一种LNG船舵套筒结构分段阶段预装的精度控制方法
文献发布时间:2024-01-17 01:28:27
技术领域
本发明涉及船舶建造技术领域,尤其涉及一种LNG船舵套筒结构分段阶段预装的精度控制方法。
背景技术
传统的船舶舵套筒结构建造过程为待舵机分段、挂舵臂分段建造结束且油漆涂好后,运送至船坞总组阶段进行总组焊接,然后再安装舵套筒结构。传统的建造方式导致整个施工周期偏长,施工技术难度大,造成大量工时消耗、资源浪费。同时在船坞总组阶段施工,舵机分段施工区域狭窄,施工环境极为恶劣,施工质量和施工人员的身体健康都难以得到保证。
发明内容
有鉴于此,本发明提供了一种LNG船舵套筒结构分段阶段预装的精度控制方法,用以解决上述背景技术中存在的问题。
一种LNG船舵套筒结构分段阶段预装的精度控制方法,具体包括以下步骤:
S1,分别建造舵机分段、挂舵臂分段和舵套筒结构;
S2,吊装前准备工作:
在舵机分段的三甲板上开设以舵孔中心为圆心的舵筒安装孔,将与纵剖线成3°夹角的分中参考线和0号肋检线驳至三甲板的非构架面上,所述0号肋检线和纵剖线为舵机分段胎架地面上预先绘制的线;
确定挂舵臂分段的分段中心线和舵轴中心;
在舵套筒结构的舵套筒的上口、下口及舵平台上分别标记中心线洋冲,在舵套筒上标记0号肋检线;
S3,将挂舵臂分段吊装在舵机分段上,使其艏部直接与舵机分段相接触、艉部用油泵顶起、两舷侧通过斜撑进行支撑,并使其舵杆中心线与舵机分段三甲板上的0号肋检线距离6-8mm;
S4,将舵套筒结构吊装在舵机分段上,使其舵套筒的0号肋检线与舵机分段三甲板上的0号肋检线相对准。
优选地,所述舵机分段以舵机甲板为基面在平面胎架上反态建造;
所述挂舵臂分段以外板为基面在胎板式胎架上侧态建造;
所述舵套筒结构以向外板为基面在模板胎架上侧态建造。
优选地,步骤S2中吊装前准备工作还包括:
在挂舵臂分段的舵轴中心处挂线锤,在挂舵臂分段的两侧预装用以对挂舵臂分段的安装位置进行微调的第一调整绳;
在舵套筒结构的舵套筒的下口挂线锤,在舵套筒的两侧预装用以对舵套筒的安装位置进行微调的第二调整绳。
优选地,步骤S3中将挂舵臂分段吊装在舵机分段上的具体步骤为:
将挂舵臂分段吊放在舵机分段上,使其艏部直接与舵机分段相接触、艉部用油泵顶起;
微调挂舵臂分段的位置使其最艉端与舵机分段的中纵桁相对拢、舵杆中心线与舵机分段三甲板上的0号肋检线保留6-8mm的焊接反变形量,并使挂舵臂分段的分段中心线与舵机分段的分段中心线相对准;
调整到位后,在挂舵臂分段的两舷侧增加斜撑对其进行支撑;
切割舵机分段的中纵桁上预留的余量;
然后在舵机分段的舵机平台上的任意位置开工艺孔,工作人员从工艺孔进入分段内部对舵机分段和挂舵臂分段的对接缝进行焊接,焊接结束后用补板将工艺孔封掉。
优选地,步骤S3中挂舵臂分段两舷侧的斜撑的一端顶撑在舵机分段的外板上、另一端顶撑在挂舵臂分段的8600AB平台所在高度位置处。
优选地,所述斜撑倾斜45°。
优选地,所述舵套筒结构包括艏部假舵、艉部假舵和舵套筒;
