一种激光熔覆冲击复合强化齿轮钢及其制备方法和应用
文献发布时间:2024-04-18 19:44:28
技术领域
本发明属于激光金属材料加工技术领域,具体涉及一种激光熔覆冲击复合强化齿轮钢及其制备方法和应用。
背景技术
武装直升机是执行低空飞行任务最有利的武器,但同时也会受到来自地面和空中全方位的攻击,因而其传动系统中弹漏油的概率很大。一旦中弹漏油,直升机传动系统中大量应用的齿轮就会在无润滑油状态下进行运转,导致其温度短时间内升高,同时硬度和耐磨性显著降低,进而影响传动系统的工作效率,甚至导致飞机坠机的发生,严重威胁任务完成以及飞行员人身安全。
传统齿轮钢表面强化工艺主要为高温渗碳热处理,即将齿轮钢置于真空高温碳环境中,利用碳势和高温碳原子快速扩散,在齿轮钢表面形成梯度碳化物,从而提升齿轮钢表面硬度和耐磨性。然而,高温渗碳热处理存在明显的短板,其渗碳深度有限,如900℃渗碳4小时其深度只有1mm左右,这也导致目前齿轮钢干摩擦性能不能满足实际需求。因此急迫需要开发新的齿轮钢表面强化技术,用以克服传统技术渗碳深度有限的难题。
激光增材制造作为一种全新的材料制备手段,可由金属粉末直接得到近净成型构件。同时,弥散强化可通过在合金中引入高密度高温稳定的增强相显著提升合金的硬度。因而,可综合增材制造和弥散强化技术优势,并通过合适的增强相选择,制备强化深度不受限制的齿轮钢。但是在技术结合过程中要考虑,增材制造技术由于超快的冷却速度会在构件表面形成显著的拉应力,这对于合金硬度、耐磨性及疲劳性能都是有害的。可见,当前制备齿轮钢的方法均无法解决其表面强化不足的问题。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种激光熔覆冲击复合强化齿轮钢及其制备方法和应用,以解决现有齿轮钢表面强化不足的技术问题。
为了达到上述目的,本发明采用以下技术方案予以实现:
本发明公开了一种激光熔覆冲击复合强化齿轮钢,以体积百分比计,由以下组分构成:
70%-90%的齿轮钢预合金;
10%-30%的TiC颗粒;
其中,所述齿轮钢预合金,以质量百分比计,包括:0.09%≤C≤0.20%,0.3%≤Mn≤1.0%,0.1%≤Si≤1.0%,0.05%≤Mo≤0.35%,0.5%≤Cr≤2.0%,1.0%≤Ni≤5.0%,0.03%≤Cu≤0.5%,0.1%≤Ti≤0.5%,其余为Fe。
优选地,所述TiC颗粒的平均尺寸为40nm。
优选地,齿轮钢内部由TiC颗粒均匀、弥散分布于微观组织中,细化晶粒、钉扎晶界,提升齿轮钢强度和高温组织稳定性;齿轮钢表面由激光冲击引入显著表面压应力,并闭合表面微小孔洞,进一步提升齿轮钢力学性能,形成内外同步强化齿轮钢。
优选地,该激光熔覆冲击复合强化齿轮钢的硬度为336~382HV。
本发明还公开了上述的激光熔覆冲击复合强化齿轮钢的制备方法,包括以下步骤:
1)按照组分配比取相应元素原料,制备获得齿轮钢预合金粉末;
2)按照体积配比,将齿轮钢预合金粉末和TiC颗粒混合,制得复合粉末;
3)采用激光增材法对复合粉末进行处理,制得齿轮钢成型构件;
4)对制得的齿轮钢成型构件进行表面激光冲击强化处理,制备得到激光熔覆冲击复合强化齿轮钢;
其中,所述激光冲击强化工艺窗口为:激光波长1064nm,激光脉宽20ns,光斑直径2.2mm,激光能量呈高斯分布,约束层为水,冲击能量3-5J,冲击次数3-5次,搭接率25%-75%。
优选地,步骤2)中,齿轮钢预合金粉末和TiC颗粒混合采用球磨混合,球磨混合参数为:主盘转速为250rpm-400rpm,公转自传比1:2,球料比8:1,球磨时间14-35h,99.99%纯度氩气保护。
