控制调节色母粒的添加量,通过时间继电器控制两种颜色色母粒的规律添加。工作时,A变频器开启控制A母粒计量泵工作而B变频器关闭,使A母粒注入螺杆挤出机,之后B变频器开启控制B母粒计量泵工作而A变频器关闭,使B母粒注入螺杆挤出机,依次循环。本实施例中,A、B两种母粒分别为红、蓝色母粒,A变频器开启阶段,红色色母粒开始注入,螺杆挤出机持续熔融挤出红色混合熔体,变换为B变频器开启后,蓝色色母粒开始注入,挤出的混合熔体由红色变为紫色再变为蓝色,再变换为A变频器开启后,红色色母粒开始注入,挤出的混合熔体由蓝色变为紫色再变为红色,之后混合熔体再变为紫色、蓝色、紫色、红色、紫色、蓝色……,依次循环,即随着A、B变频器的按顺序交替循环开启,得到以红-紫-蓝-紫为周期进行颜色交替变换的混合熔体。
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。纺丝温度为285℃,侧吹风冷却温度为20℃,风压为50Pa,上油量为0.5%,第一牵伸辊的转速为2620m/min,第二牵伸辊的转速为2430m/min,卷绕速度为2700m/min。
实施例3
变色丝的加工方法,包括以下步骤:
(a)将红色PET色母粒与PET白切片按比例共混后输入螺杆挤出机中熔融、挤出(色母粒占白切片质量的3.8%,螺杆挤出机一至五区温度为277℃、280℃、283℃、285℃、290℃),将黄色PET色母粒与PET白切片按比例共混后输入另一螺杆挤出机中熔融、挤出(色母粒占与之混合的白切片质量的3.8%,螺杆挤出机一至五区温度为277℃、280℃、283℃、285℃、290℃),通过两螺杆挤出机将两种颜色的混合熔体交替注入分流泵中,通过分流泵将两种混合熔体交替循环泵入纺丝箱体;分流泵规格设计为0.3cc/r,设计泵电机为59%减速比,泵每转1.9hz。
如图1-2所示,所述分流泵包括泵体1、分别安装在泵体1内的第一齿轮2和一对第二齿轮3,一对所述第二齿轮3分布在第一齿轮2两侧且一对所述第二齿轮3与第一齿轮2水平一直线分布,所述第一齿轮2分别与一对第二齿轮3配合啮合而交替挤出两种颜色的混合熔体。
所述第一齿轮2包括周向间隔均布的多组第一齿21,每组第一齿21包括呈扇形分布的多个,具体的,所述第一齿轮2包括周向间隔均布的三组第一齿21,每组所述第一齿21分布在60度扇形弧长范围内。
所述第二齿轮3包括一圈周向均布的第二齿31;所述第一齿轮2与一个第二齿轮3开始啮合时该第一齿轮2与另一个第二齿轮3开始脱离啮合。
所述泵体1包括用于安装第一齿轮2和一对第二齿轮3的内腔11,所述泵体1上开设有第一进料通道12、第一出料通道13、第二进料通道14和第二出料通道15,所述第一进料通道12、第二进料通道14分布在泵体1的两侧,即第一进料通道12位于一个第二齿轮3的外侧,第二进料通道14位于另一个第二齿轮3的外侧。所述第一进料通道12、第二进料通道14与第一齿轮2、第二齿轮3处于同一水平面上。所述内腔11分别与第一出料通道13、第二出料通道15上下连通,第一出料通道13、第二出料通道15为竖直通道,第一出料通道13位于第一齿轮2与一个第二齿轮3啮合处的下方,第二出料通道15位于第一齿轮2与另一个第二齿轮3啮合处的下方。所述第一进料通道12、第二进料通道14分别与螺杆挤出机连接。
以图2为参照,第一齿轮2的三组第一齿21按逆时针方向设为第一组、第二组和第三组,当第一齿轮2逆时针转动时,第一组第一齿21与左侧第二齿轮3开始啮合,且第三组第一齿21与右侧第二齿轮3开始脱离啮合,在第一齿轮2与左侧第二齿轮3啮合转动过程中,红色混合熔体输入泵体1中经第一出料通道13泵出并输送至计量泵;然后第一组第一齿21与左侧第二齿轮3开始脱离啮合,且第二组第一齿21与右侧第二齿轮3开始啮合,在第一齿轮2与右侧第二齿轮3啮合转动过程中,左边红色混合熔体不再输出,黄色混合熔体熔体输入泵体1中经第二出料通道15泵出并输送至计量泵;再然后第三组第一齿21与左侧第二齿轮3开始啮合,且第二组第一齿21与右侧第二齿轮3开始脱离,在第一齿轮2与左侧第二齿轮3啮合转动过程中,黄色混合熔体不再输出,红色混合熔体输入泵体1中经第一出料通道13泵出并输送至计量泵;再然后第三组第一齿21与左侧第二齿轮3开始脱离,且第一组第一齿21与右侧第二齿轮3开始啮合,在第一齿轮2与右侧第二齿轮3啮合转动过程中,红色混合熔体不再输出至计量泵,黄色混合熔体熔体输入泵体1中经第二出料通道15泵出并输送至计量泵;再然后第二组第一齿21与左侧第二齿轮3开始啮合,且第一组第一齿21与右侧第二齿轮3开始脱离,在第一齿轮2与左侧第二齿轮3啮合转动过程中,黄色混合熔体不再输出至计量泵,红色混合熔体输入泵体1中经第一出料通道13泵出并输送至计量泵;再然后第二组第一齿21与左侧第二齿轮3开始脱离,且第三组第一齿21与右侧第二齿轮3开始啮合,在第一齿轮2与右侧第二齿轮3啮合转动过程中,红色混合熔体不再输出至计量泵,黄黄色混合熔体熔体输入泵体1中经第二出料通道15泵出并输送至计量泵;依次循环,实现两种颜色混合熔体的交替泵入。
