一种包点自动售卖机
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及无人自动化售卖技术领域,尤其涉及一种包点自动售卖机。
背景技术
现有包点售卖全部采用传统的专人售卖包点的方式,因为包点种类及口味较多,售卖员很难清楚的记住每种包点所在的位置,经常会出现售卖员找了很久才能找到正确的位置,以至于效率较低,人工成本高;而且售卖过程经常会打开蒸笼,工作操作过程中接触较多,存在包点被污染的风险。目前自助售卖机领域没有专门用于售卖生鲜包点的设备,包点行业的和面机、搅拌机、自动包点制作机仅仅解决了包点的制作问题,却没有解决包点的蒸制、分拣、打包、售卖的自动化问题。包点自动售卖机是未来街边铺、路边店、社区入口替代人工售卖包点的发展方向,如何在保障生鲜的前提下提高包点的自动化售卖水平,是我们研究的目的。
发明内容
本发明提供了一种包点自动售卖机,以解决现有技术无法实现包点从蒸制、分拣、打包到售卖的一体化全自动的问题。
一种包点自动售卖机,包括机壳,以及设置于所述机壳内的控制模块、加热保温系统、蒸汽回收装置、分拣系统、打包机构、取货机构,所述机壳前侧设置有取货窗口;
所述加热保温系统、蒸汽回收装置、分拣系统、打包机构均与所述控制模块电连接;
所述加热保温系统包括蒸汽发生器及若干分层设置的蒸笼,所述蒸汽发生器通过若干蒸汽供气支路分别与若干所述蒸笼连通;所述蒸汽回收装置通过若干蒸汽回收支路分别与若干所述蒸笼连通;
所述分拣系统包括料斗移载机构和若干分拣装置,若干所述分拣装置一一对应设置于若干所述蒸笼内,若干所述蒸笼的一侧均开设有包点导出口,所述分拣装置用于将放置于其上的包点逐个从对应的所述包点导出口移出;所述料斗移载机构设置于若干所述蒸笼开设有所述包点导出口的一侧,所述料斗移载机构用于接收所述分拣装置移出的包点并输送至打包机构;
所述打包机构用于将所述料斗移载机构输送的包点进行打包并传输给所述取货机构,所述取货机构用于将打包好的包点输送至所述取货窗口。
上述方案提供的包点自动售卖机,控制模块控制加热保温系统、蒸汽回收装置、分拣系统、打包机构工作,具体的,每个蒸笼内设置有分拣装置,首先将生鲜包点放置于每个蒸笼内分拣装置上的预设位置上,然后控制模块发出加热指令给蒸汽发生器,蒸汽发生器开始工作进而向所有蒸笼提供蒸汽,以对蒸笼内的生鲜包点进行蒸制并保温,蒸制和保温的过程中,蒸汽回收装置同时将蒸汽尾汽进行回收,防止直排到空气中,对环境造成影响;生鲜包点被蒸熟后,则可进行售卖。自动售卖时,控制模块接收到订单指令,控制模块首先控制料斗移载机构移动至待取包点所在蒸笼的包点导出口处,然后控制模块控制待取包点所在蒸笼内的分拣装置工作,并将待取包点从包点导出口移出并被料斗移载机构接收,料斗移载机构将包点输送至打包机构进行打包,打包好的包点被取货机构输送至取货窗口,完成自动售卖。该包点自动售卖机可实现包点从蒸制、分拣、打包到售卖的全自动化过程,全过程无需人工,大大提高了工作效率,节省了大量人工成本。整个过程在机器内部完成,无人员接触,不接触外部空气,确保了包点的卫生,免受污染,有利于确保食品健康。
进一步地,若干所述蒸汽供气支路上均设置有与所述控制模块电连接的进气阀。控制模块可分别控制每个进气阀的开合实现每个蒸笼的加热单独控制,控制模块根据预设蒸制时间蒸制不同种类的包点,当某蒸笼内蒸汽供应时间到达预设时间后,控制模块可控制对应的进气阀关闭或减小开度,以节约能源。
