一种用于深空腔内部电阻点焊的辅助装置及方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明属于点焊技术领域,涉及一种用于深空腔内部电阻点焊的辅助装置及方法。
背景技术
电阻焊是利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时不需要填充金属,生产率高,焊件变形小,容易实现自动化。电阻焊方法主要有点焊、缝焊、凸焊、对焊四种,其中点焊是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接,通常参与焊接的焊件为两层板料,也有少部分是三层及以上板料,不管是两层还是三层及以上板料,一般都是以搭接形式层层叠加的。若是一种带中间空腔四层支撑圈电阻点焊,则这种形式的点焊难度将会非常大,常规的点焊则无法实现。
以某航空发动机燃烧前段机匣组件为例,机匣内部共有3个轴向高度,每个轴向高度由30处均布近似工字型的支架组件内与支撑环点焊连接,外与筒体点焊连接,近似工字型支架组件与支撑环点焊接头为常规的两层板搭接形式,与筒体点焊接头亦为常规的两层板搭接形式。由于结构的特殊性,支架组件若与支撑环先点焊焊接,则需要特殊的歪把电极,该种歪把电极要设计成能够伸入支架组件内部的结构,因支架组件空间较小,歪把电极尺寸较小,刚性较差,抗变形能力差,焊接时电极容易变形,上下电极对中效果不佳,易产生偏离既定位置的问题。即使把支架组件与支撑环焊接形成分连接体,若要再将分连接体与筒体点焊焊接,则一是由于焊机的行程问题,无法改制出能够伸入筒体内的特殊电极;二是由于支撑环距端面距离较大,焊接时难以观察电极位置,焊点在支架位置上的尺寸难以保证;三是由于零件自身结构限制,装配于筒体内的3个轴向高度支架组件与支撑环难以保证相对位置及与机匣筒体的相对位置。
发明内容
本发明的目的在于解决现有技术中现在技术无法实现筒体内部的点焊,现有的技术在进行筒体内部点焊时电极容易变形,点焊的位置出现偏离,点焊效果差的问题,提供一种用于深空腔内部电阻点焊的辅助装置及方法。
为达到上述目的,本发明采用以下技术方案予以实现:
一种用于空腔内部电阻点焊的辅助装置,包括中间电极,所述中间电极设置在待焊接的工件内部;
所述待焊接的工件包括径向间隔设置的支撑环和机匣筒体,所述中间电极设置在支撑环和机匣筒体之间,所述中间电极的两端设置待焊接的支撑组件,所述支撑组件分别与支撑环和机匣筒体相靠近的侧壁贴合;
所述支撑环远离中间电极的一侧设置定位块,所述定位块与中间电极固连,所述定位块上开设有下电极定位孔,点焊时,所述下电极定位孔用于引导下电极的端头与待焊接的支撑环的焊接位置接触。
本发明的进一步改进在于:
所述中间电极的端部包裹在支撑组件内;
所述中间电极的端部设置有平端紧定螺钉,所述平端紧定螺钉的端部与支撑组件接触。
所述定位块的材质为绝缘材料。
所述定位块的侧壁上间隔开设有第一定位销固定孔和第一防误销固定孔;
所述中间电极上分别开设有与第一定位销固定孔对应的第二定位销孔、与第一防误销固定孔对应的第二防误销固定孔。
还包括夹紧板,所述夹紧板设置有两个,一个位于中间电极和定位块的上端,另一个位于中间电极和定位块的下端。
所述夹紧板上设置有螺钉,螺钉用于固定夹紧板与中间电极。
所述电极定位孔开设有两个,两个电极定位孔轴向间隔分布。
所述定位块与中间电极的长度相同。
所述定位块与支撑环接触的端面为弧面,所述弧面与支撑环的侧壁贴合。
一种用于空腔内部电阻点焊方法,包括以下步骤:
将中间电极固定在待焊接的支撑环和机匣筒体之间,支撑环和机匣筒体之间周向间隔分布若干支撑组件,使中间电极位于相邻的两个支撑组件之间,且中间电极两端与相邻的两个支撑组件的内壁相抵;
将定位块固定在支撑环的内侧壁上,使定位块、支撑环和中间电极固定连接;
将待使用的下电极伸入至下电极定位孔中,直至下电极的端头与支撑环和靠近的支撑组件的焊接位置接触,此时位于机匣筒体外部的上电极会根据下电极的位置自动定位,开始点焊。