进一步优选地,筛选出球磨混合后粒径范围在50μm-180μm的粉末,烘干,制得复合粉体。
优选地,步骤2)中,齿轮钢预合金粉末和TiC颗粒混合采用声共振混合,声共振混合参数为:振动频率50Hz-80Hz,加速度65G-100G,振动时间不低于20min,99.99%纯度氩气保护,混合后,烘干,制得复合粉体。
优选地,步骤3)中,增材制造打印参数窗口为:激光功率500-1200W,扫描速度6mm/s-10mm/s,光斑直径1.4mm-1.8mm,送粉率8g/min-15g/min,99.99%纯度氩气保护。
本发明还公开了上述的激光熔覆冲击复合强化齿轮钢在制备航空航天设备中的应用。
与现有技术相比,本发明具有以下有益效果:
本发明通过在齿轮钢预合金粉末中按照体积百分数混合10%-30%的纳米级TiC颗粒,经优化的激光增材制造工艺和激光冲击参数可以制备微观组织细小,内部由均匀分布的纳米级TiC颗粒弥散强化,表面由激光冲击引入的表面压应力强化,力学性能更加的齿轮钢零件。研究结果表明,在优化的激光增材制造工艺窗口下,TiC的添加在齿轮钢凝固过程中可作为非均匀形核剂抑制晶粒的外延生长,从而细化微观组织;而且TiC的添加可提升增材制造齿轮钢的可打印性,减少了凝固缺陷形成。此外,通过优化的激光冲击表面强化,激光增材制造齿轮钢表面应力状态可得到显著改善,由有害的表面拉应力调控为有益的表面压应力,从而进一步使齿轮钢力学性能得到提升。
附图说明
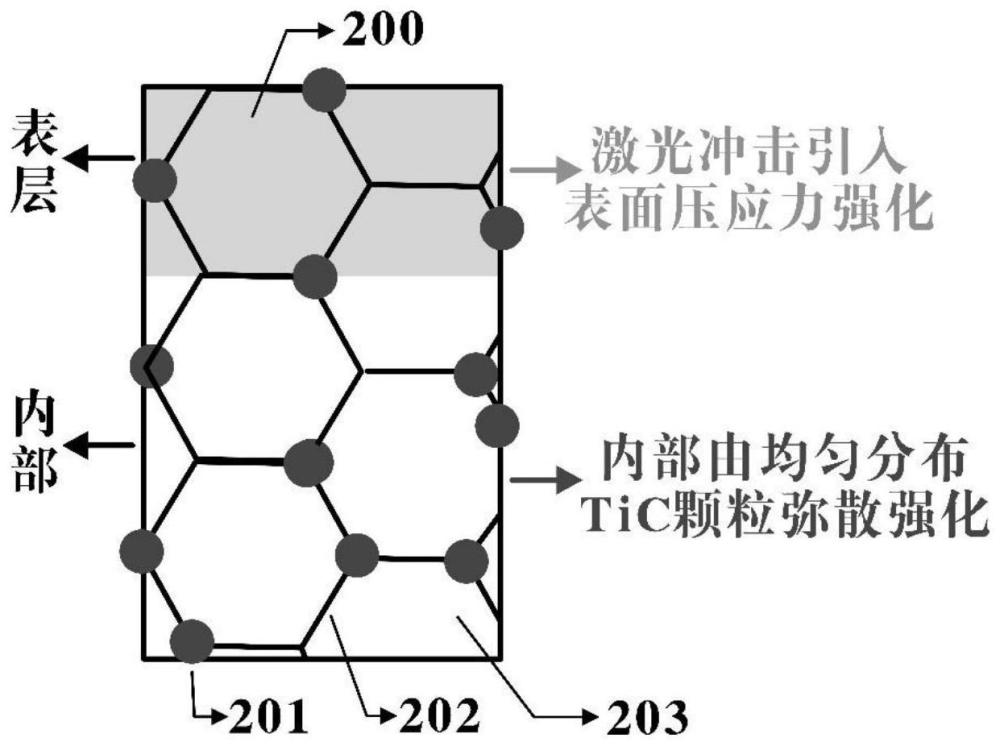
图1为本发明制备的激光熔覆冲击复合强化齿轮钢显微组织示意图。
其中:200为激光冲击引入表面压应力层;201为TiC颗粒;202为弥散强化增材制造奥氏体不锈钢晶界;203为弥散强化增材制造奥氏体不锈钢晶内基体。
图2为本发明制备的激光熔覆冲击复合强化齿轮钢显微组织。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
下面结合附图对本发明做进一步详细描述:
参见图1,为本发明激光熔覆冲击复合强化齿轮钢的显微组织结构示意图,从图1中可以看出,其内部由均匀分布的TiC颗粒均匀、弥散分布于微观组织中,细化晶粒、钉扎晶界,提升齿轮钢强度和高温组织稳定性;表面通过激光冲击引入表面应力强化,并闭合表面微小孔洞,进一步提升齿轮钢力学性能,形成内外同步强化齿轮钢。参见图2,为本发明制备的激光熔覆冲击复合强化齿轮钢显微组织,可以看出,高密度亚微米尺度TiC均匀分布于微观组织中,并钉扎晶界。
实施例1
一种激光熔覆冲击复合强化齿轮钢制备方法,包括以下步骤:
步骤1:按重量百分比配置齿轮钢成分,具体为:0.09%≤C≤0.20%,0.3%≤Mn≤1.0%,0.1%≤Si≤1.0%,0.05%≤Mo≤0.35%,0.5%≤Cr≤2.0%,1.0%≤Ni≤5.0%,0.03%≤Cu≤0.5%,0.1%≤Ti≤0.5%,其余为Fe;按照上述成分制备粒径为50μm-180μm的齿轮钢预合金粉末;将所述齿轮钢预合金与TiC颗粒(平均尺寸40nm)混合,得到复合粉末,所得的复合粉末中,TiC颗粒的体积百分比为20%;
步骤2:将步骤1中齿轮钢预合金粉末与TiC颗粒放入高能球磨机中,进行充分机械研磨混合,主盘转速为300rpm,公转自传比1:2,球料比8:1,球磨时间32小时,高纯氩气(99.99%)保护。混合后筛选出粒径范围在50μm-180μm的粉末,烘干,得到所述复合粉末。