进一步地,所述蒸汽回收装置包括蒸汽排气主管道、冷却箱和冷凝水箱,所述蒸汽排气主管道贯穿所述冷却箱,且所述若干蒸汽回收支路均与所述蒸汽排气主管道的一端连通,所述蒸汽排气主管道的另一端与所述冷凝水箱连通。蒸汽排气主管道用于将若干蒸汽回收支路的蒸汽尾汽进行汇聚,然后经过冷却箱对其内的蒸汽尾汽进行降温冷却,使蒸汽尾汽凝聚成冷凝水,然后排入到冷凝水箱中,从而实现蒸汽尾汽的回收,减少蒸汽尾汽直排。
进一步地,所述蒸汽发生器的进水口与所述冷却箱之间通过进水管连通,所述进水管上设置有与所述控制模块电连接的进水阀。将冷却箱与蒸汽发生器的进水口连通,则水先进入冷却箱后再进入到蒸汽发生器中,而水进入到冷却箱后,其作为冷却液对蒸汽排气主管道中的蒸汽尾汽进行降温,这个过程中,冷却箱中的水吸热升温,升温后的水再进入到蒸汽发生器中产生蒸汽,此过程中实现了蒸汽尾汽热量的回收利用,对进入蒸汽发生器内的水进行了预加热,极大地节约了能源。
进一步地,所述分拣装置包括第一传输装置和第二传输装置,所述第一传输装置用于沿其传输方向放置单列包点,所述第一传输装置传输方向对应其所在蒸笼的包点导出口;所述第二传输装置设置于所述第一传输装置的一侧,且所述第二传输装置用于将放置在其上的包点按列传输至所述第一传输装置上。第一传输装置上沿其传输方向放置单列包点,第一传输装置用于包点的逐个移出;分拣装置中的第二传输装置上至少放置有一列包点,在第一传输装置上的包点全部移出时,第二传输装置将其上的包点按列传输至第一传输装置上,依此循环,直至分拣装置上的包点全部移出。
进一步地,所述料斗移载机构包括支撑杆、升降机构、料斗、料斗安装座、转动驱动机构;所述料斗安装座可滑动安装于所述支撑杆上,所述升降机构安装于所述支撑杆上,且所述升降机构与所述料斗安装座连接并用于控制所述料斗安装座在竖直方向移动;所述转动驱动机构安装于所述料斗安装座上,所述料斗安装于所述转动驱动机构上,所述转动驱动机构用于控制所述料斗正转或反转。
支撑杆起到支撑和竖直方向导向的作用,料斗安装座可滑动的安装在支撑杆上,使料斗只能在竖直方向移动,而不会出现水平方向的位移;工作时,升降机构带动料斗安装座在竖直方向移动,进而控制料斗移动到包点被移出的位置,然后转动驱动机构控制料斗向包点被移出的位置方向转动,此时料斗倾斜,可确保包点被移出后掉入料斗中,然后转动驱动机构控制料斗复位,升降机构工作以使料斗移动到预设位置,最后转动驱动机构控制料斗向另一方向转动倾斜,将其内的包点倒入打包机构内,最后料斗复位,一次自动分拣完成。
进一步地,所述蒸笼包括前侧开设有门洞的蒸笼本体,所述蒸笼本体上设置有用于蒸汽导入的蒸汽入口和用于排除蒸汽余气的蒸汽出口,所述蒸笼本体的一侧还开设有所述包点导出口。蒸笼本体前侧开设有门洞,便于装入包点;蒸笼本体上设置有蒸汽入口和蒸汽出口,蒸汽入口用于通过蒸汽供气支路连接蒸汽发生器,蒸汽出口用于通过蒸汽回收支路连接蒸汽回收装置,蒸汽从蒸汽入口进入蒸笼本体内,进而可对蒸笼本体内放置的包点进行蒸制或保温,多余的蒸汽从蒸汽出口导出进行回收,可避免蒸汽大量散发到空气中,便于维持环境;另外,蒸笼本体上设置有包点导出口,分拣装置可将包点从包点导出口移出。
进一步地,所述蒸笼本体的左右两侧内壁上相对设置有导轨。通过设置导轨,便于导入和导出配套的包点配送盒,以提高生鲜包点的装入效率,包点配送盒两侧设置有与导轨匹配的结构,