与现有技术相比,本发明具有以下有益效果:
本发明公开了一种用于深空腔内部电阻点焊的辅助装置,在待焊接的支撑环与机匣筒体之间设置中间电极,中间电极的两端与支撑组件相抵,能在焊接固定时对支撑组件进行定位,避免支撑组件在点焊时发生偏移,同时通过定位块将中间电极和支撑环固定连接,保证电极的定位,在定位块上开设电极定位孔,可以引导下电极的端部直接伸入到支撑环与支撑组件待焊接的位置进行焊接,保证了焊接位置的精准性,同时,中间电极是固定在支撑环和机匣筒体之间,通过中间电极的配合,实现支撑组件与两侧支撑环和机匣筒体的同时点焊加工,机匣筒体外部的上电极在下电极的引导下自动对应定位,实现内外侧同步点焊,且由于增设了中间电极的配合作用,在点焊中不会在工件表面产生压痕,不会造成工件的形变,焊接的效率高。
进一步的,本发明中,中间电极的端部设置有平端紧定螺钉,提高了中间电极与支撑组件连接的稳定性。
进一步的,本发明中,定位块的材质为绝缘材料,避免焊接时出现电流分流的现象。
进一步的,本发明中,定位块与支撑环接触的端面为弧面,提高了两者连接的精准性,保证定位效果。
本发明还公开了一种用于空腔内部电阻点焊方法,在支撑环与机匣筒体内部之间的空腔内设置中间电极,中间电极配合定位块既能实现支撑环、机匣筒体和支撑组件之间的定位,还可以通过定位块对下电极进行引导,保证点焊位置的精准性,在中间电极的作用下,下电极和上电极在两侧可以同步电焊,还能避免工件表面出现压痕,提高了点焊的精确度和效率。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
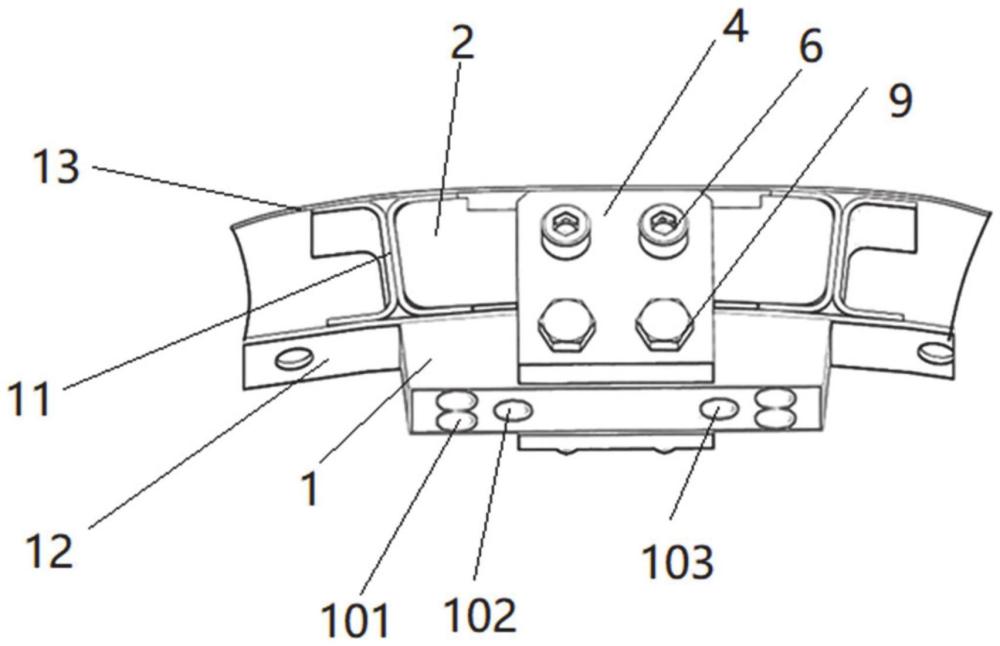
图1为本发明定位装置的结构示意图;
图2为本发明的定位装置的俯视图;
图3为本发明图2的剖视图;
图4为本发明与带焊接的机匣装配示意图;
图5为本发明点焊方法示意图。
其中:1-定位块;2-中间电极;3-定位销;4-夹紧板;5-防误销;6-螺钉;7-平端紧定螺钉;8-尼龙绳;9-六角螺母;10-六角头螺栓;11-支撑组件;
101-下电极定位孔;102-第一定位销固定孔;103-第一防误销固定孔;
201-第二定位销孔;202-第二防误销固定孔;
12-支撑环;13-机匣筒体;14-下电极;15-上电极;16-点焊位置。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明实施例的描述中,需要说明的是,若出现术语“上”、“下”、“水平”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,若出现术语“水平”,并不表示要求部件绝对水平,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
下面结合附图对本发明做进一步详细描述:
参见图1至图4,本发明公开了一种用于深空腔内部电阻点焊的辅助装置,包括中间电极2,所述中间电极2设置在待焊接的工件内部;所述待焊接的工件包括径向间隔设置的支撑环12和机匣筒体13,所述中间电极2设置在支撑环12和机匣筒体13之间,所述中间电极2的两端设置待焊接的支撑组件11,所述支撑组件11分别与支撑环12和机匣筒体13相靠近的侧壁贴合;所述支撑环12远离中间电极2的一侧设置定位块1,所述定位块1与中间电极2固连,所述定位块1上开设有下电极定位孔101,点焊时,所述下电极定位孔101用于引导下电极的端头与待焊接的支撑环12的点焊位置16接触。
本发明实施例主要用于将支撑环12、机匣筒体13和支撑组件11焊接在一起,中间电极2是固定在支撑环12、机匣筒体13和两个支撑组件11形成的空腔内。
参见图4,本发明实施例公开的一种待焊接的支撑组件11的结构为工字型结构,工字型结构,沿着支撑环12与机匣筒体13之间的空腔周向间隔分布。
