一种茶砖冲包机
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及茶砖制备技术领域,尤其是涉及一种茶砖冲包机。
背景技术
藏茶是藏族同胞的主要生活饮品,又称为藏族同胞的民生之茶,从古到今,按历史时期和各地风俗不同又称为大茶、马茶、乌茶、黑茶、粗茶、南路边茶、砖茶、条茶、紧压茶、团茶、边茶等。中国藏茶自唐朝有记录以来,已是千年古茶。
是采摘于海拔在1000米以上高山,当年生成熟茶叶和红苔,经过特殊工艺精制而成的后发酵茶。藏茶属于最典型的黑茶,它的颜色呈深褐色,又是后发酵茶。
藏茶是各种制茶中最为耗时、最为复杂的流程茶类,一般要经过和茶、顺茶、调茶、团茶、陈茶等五大工序和三十二道工艺,约六个月左右,依古法炮制出品,标准藏茶褐黑有光,具有红、浓、醇、陈四绝特色。
为了方便牧民携带和储存将茶叶制作成茶砖,但茶叶在制砖时需要进行挤压,现有的挤压设备在对茶砖进行制备时存在挤压不均匀,出料方式不便利的缺点,导致茶砖的加工效率较低,不能满足使用需求。
发明内容
本发明为解决在现有的茶砖在制备过程中存在挤压不均,出料不方便导致加工效率低的问题,针对上述问题本发明提供了一种茶砖冲包机,采用液压对模具内的茶叶进行压制,压制过程中由于液压下压过程更加稳定,避免出现挤压不均的问题,挤压完成后通过可分离的模具,方便将加工成型的茶砖取出。
本发明采用的技术方案是:
一种茶砖冲包机,包括:
机架;
输送机构,安装在所述机架上,其呈环形设置;
多个模具,均安装在所述输送机构上;
挤压机构,安装在所述机架上,其挤压端朝向所述模具的模腔设置;以及
喂料机构,安装在所述机架上,所述喂料机构的喂料速度与所述输送机构的输送速度成正比;
其中,所述模具包括:
安装座,安装在所述输送机构上,所述安装座的顶部具有安装槽;
两驱动机构,安装在所述安装槽内,两所述驱动机构的活动端相对设置;
第一模体,所述第一模体的一侧设有第一开口,所述第一模体与其中一所述驱动机构的活动端连接,所述第一开口朝向另一所述驱动机构设置;
第二模体,所述第二模体的一侧设有第二开口,所述第二模体与另一所述驱动机构的活动端连接,所述第二开口与所述第一开口相对设置;以及
其中,所述第一模体和所述第二模体相互贴合后,所述第一开口和所述第二开口形成模腔。
可选地,所述第一模体或第二模体沿模腔的深度方向上设有滑动开口,所述第一模体或第二模体的一侧设有悬液添加板,所述悬液添加板可通过所述滑动开口滑入所述模腔内;
所述悬液添加板的内部具有用于容纳悬液的空腔,所述悬液添加板的朝向所述模腔的底部和所述模腔的开口的侧壁上均设有蒸发口。
可选地,所述安装座上设有用于驱动所述悬液添加板滑动的驱动件,所述机架上设有定量投送悬液的添加装置。
可选地,所述喂料机构位于该茶砖冲包机的出料口一侧,使得模腔内的物料取出后旋转至下一工位即可进行物料的填充;所述添加装置当物料填充工位的下一工位进行悬液的添加。
可选地,所述添加装置包括:
料箱,安装在所述机架上;
伸缩管道,一端与所述料箱连通,另一端朝向所述输送机构设置;
定量泵,安装在所述伸缩管道上;
自动伸缩件,其活动端与所述伸缩管道的活动端连接,带动所述伸缩管道的活动端远离或靠近所述输送机构。
可选地,所述第一模体和所述第二模体的内部均设有加热腔,所述加热腔内设有加热装置。
可选地,所述输送机构包括:
输送轨道,呈环形设置在所述机架上,所述挤压机构安装在所述输送轨道的一侧,所述模具安装在所述输送轨道的顶部;
驱动电机,安装在所述机架上,所述驱动电机用于驱动所述输送轨道转动。
可选地,所述挤压机构包括:
安装架,安装在所述机架上,且位于所述输送机构沿其输送方向的一侧;
伸缩驱动件,安装在所述安装架上,所述伸缩驱动件的活动端朝向所述模具设置;
挤压板,安装在所述伸缩驱动件的活动端上;以及