步骤S4中将舵套筒结构吊装在舵机分段上的具体步骤为:
先将舵套筒吊放在舵机分段的舵筒安装孔内,微调舵套筒的位置使其0号肋检线与舵机分段三甲板上的0号肋检线相对准;
再将艏部假舵和艉部假舵吊到舵机分段上与舵套筒合拢,使艏部假舵和艉部假舵的舵平台上的中心线洋冲均与舵套筒的舵平台上的中心线洋冲相对齐;
焊接艏部假舵、艉部假舵、舵套筒和舵机分段之间的对接缝。
本发明的有益效果是:
1、采用本发明的方法后,舵套筒的安装从总组阶段前移到了分段阶段,在分段制作阶段能实现高精度的控制安装,减少总组阶段的调整对整个生产周期的影响,减少了工时消耗,缩减了整个施工周期。
2、采用本发明的方法后,舵套筒安装时的作业环境得到极大的改善,显著降低了对作业人员的技术要求,降低了施工技术难度,同时能有效保证作业人员的生命安全,减少危险事故的发生。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
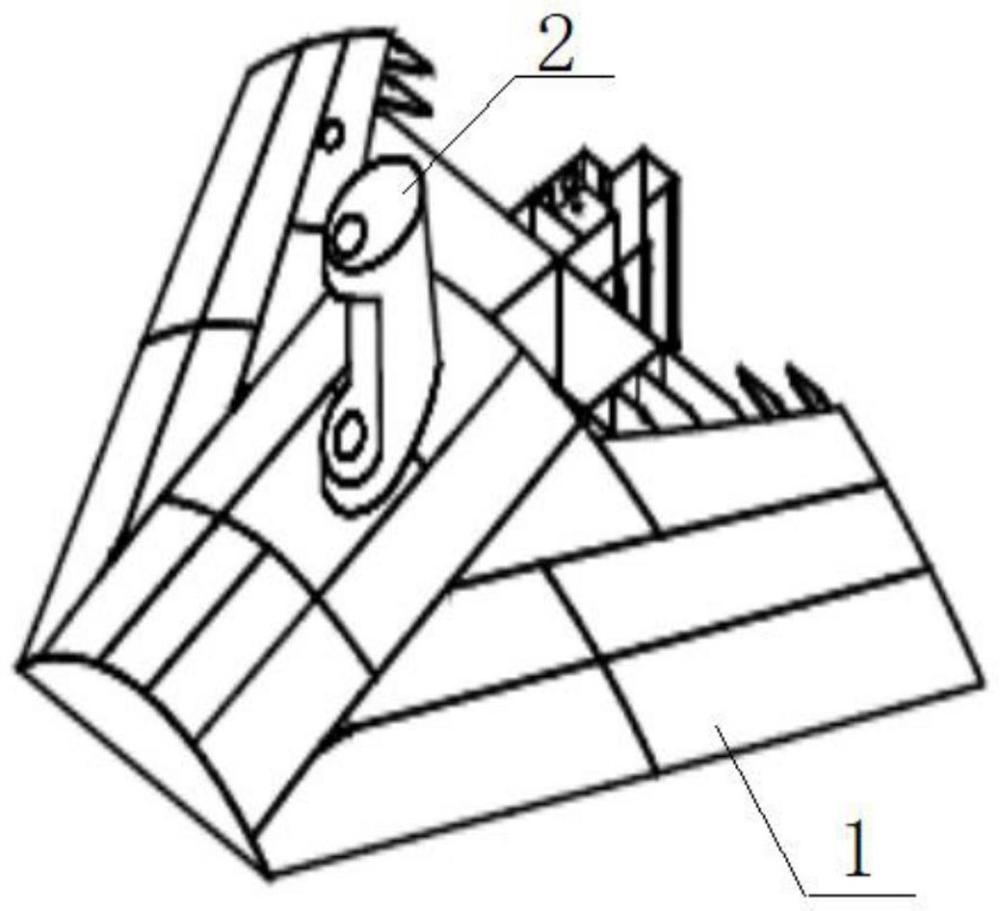
图1为舵机分段与挂舵臂分段的合拢示意图。
图2为舵套筒结构合拢前的示意图。
图3为舵套筒结构合拢完工后的示意图。
图4为将分中参考线和0号肋检线驳至舵机分段三甲板的非构架面上的示意图。
图5为挂舵臂分段的舵杆中心线与舵机分段上的0号肋检线距离6-8mm的示意图。
图6为图5中A部分的放大图。
图7为在挂舵臂两舷侧增加斜撑的示意图。
图中标号的含义为:
1为舵机分段,11为舵筒安装孔,12为纵剖线,13为分中参考线,14为0号肋检线,15为舵机分段的外板
2为挂舵臂分段,21为斜撑,22为舵杆中心线
3为舵套筒结构,31为艏部假舵,32为艉部假舵,33为舵套筒,34为舵套筒上口,35为舵套筒下口,36为舵平台上的洋冲。
具体实施方式
为了更好的理解本发明的技术方案,下面结合附图对本发明实施例进行详细描述。
应当明确,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
下面通过具体的实施例并结合附图对本申请做进一步的详细描述。
本发明给出一种LNG船舵套筒结构分段阶段预装的精度控制方法,具体包括以下步骤:
S1,分别建造舵机分段(AB01分段)1、挂舵臂分段(RH分段)2和舵套筒结构3。
所述舵机分段1以舵机甲板为基面在平面胎架上反态建造。
所述挂舵臂分段2以外板为基面在胎板式胎架上侧态建造。
所述舵套筒结构3以向外板为基面在模板胎架上侧态建造。舵套筒结构3包括艏部假舵31、艉部假舵32和舵套筒33,艏部假舵31、艉部假舵32分开制造。
S2,对舵机分段1、挂舵臂分段2和舵套筒结构3进行吊装前准备工作:
在舵机分段1的三甲板上开设以舵孔中心为圆心的舵筒安装孔11,该舵筒安装孔的直径相较于正式开孔的直径小100mm,即在舵机分段的三甲板上划制舵筒安装线时,以舵孔中心为圆心划出直径为500mm的圆,但实际开孔时,切割得到的舵筒安装孔的直径为400mm,相较于划线的舵筒安装孔的直径小100mm,如图4所示;并将与纵剖线12成3°夹角的分中参考线(8157/CL)13和0号肋检线(FRO线)14驳至三甲板的非构架面(光面)上,如图4所示,所述0号肋检线14和纵剖线12为舵机分段胎架地面上预先绘制的线。
确定挂舵臂分段2的分段中心线、舵轴中心、高度尺寸。优选地,还可在挂舵臂分段2的舵轴中心处挂线锤,在挂舵臂分段2的两侧预装用以对挂舵臂分段2吊装之后的安装位置进行微调的第一调整绳。
在舵套筒结构3的舵套筒的上口34、下口35及舵平台36(9250平台)上分别标记中心线洋冲,在舵套筒33上标记0号肋检线。优选地,还可在舵套筒结构的舵套筒的下口35挂线锤,在舵套筒的两侧预装用以对舵套筒吊装之后的安装位置进行微调的第二调整绳。
S3,将挂舵臂分段2吊装在舵机分段1上,使其艏部直接与舵机分段1相接触、艉部用油泵顶起、两舷侧通过斜撑21进行支撑,并使其舵杆中心线与舵机分段三甲板上的0号肋检线距离6-8mm。
具体地,首先,将挂舵臂分段2吊放在舵机分段1上,使其艏部直接与舵机分段1相接触、艉部用油泵顶起,并使挂舵臂分段2的分段中心线与舵机分段1的分段中心线相对准;
微调挂舵臂分段2的位置使其最艉端与舵机分段1的中纵桁相对拢,若挂舵臂分段2偏左或偏右,则可通过其两侧预装的第一调整绳对其位置进行微调;挂舵臂分段2的舵杆中心线本应与舵机分段1三甲板上的0号肋检线14相对准,但考虑到挂舵臂分段2与舵机分段1焊接之后会出现变形,而挂舵臂分段2的向艏处焊接量较多,焊接结束后挂舵臂分段2会向艏端倾倒,因此考虑到焊接变形需加放一定的变形量,因此,需调整使挂舵臂分段2的舵杆中心线21与舵机分段三甲板上的0号肋检线(FRO线)直径保留6-8mm的焊接反变形量;
调整到位后,在挂舵臂分段2的两舷侧增加斜撑21对其进行支撑,斜撑21的一端顶撑在舵机分段的外板15上、另一端顶撑在挂舵臂分段2的8600AB平台所在高度位置处;
切割舵机分段1的中纵桁上预留的余量;
然后在舵机分段1的舵机平台上的任意位置开400×600mm工艺孔,工作人员从工艺孔进入分段内部对舵机分段1和挂舵臂分段2的对接缝进行焊接,焊接结束后用补板将工艺孔封掉。
S4,将舵套筒结构3吊装在舵机分段1上,使其舵套筒的0号肋检线与舵机分段三甲板上的0号肋检线相对准。
具体地,先将舵套筒33吊放在舵机分段1的舵筒安装孔11内,微调舵套筒33的位置使其0号肋检线与舵机分段1三甲板上的0号肋检线相对准;
再将艏部假舵31和艉部假舵32吊到舵机分段1上与舵套筒33合拢,使艏部假舵31和艉部假舵32的舵平台上的中心线洋冲均与舵套筒33的舵平台上的中心线洋冲相对齐;
焊接艏部假舵31、艉部假舵32、舵套筒33和舵机分段1之间的对接缝。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明保护的范围之内。
- 一种LNG运输船舵套筒安装方法
- 一种LNG运输船舵套筒安装方法