进一步地,还包括蒸柜,若干所述蒸笼分层设置于所述蒸柜内,所述蒸柜对应若干所述蒸笼上包点导出口的位置均开设有窗口,每个所述窗口处均设置有与所述控制模块电连接且用于控制所述窗口开闭的侧门板机构。蒸柜对若干蒸笼进行密封处理,正常状态下,侧门板机构将窗口进行密封,当对应的蒸笼内有待取包点需要被移出时,控制模块控制侧门板机构打开对应窗口,以便待取包点被顺利移出,然后控制模块控制侧门板机构复位。
进一步地,所述蒸柜前侧外部设置有与所述控制模块连接的RFID接收器。配套的包点配送盒上对应设置有RFID芯片,其内存储有该配送盒内的包点信息,包括种类、数量、生产日期等,通过包点配送盒向蒸笼内装入生鲜包点时,先将包点配送盒上RFID芯片靠近RFID接收器,此时RFID接收器会读取包点配送盒上RFID芯片上的包点信息并传输至控制模块,然后按顺序选择蒸笼并将包点配送盒通过对应蒸笼本体两侧内壁上的导轨导入。
进一步地,还包括与所述蒸笼配套的包点配送盒,所述包点配送盒包括包巢、上盖板、底板,所述底板可水平滑动的安装于所述包巢的下方,所述上盖板可水平滑动或可沿其一侧翻转的安装于所述包巢的上方,所述包巢、上盖板、底板构成封闭空间,所述包巢上设置有若干用于包点定位的通孔;所述包巢的左右两外侧设置有对称的与所述蒸笼本体左右两侧内壁上的导轨匹配的外导轨。
包点配送盒由包巢、上盖板和底板组成,在装生鲜包点时,底板安装于包巢下方,通过水平滑动或翻转打开上盖板,此时,可将生鲜包点逐一放置于包巢的通孔内,对生鲜包点位置进行定位,此时底板支撑生鲜包点,生鲜包点装好后,盖住上盖板,此时包巢、上盖板、底板构成封闭空间,可防止配送过程中人员接触或裸露在外,避免污染。在运送到目的地时,将该包点配送盒通过外导轨导入蒸笼本体的两侧的导轨上,使包点配送盒固定在蒸笼内相对位置,此时,工作人员抽取底板使其滑动,底板滑动过程中,通孔对生鲜包点起到限位作用,防止生鲜包点滑动,因此,在底板从生鲜包点下方抽离后,生鲜包点会坠落到蒸笼内分拣装置上的预设位置,然后再将包点配送盒移除即可;通过一次抽取底板即可实现多个生鲜包点的摆放,不再由工作人员一个一个的取放,极大的提高了工作效率;且在生鲜包点取放过程中,也无人员接触,可避免生鲜包点受到污染。生鲜包点配送及取放过程中均无需工作人员再次接触,保证了食品的卫生。进一步地,所述打包机构包括过渡管道和与所述控制模块电连接的打包机,所述过渡管道用于将所述料斗移载机构输送的包点转送至打包机内,打包机用于对包点进行打包。过渡管道为向下倾斜的管道,料斗移载机构上的料斗将其接收的包点倾倒至过渡管道中,过渡管道将包点输送至打包机内进行打包,打包好的包点被输送至取货机构。
进一步地,所述取货机构包括包点过渡槽及与所述控制模块电连接的机械手,所述包点过渡槽设置于所述打包机构下方,其用于承接被所述打包机构打包好的包点;所述机械手用于抓取所述包点过渡槽内打包好的包点并移送至所述取货窗口;或,所述取货机构包括设置于所述打包机构下方的第三传输装置,其用于承接被所述打包机构打包好的包点并输送至所述取货窗口。
当取货机构包括包点过渡槽和机械手时,包点过渡槽用于承接打包好的包点,控制模块控制机械手工作,将包点过渡槽内的包点进行抓取并已送到取货窗口。当取货机构选择第三传输装置时,打包好的包点掉入第三传输装置上,第三传输装置将打包好的包点输送至取货窗口。