支撑装置,安装在所述挤压板的下方,所述输送机构沿其输送方向的两侧均设置有所述支撑装置,当所述支撑装置的活动端伸出后与所述模具的底部相抵接。
可选地,所述支撑装置包括:
伸缩支撑件,安装在所述机架上,所述伸缩支撑件的活动端朝向所述输送机构设置;
支撑板,安装在所述伸缩支撑件的活动端上,当所述伸缩支撑件的活动端外伸后,所述支撑板与所述模具的底部相抵接。
可选地,所述喂料机构包括:
料斗,安装在所述机架上;
导料板,其一端与所述料斗的出口连通,另一端延伸至所述模具的模腔上方;
其中,所述导料板安装后倾斜设置,其出料口一端低于其与所述料斗连接处一端。
与现有技术相比,本发明的有益效果是:
1、输送机构的输送速度与喂料机构的喂料速度成正比使得茶叶均匀落入模腔内,使得茶叶更加均匀的落入模腔内,然后通过挤压机构对放置在模具内的茶叶进行挤压,使得压制成型的茶砖受到的压力更加均匀。
2、由于模具的模腔通过两个可相对滑动的模具形成的,因此在压制茶砖后可控制其分离,方便茶砖的取出。
3、采用环形设置的输送机构,输送机构上设置多个模具是为了提高制作茶砖的效率,同时避免停机补充茶叶。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
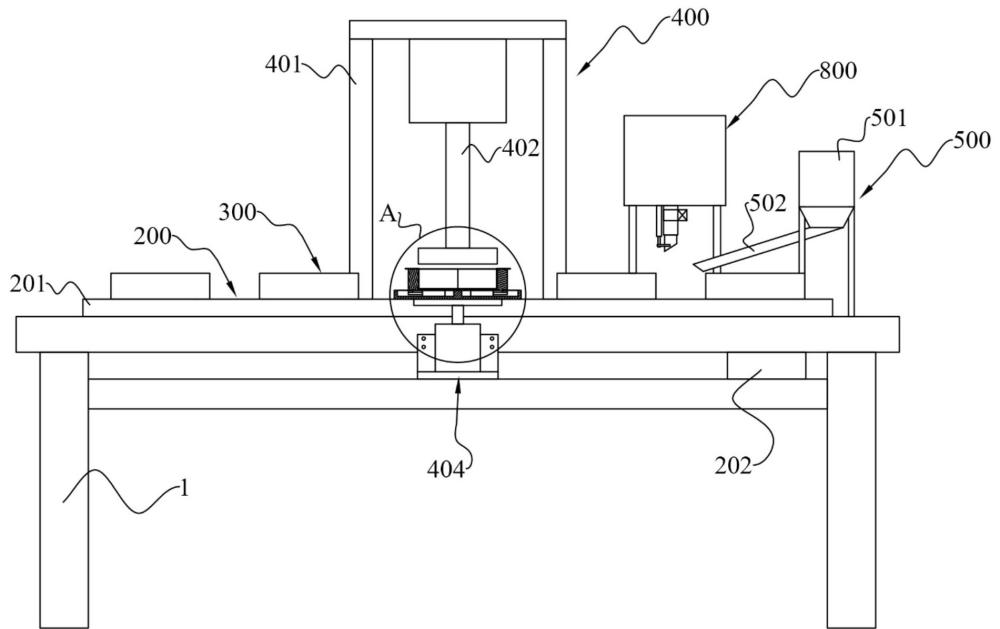
图1为茶砖冲包机的整体结构示意图。
图2为图1中A处局部结构放大示意图。
图3为茶砖冲包机具有加热装置的结构示意图。
图4为茶砖冲包机具有悬液添加板的剖视结构示意图。
图5为茶砖冲包机具有悬液添加板的俯视结构示意图。
图6为茶砖冲包机的添加装置的结构示意图。
附图标记:
100、机架;
200、输送机构;201、输送轨道;202、驱动电机;
300、模具;301、安装座;302、安装槽;303、驱动机构;304、第一模体;305、第一开口;306、第二模体;307、第二开口;308、模腔;309、滑动开口;310、加热腔;
400、挤压机构;401、安装架;402、伸缩驱动件;403、挤压板;404、支撑装置;4041、伸缩支撑杆;4042、支撑板;
500、喂料机构;501、料斗;502、导料板;
600、悬液添加板;601、空腔;602、蒸发口;
700、驱动件;
800、添加装置;801、料箱;802、伸缩管道;803、定量泵;804、自动伸缩件;
900、加热装置。
具体实施方式
在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是本发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
下文的公开提供了许多不同的实施方式或例子用来实现本发明的不同结构。为了简化本发明的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本发明。此外,本发明可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本发明提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
下面结合附图对本发明的实施例进行详细说明。
如图1和图2所示,本发明实施例提供了一种茶砖冲包机,包括:机架100、输送机构200、多个模具300、挤压机构400和喂料机构500;输送机构200安装在所述机架100上,其呈环形设置。多个模具300均安装在所述输送机构200上。挤压机构400安装在所述机架100上,其挤压端朝向所述模具300的模腔308设置。喂料机构500安装在所述机架100上,所述喂料机构500的喂料速度与所述输送机构200的输送速度成正比。