本发明实施例中,中间电极2夹持在两个相邻的支撑组件11之间,中间电极2长度根据两支架组件11的周向距离尺寸确定,宽度与支架组件11的轴向厚度一致,厚度与支架组件11的内型径向差一致。
进一步的,中间电极2的材质一般选用较高硬度的铬锆铜材料,既可以起到通电焊接的作用,也可以起到支架周向定位的作用。
进一步的,在定位块1上开设有下电极定位孔101,还开设第一定位销固定孔102和第一防误销固定孔103,在中间电极2上分别开设有与第一定位销固定孔102对应的第二定位销孔201,以及与第一防误销固定孔103对应的第二防误销固定孔202,定位销3依次贯穿第一定位销固定孔102、支撑环12和第二定位销孔201;防误销5依次贯穿第一防误销固定孔103、支撑环12和第二防误销固定孔202,参见图1至图2。
参见图3,进一步的,在支撑环12和定位块1的上端设置夹紧板4,夹紧板4上下对称设置,夹紧板4和中间电极2上均开设对应的螺纹孔,通过螺钉6将两者固定,同时在夹紧板4还开设有与定位块1对应的螺栓孔,通过六角头螺栓10和六角螺母9配合,将夹紧板4和定位块1固定。
进一步的,在中间电极2的两端设置平端紧定螺钉7,在点焊装配时,平端紧定螺钉7的端头与支架组件接触,确保通电时接触良好。
进一步的,定位块1的材质为绝缘材质,一般选用聚四氟乙烯非金属材料,长度可与中间电极2长度相当,宽度与中间电极2宽度相等,不仅有助于中间电极2的定位,还能保证工作时电流不分流。
进一步的,夹紧板4为了防止漏电,一般选用非金属材料。
进一步的,在定位销3的端部还设置尼龙绳8。
进一步的,定位块1与支撑环12接触的端面为弧面,所述弧面与待连接的支撑环12的侧壁贴合,提高了定位连接的稳定性。
进一步的,下电极定位孔101可以根据点焊的位置开设不同的数量。
参见图4至图5,本发明实施例以某型航空发动机燃烧前段机匣组件为钣焊机匣为例进行点焊,机匣内部,需要由30处均布近似工字型的支撑组件11内与支撑环12点焊连接,外部与筒体机匣筒体13点焊连接,定位装置装配后,采用手工氩弧焊将支架组件与筒体内圆面进行定位,焊点不得高于支架组件内型面,若高于支架组件内型面时打磨与其目视平齐。固定连接件与机匣筒体后,将装配夹具卸去。
点焊包括以下步骤:
将中间电极2固定在两个支撑组件11之间,贴实对正后,沿径向方向将支架组件11边缘与支撑环12的外圆贴实,且轴向对齐;
将定位块1的圆弧端面与支撑环12的内圆贴实,轴向对齐,将定位销3和防误销5依次固定。
将夹紧板4固定在定位块1和中间电极2的上端与下端;
点焊时,下电极穿过定位块1上的电极定位孔101,直至下电极14的端头与支撑环12内圆接触并定位至待点焊位置16,当下电极14定位之后,上电极15会自动对应定位,然后通电焊接,这就实现了机匣筒体13与支架组件11外部,支撑环12与支架组件11内部非叠加的两两板材搭接四层点焊。
本发明实施例,铬锆铜中间电极既可以起到通电焊接的作用,也可以起到支架周向定位的作用,定位块1一方面有助于支撑组件和支撑环12的相对位置定位,另一方面有助于中间电极2的定位,其次是绝缘材质可以保证电流不分流;通过本装置进行点焊,可实现带中间空腔四层支撑圈结构高效、高精度同步电阻点焊,并实现工字支架表面无压痕点焊,该技术方案已推广应用于YTBC5燃烧后段机匣组件的加工。
本发明实施例通过可以实现空腔内部点焊的工艺需求。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种应用于电阻点焊钽Ta1和Q235钢的中间层合金及其制备方法
- 一种全自动二次电缆绝缘电阻辅助测试装置及其测试方法
- 一种制备超细晶金属带材的强脉冲电流辅助深冷异速异步轧制装置与方法
- 一种用于深冷处理的实验方法及其装置
- 一种用于辅助水中沉井施工的方法及装置
- 一种用于深空腔内部电阻点焊的辅助装置及方法
- 用于清洗在电阻点焊中使用的电极或盖的方法和装置以及用于电阻点焊的装置