进一步地,所述机壳前侧设置有多个取货窗口;所述机壳前侧还设置有订单输入装置,所述订单输入装置与所述控制模块电连接。订单输入装置用于供顾客输入订单并发送至控制模块,由控制模块控制完成取货。通过设置多个取货窗口,可多个窗口同时取货,提高效率,减轻排队的情况。
进一步地,还包括与所述控制模块电连接的通信模块,所述通信模块用于接收移动终端发送的订单并发送至所述控制模块。顾客可通过移动终端发送订单,通信模块接收顾客发送的订单后发送至控制模块,控制模块控制完成取货。
进一步地,还包括余汽装置,所述余汽装置包括余汽桶、排气扇、排气管、过滤装置,所述余汽桶围绕所述料斗移载机构设置,且若干所述蒸笼的包点导出口与所述余汽桶连通;所述排气管设置于所述余汽桶的顶部,所述排气扇设置于所述排气管内或设置于所述余汽桶内且位于所述排气管下方,所述排气管的出汽端连接所述过滤装置。在包点从包点导出口取出时,会有蒸汽溢出,包点进入料斗移载机构的料斗中后,包点也会散出蒸汽,余汽桶将这些蒸汽进行汇聚,然后通过排气扇将这些蒸汽引入排气管中,最终导入过滤装置中,过滤装置对蒸汽进行过滤吸收后排出,避免影响周边环境。
进一步地,还包括与所述控制模块电连接的粥品售卖装置。配套粥品售卖装置,可提供完善的餐点选择,为顾客提供便捷服务。
进一步地,所述粥品售卖装置的粥品出货口朝向所述取货机构,还包括设置于所述粥品出货口下方的粥品过渡槽,所述取货机构还用于将所述粥品过渡槽承接的粥品输送至所述取货窗口。控制模块接收的订单中包含粥品时,控制模块控制粥品售卖装置将对应的粥品导出进入到粥品过渡槽内,然后取货机构将粥品输送至取货窗口。
有益效果
本发明提出了一种包点自动售卖机,控制模块控制加热保温系统、蒸汽回收装置、分拣系统、打包机构工作,每个蒸笼内设置有分拣装置,生鲜包点被放置于每个蒸笼内分拣装置上的预设位置上,然后控制模块发出加热指令给蒸汽发生器,蒸汽发生器开始工作进而向所有蒸笼提供蒸汽,以对蒸笼内的生鲜包点进行蒸制并保温,蒸制和保温的过程中,蒸汽回收装置同时将蒸汽尾汽进行回收,防止直排到空气中,对环境造成影响;生鲜包点被蒸熟后,则可进行售卖。自动售卖时,控制模块接收到订单指令,控制模块首先控制料斗移载机构移动至待取包点所在蒸笼的包点导出口处,然后控制模块控制待取包点所在蒸笼内的分拣装置工作,并将待取包点从包点导出口移出并被料斗移载机构接收,料斗移载机构将包点输送至打包机构进行打包,打包好的包点被取货机构输送至取货窗口,完成自动售卖。该包点自动售卖机可实现包点从蒸制、分拣、打包到售卖的全自动化过程,全过程无需人工,大大提高了工作效率,节省了大量人工成本。整个过程在机器内部完成,无人员接触,不接触外部空气,确保了包点的卫生,免受污染,有利于确保食品健康。该包点自动售卖机同时也减少了铺面的占用,节约了租金。可极大地方便每日早晨着急忙慌赶路上班的人群和喜欢采用无接触售卖方式的人群;该设备占地面积小、摆放方便,特别适宜摆放在人员流动性大、场地门面租金昂贵的地段,同时也适合摆放在人员密度高的社区出入口处。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
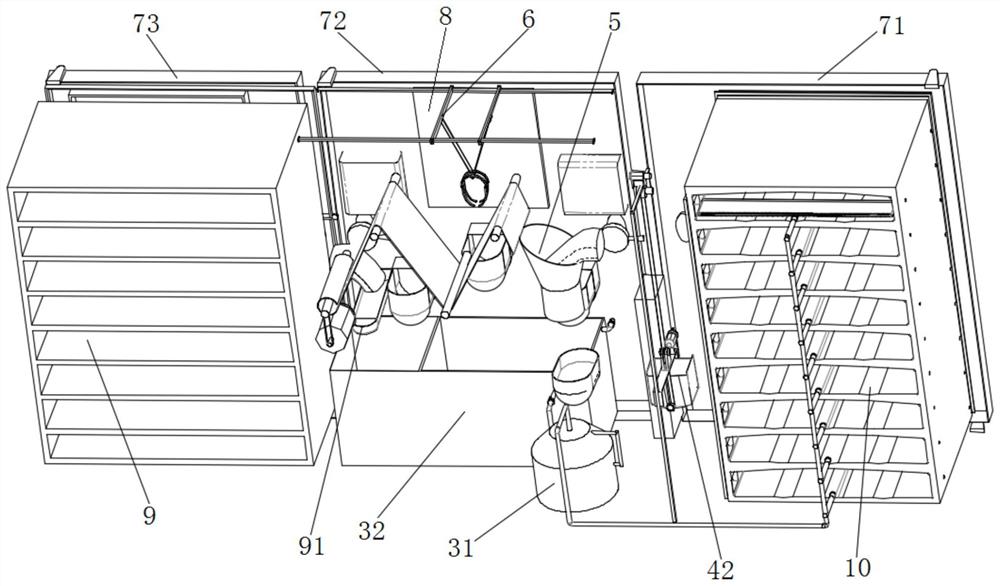
图1是本发明实施例提供的一种包点自动售卖机的背部视图;