在使用时,通过喂料机构500给模具300喂料,喂料后的模具300通过输送机构200输送至挤压机构400的下方,通过挤压机构400对模腔308内的茶叶进行挤压。由于喂料机构500的喂料速度与输送机构200的输送速度成正比,使得茶叶更加均匀的铺设在模腔308内,然后通过挤压机构400进行压实,得到茶砖。
通过将输送机构200设置为环形结构是为了避免停机补充茶叶,提高制砖的效率。
喂料方便去除制备好的茶砖,所述模具300包括:安装座301、两驱动机构303、第一模体304和第二模体306;安装座301安装在所述输送机构200上,所述安装座301的顶部具有安装槽302。两驱动机构303安装在所述安装槽302内,两所述驱动机构303的活动端相对设置。第一模体304的一侧设有第一开口305,所述第一模体304与其中一所述驱动机构303的活动端连接,所述第一开口305朝向另一所述驱动机构303设置。第二模体306的一侧设有第二开口307,所述第二模体306与另一所述驱动机构303的活动端连接,所述第二开口307与所述第一开口305相对设置。其中,所述第一模体304和所述第二模体306相互贴合后,所述第一开口305和所述第二开口307形成模腔308。
在使用时,第一模体304和第二模体306在两驱动机构303的带动下相对滑动,使得第一开口305和第二开口307闭合形成模腔308。茶叶通过喂料机构500喂入模腔308内,茶叶被挤压机构400挤压形成茶砖后,通过输送机构200输送至下料口处,两驱动机构303的相背离滑动,带动第一模体304和第二模体306打开,操作人员将茶砖取出即可。
在另外一个实施例中,如图4和图5所示,为了使得压制呈砖的茶叶上形成金花,所述第一模体304或第二模体306沿模腔308的深度方向上设有滑动开口309,所述第一模体304或第二模体306的一侧设有悬液添加板600,所述悬液添加板600可通过所述滑动开口309滑入所述模腔308内。所述悬液添加板600的内部具有用于容纳悬液的空腔601,所述悬液添加板600的朝向所述模腔308的底部和所述模腔308的开口的侧壁上均设有蒸发口602。
在使用时,悬液添加板600插入蓬松的茶叶中,然后将悬液添加板600内的悬浮液通过蒸发口602浸入茶叶中,在悬浮液的作用下可催化茶叶中的蛋白质、淀粉转化为单糖,催化多酚类化合物氧化,转化成对人体有益的物质,使茶叶的口感等特性提高和优化。
在另外一个实施例中,如图4和图5所示,通过驱动件700带动悬液添加板600在滑动开口309内滑动,降低操作人员的工作强度,所述安装座301上设有用于驱动所述悬液添加板600滑动的驱动件700。为了方便控制浸入每个茶砖内的悬浮液量,在所述机架100上设有定量投送悬液的添加装置800,通过添加装置800定量给悬浮液添加板提供悬浮液,避免每个茶砖内的悬浮液添加计量不同。
在另外一个实施例中,如图1和图6所示,为了使得悬浮液能够在蓬松的茶叶中停留较长的时间,喂料机构500位于该茶砖冲包机的出料口一侧,使得模腔308内的物料取出后旋转至下一工位即可进行物料的填充;所述添加装置800当物料填充工位的下一工位进行悬液的添加。
在另外一个实施例中,如图1和图6所示,所述添加装置800包括:料箱801、伸缩管道802、定量泵803和自动伸缩件804,料箱801安装在所述机架100上。伸缩管道802的一端与所述料箱801连通,另一端朝向所述输送机构200设置。定量泵803安装在所述伸缩管道802上。自动伸缩件804的活动端与所述伸缩管道802的活动端连接,带动所述伸缩管道802的活动端远离或靠近所述输送机构200。
在使用时,悬浮液储存在料箱801内,定量泵803定量抽取料箱801内的悬浮液,悬浮液通过伸缩管道802输送至悬浮液添加板的空腔601内。更具体的是,伸缩管道802在自动伸缩件804的带动下靠近悬浮液添加板,使得伸缩管道802的活动端与悬浮液添加板的进液口连通,定量泵803给悬浮液添加板提供悬浮液,悬浮液进入悬浮液添加板内后通过蒸发口602浸出与模腔308内的茶叶进行接触即可。