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。纺丝温度为285℃,侧吹风冷却温度为20℃,风压为50Pa,上油量为1.1%,第一牵伸辊的转速为2800m/min,第二牵伸辊的转速为2900m/min,卷绕速度为3000m/min。
实施例4
变色丝的加工方法,包括以下步骤:
(a)将红色PET色母粒与PET白切片按比例共混后输入螺杆挤出机中熔融、挤出(色母粒占白切片质量的2.7%,螺杆挤出机一至五区温度为278℃、280℃、282℃、286℃、290℃),将黄色PET色母粒与PET白切片按比例共混后输入另一螺杆挤出机中熔融、挤出(色母粒占与之混合的白切片质量的3.8%,螺杆挤出机一至五区温度为278℃、280℃、282℃、286℃、290℃),通过两螺杆挤出机将两种颜色的混合熔体交替注入分流泵中,通过分流泵将两种混合熔体交替循环泵入纺丝箱体;分流泵规格设计为0.3cc/r,设计泵电机为59%减速比,泵每转1.9hz。分流泵同实施例3。
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。纺丝温度为285℃,侧吹风冷却温度为20℃,风压为50Pa,上油量为1.1%,第一牵伸辊的转速为2720m/min,第二牵伸辊的转速为2850m/min,卷绕速度为2900m/min。
实施例5
变色丝的加工方法,包括以下步骤:
(a)将蓝色的PET色母粒与PET白切片按比例共混后输入螺杆挤出机中熔融、挤出(色母粒占白切片质量的5%,螺杆挤出机一至五区温度为277℃、280℃、282℃、285℃、289℃),将黄色的PET色母粒与PET白切片按比例共混后输入另一螺杆挤出机中熔融、挤出(色母粒占与之混合的白切片质量的5%,螺杆挤出机一至五区温度为277℃、280℃、282℃、285℃、289℃),通过两螺杆挤出机将两种颜色的混合熔体交替注入分流泵中,通过分流泵将两种混合熔体交替循环泵入纺丝箱体;
如图3所示,本实施例分流泵采用实施例3中所述的分流泵,但将一对第二齿轮3与第一齿轮2由水平一直线分布改为在水平面上呈三角状分布。
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。纺丝温度为290℃,侧吹风冷却温度为23℃,风压为50Pa,上油量为1.1%,第一牵伸辊的转速为2690m/min,第二牵伸辊的转速为2770m/min,卷绕速度为3200m/min。
实施例6
变色丝的加工方法,包括以下步骤:
(a)将蓝色的PET色母粒与PET白切片按比例共混后输入螺杆挤出机中熔融、挤出(色母粒占白切片质量的2%,螺杆挤出机一至五区温度为276℃、280℃、283℃、285℃、290℃),将黄色的PET色母粒与PET白切片按比例共混后输入另一螺杆挤出机中熔融、挤出(色母粒占与之混合的白切片质量的2%,螺杆挤出机一至五区温度为276℃、280℃、283℃、285℃、290℃),通过两螺杆挤出机将两种颜色的混合熔体交替注入分流泵中,通过分流泵将两种混合熔体交替循环泵入纺丝箱体;分流泵同实施例5。
(b)输入纺丝箱体的纺丝熔体经计量泵计量后的压入纺丝组件中进行纺丝,经侧吹风冷却、上油、牵伸、卷绕得到变色丝。纺丝温度为290℃,侧吹风冷却温度为23℃,风压为55Pa,上油量为1%,第一牵伸辊的转速为2420m/min,第二牵伸辊的转速为2550m/min,卷绕速度为2890m/min。
分别对实施例1-6制备的变色丝进行理化性能(包括拉伸强度、断裂强度等)及色牢度测试,理化性能均符合行业标准要求,色牢度达3-4级,符合使用需求。另对实施例1-6制备的变色丝色彩变化长度进行测量,结果如表1所示。
表1
以实施例1为例,纤维颜色非变换区长度指红、蓝、黄色段的长度,纤维颜色变换区长度指紫、绿、橙的长度。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种加工过程中维持钼丝张力恒定的线切割加工的加工方法及装置
- 一种复合型电致变色玻璃及其加工方法
- 一种玻纤连续粉碎设备及废丝加工方法
- 一种基于不同生产线加工的烟草烘丝工序质量一致性评价方法
- 一种双金属丝被裹缠式温敏变色弹性包覆纱及其加工方法
- 一种玻璃纤维短丝生产切丝加工机械及切丝加工方法