步骤3:采用步骤S1所得复合粉末进行激光增材制造以获得齿轮钢成型构件;所述增材制造打印参数窗口为:激光功率800W,扫描速度8mm/s,光斑直径1.4mm,送粉率8g/min,高纯氩气(99.99%)保护;
步骤4:采用步骤S2所得激光增材制造齿轮钢块体进行研磨、抛光,随后进行表面激光冲击强化;所述激光冲击强化工艺窗口为:激光波长1064nm,激光脉宽20ns,光斑直径2.2mm,激光能量呈高斯分布,约束层为水,冲击能量4J,冲击次数5次,搭接率50%。
步骤5:将步骤4中所得激光增材制造齿轮钢块体制备成金相样,选用最大载荷50g,饱载时间10s测得样品显微硬度,列于表1中。
实施例2
一种激光熔覆冲击复合强化齿轮钢制备方法,包括以下步骤:
步骤1:按重量百分比配置齿轮钢成分,具体为:0.09%≤C≤0.20%,0.3%≤Mn≤1.0%,0.1%≤Si≤1.0%,0.05%≤Mo≤0.35%,0.5%≤Cr≤2.0%,1.0%≤Ni≤5.0%,0.03%≤Cu≤0.5%,0.1%≤Ti≤0.5%,其余为Fe;按照上述成分制备粒径为50μm-180μm的齿轮钢预合金粉末;将所述齿轮钢预合金与TiC颗粒(平均尺寸40nm)混合,得到复合粉末,所得的复合粉末中,TiC颗粒的体积百分比为25%;
步骤2:将步骤1中齿轮钢预合金粉末与TiC颗粒放入高能球磨机中,进行充分机械研磨混合,主盘转速为250rpm,公转自传比1:2,球料比8:1,球磨时间35小时,高纯氩气(99.99%)保护。混合后筛选出粒径范围在50μm-180μm的粉末,烘干,得到所述复合粉末。
步骤3:采用步骤2所得复合粉末进行激光增材制造以获得齿轮钢成型构件;所述增材制造打印参数窗口为:激光功率800W,扫描速度8mm/s,光斑直径1.4mm,送粉率8g/min;
步骤4:采用步骤3所得激光增材制造齿轮钢块体进行研磨、抛光,随后进行表面激光冲击强化;所述激光冲击强化工艺窗口为:激光波长1064nm,激光脉宽20ns,光斑直径2.2mm,激光能量呈高斯分布,约束层为水,冲击能量4J,冲击次数5次,搭接率25%。
步骤5:将步骤4中所得激光增材制造齿轮钢块体制备成金相样,选用最大载荷50g,饱载时间10s测得样品显微硬度,列于表1中。
实施例3
一种激光熔覆冲击复合强化齿轮钢制备方法,包括以下步骤:
步骤1:按重量百分比配置齿轮钢成分,具体为:0.09%≤C≤0.20%,0.3%≤Mn≤1.0%,0.1%≤Si≤1.0%,0.05%≤Mo≤0.35%,0.5%≤Cr≤2.0%,1.0%≤Ni≤5.0%,0.03%≤Cu≤0.5%,0.1%≤Ti≤0.5%,其余为Fe;按照上述成分制备粒径为50μm-180μm的齿轮钢预合金粉末;将所述齿轮钢预合金与TiC颗粒(平均尺寸40nm)混合,得到复合粉末,所得的复合粉末中,TiC颗粒的体积百分比为30%;
步骤2:将步骤1中齿轮钢预合金粉末与TiC颗粒放入高能球磨机中,进行充分机械研磨混合,主盘转速为300rpm,公转自传比1:2,球料比8:1,球磨时间30小时,高纯氩气(99.99%)保护。混合后筛选出粒径范围在50μm-180μm的粉末,烘干,得到所述复合粉末。
步骤3:采用步骤2所得复合粉末进行激光增材制造以获得齿轮钢成型构件;所述增材制造打印参数窗口为:激光功率600W,扫描速度8mm/s,光斑直径1.4mm,送粉率8g/min;