需要就行说明的是,由于悬浮液添加板内的空腔601容积小,当悬浮液进入后被压入蒸发口602内。
在另外一个实施例中,如图3所示,为了进一步降低茶叶中的含水量,在第一模体304和所述第二模体306的内部均设有加热腔310,所述加热腔310内设有加热装置900。该加热装置900为现有的加热器,如电阻丝、换热器等。
在另外一个实施例中,所述输送机构200包括:输送轨道201和输送电机;输送轨道201呈环形设置在所述机架100上,所述挤压机构400安装在所述输送轨道201的一侧,所述模具300安装在所述输送轨道201的顶部。驱动电机202安装在所述机架100上,所述驱动电机202用于驱动所述输送轨道201转动。
多个模具300等距安装在输送轨道201上,呈环形设置的轨道在驱动电机202的带动下进行转动,使得模具300位于对应的加工区域内。
在另外一个实施例中,如图1和图2所示,为了方便实现茶叶的挤压,所述挤压机构400包括:安装架401、伸缩驱动件402、挤压板403和支撑装置404;安装架401安装在所述机架100上,且位于所述输送机构200沿其输送方向的一侧。伸缩驱动件402安装在所述安装架401上,所述伸缩驱动件402的活动端朝向所述模具300设置。挤压板403安装在所述伸缩驱动件402的活动端上。支撑装置404安装在所述挤压板403的下方,所述输送机构200沿其输送方向的两侧均设置有所述支撑装置404,当所述支撑装置404的活动端伸出后与所述模具300的底部相抵接。
在进行挤压时,伸缩驱动件402安装在安装架401上,伸缩驱动件402的驱动端朝向安装在输送机构200上的模具300设置。挤压板403安装在伸缩驱动件402的活动端上,挤压板403在伸缩驱动件402的带动下对模具300的模腔308内茶叶进行压实。在挤压过程中为了避免模具300出现下压动作,在机架100上设置了支撑装置404,当模具300输送至挤压机构400的下方时,支撑装置404运动,使得支撑装置404的活动端与模具300的底部相抵接实现支撑。当挤压板403下压时支撑装置404对模具300进行支撑。
需要进行说明的是,本实施例中的伸缩驱动件402为液压缸或液压伸缩杆。采用液压进行驱动是因为其具有体积小、重量轻、反应速度快、可实现无机调速等优点。
在另外一个实施例中,如图1和图2所示,所述支撑装置404包括:伸缩支撑件和支撑板4042;伸缩支撑件安装在所述机架100上,所述伸缩支撑件的活动端朝向所述输送机构200设置。支撑板4042安装在所述伸缩支撑件的活动端上,当所述伸缩支撑件的活动端外伸后,所述支撑板4042与所述模具300的底部相抵接。
在使用时,当模具300输送至挤压机构400的下方时,伸缩支撑杆4041带动支撑板4042向上运动,使得支撑板4042与模具300的底部相抵接,实现对模具300的支撑,避免模具300在挤压过程中出现位移。
在另外一个实施例中,如图1所示,所述喂料机构500包括:料斗501和导流板;料斗501安装在所述机架100上。导料板502的一端与所述料斗501的出口连通,另一端延伸至所述模具300的模腔308上方。其中,所述导料板502安装后倾斜设置,其出料口一端低于其与所述料斗501连接处一端。
外部定量投送机构给料斗501内投送定量的茶叶,茶叶通过料斗501进入倾斜设置的导料板502内,茶叶通过导料板502进入模腔308内。需要进行说明的是,外部定量投送机构的投送速度与输送机构200的旋转速度成正比,使得茶叶更加均匀的铺设在模腔308内。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种茶砖打标设备
- 一种打包机的限位机构及其打包机
- 一种茶砖压制机及茶砖制作方法
- 一种棉纸茶砖自动三维裹包机