步骤4:采用步3所得激光增材制造齿轮钢块体进行研磨、抛光,随后进行表面激光冲击强化;所述激光冲击强化工艺窗口为:激光波长1064nm,激光脉宽20ns,光斑直径2.2mm,激光能量呈高斯分布,约束层为水,冲击能量3J,冲击次数5次,搭接率50%。
步骤5:将步骤4中所得激光增材制造齿轮钢块体制备成金相样,选用最大载荷50g,饱载时间10s测得样品显微硬度,列于表1中。
实施例4
一种激光熔覆冲击复合强化齿轮钢制备方法,包括以下步骤:
步骤1:按重量百分比配置齿轮钢成分,具体为:0.09%≤C≤0.20%,0.3%≤Mn≤1.0%,0.1%≤Si≤1.0%,0.05%≤Mo≤0.35%,0.5%≤Cr≤2.0%,1.0%≤Ni≤5.0%,0.03%≤Cu≤0.5%,0.1%≤Ti≤0.5%,其余为Fe;按照上述成分制备粒径为50μm-180μm的齿轮钢预合金粉末;将所述齿轮钢预合金与TiC颗粒(平均尺寸40nm)混合,得到复合粉末,所得的复合粉末中,TiC颗粒的体积百分比为15%;
步骤2:将步骤1中齿轮钢预合金粉末与TiC颗粒放入声共振设备中,进行充分混合,振动频率60Hz,加速度80G,振动时间不低于40min,高纯氩气(99.99%)保护。混合后,烘干,得到所述复合粉末。。
步骤3:采用步骤2所得复合粉末进行激光增材制造以获得齿轮钢成型构件;所述增材制造打印参数窗口为:激光功率800W,扫描速度10mm/s,光斑直径1.6mm,送粉率8g/min;
步骤4:采用步骤3所得激光增材制造齿轮钢块体进行研磨、抛光,随后进行表面激光冲击强化;所述激光冲击强化工艺窗口为:激光波长1064nm,激光脉宽20ns,光斑直径2.2mm,激光能量呈高斯分布,约束层为水,冲击能量4J,冲击次数4次,搭接率50%。
步骤5:将步骤4中所得激光增材制造齿轮钢块体制备成金相样,选用最大载荷50g,饱载时间10s测得样品显微硬度,列于表1中。
对比例1
一种激光熔覆齿轮钢制备方法,与上述实施例不同的是,本对比例中不添加TiC颗粒增强相,包括以下步骤:
步骤1:按重量百分比配置齿轮钢成分,具体为:0.09%≤C≤0.20%,0.3%≤Mn≤1.0%,0.1%≤Si≤1.0%,0.05%≤Mo≤0.35%,0.5%≤Cr≤2.0%,1.0%≤Ni≤5.0%,0.03%≤Cu≤0.5%,0.1%≤Ti≤0.5%,其余为Fe;按照上述成分制备粒径为50μm-180μm的齿轮钢预合金粉末;
步骤2:采用步骤1所得粉末进行激光增材制造以获得齿轮钢成型构件;所述增材制造打印参数窗口为:激光功率800W,扫描速度10mm/s,光斑直径1.4mm,送粉率8g/min;
步骤3:将步骤4中所得激光增材制造齿轮钢块体制备成金相样,选用最大载荷50g,饱载时间10s测得样品显微硬度,列于下表1中:
表1为本发明实施例和对比例样品的显微硬度
综上所述,本发明为进一步提升齿轮钢硬度,采用激光增材制造、弥散强化、激光冲击强化复合处理工艺对其内部微观结构和表面应力状态进行有效调控,使合金晶粒细化、晶界和位错有效钉扎,且将表面应力由有害的拉应力调控为有益的压应力,同时闭合表面微孔,从而完善齿轮钢机械性能。
以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
- 一种FeNi基激光熔覆掺杂碳化钨/碳化铬复合强化抗高温耐磨涂层及其制备方法
- 一种碳化硅陶瓷表面激光熔覆玻璃膜层的制备方法、及复合材料
- 一种激光熔覆与阴极电弧离子镀复合制备TiAlN/Cr-Ni涂层的方法
- 一种多接口监控的激光熔覆与冲击强化复合加工装置
- 一种多接口监控的激光熔覆与冲击强化复合加工装置