图2是本发明实施例提供的分拣系统、打包机构和取货机构的结构示意图;
图3是本发明实施例提供的余汽装置、料斗移载机构和蒸笼的位置关系示意图;
图4是本发明实施例提供的一种包点自动售卖机的前侧视图;
图5是本发明实施例提供的加热保温系统和蒸汽回收装置的结构示意图;
图6是本发明实施例提供的蒸汽加热部分的结构示意图;
图7是本发明实施例提供的蒸汽回收部分的结构示意图;
图8是本发明实施例提供的冷却箱和冷凝水箱的结构示意图;
图9是本发明实施例提供的分拣系统的结构示意图;
图10是本发明实施例提供的分拣装置结构示意图;
图11是本发明实施例提供的料斗移载机构结构示意图;
图12是本发明实施例提供的带蒸笼的分拣系统的结构示意图;
图13是本发明实施例提供的蒸笼的透视结构示意图;
图14是本发明实施例提供的带分拣装置的蒸笼的结构示意图;
图15是本发明实施例提供的蒸柜的结构示意图;
图16是本发明实施例提供的配送盒的结构示意图;
图17是本发明实施例提供的配送盒的爆炸图;
图18是本发明实施例提供的配送盒中包巢的侧壁的结构示意图。
图中,10-蒸笼,11-蒸笼本体,12-门洞,13-蒸汽入口,14-蒸汽出口,15-包点导出口,16-顶部,17-凹槽,18-导轨,19-安装孔,20-蒸柜;31-蒸汽发生器,32-蒸汽回收装置,33-蒸汽排气主管道,34-冷却箱,35-冷凝水箱,36-蒸汽供气支路,37-蒸汽回收支路,38-蒸汽供气主管道,39-进水管,310-进水阀,311-第二液位检测仪,312-进气阀,313-止流阀,314-注水管,315-注水阀,316-第一排水阀,317-第一液位检测仪,318-溢水管,319-第二排水阀;41-分拣装置,42-料斗移载机构,43-第一传输装置,431-第一电机,432-第一主动轴,433-第一从动轴,434-第一传送带;44-第二传输装置,441第二电机,442-第二主动轴,443-第二从动轴,444-第二传送带,445-第三从动轴,446-通孔,45-支撑杆,451-横梁,46-升降机构,461-第三电机,462-主动轮,463-吊绳,464从动轮,47-料斗安装座,48-转动驱动机构,481-第四电机,482-主动盘,483-连杆,484-从动盘,49-料斗;5-打包机构,51-过渡管道,52-打包机,6-取货机构,61-包点过渡槽,62-机械手,71-包点柜门机构,72-控制柜门机构,73-粥品柜门机构,74-取货窗口,75-订单输入装置,710-余汽桶,711-检修门,712-排气管,8-控制模块,9-粥品售卖装置,91-粥品过渡槽,92-粥品出货口;201-上盖板,202-前挡板,203-底板,204-包巢,205-滑轮,206-RFID芯片,207-外导轨,208-内导轨,209内导轨,210-通孔,211-手柄。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“中心”、“纵向”、“横向”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
需要说明的是,在本发明的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或顺序。此外,在本发明的描述中,除非另有说明,“多个”的含义是指至少两个。
如图1至图18所示,本发明实施例提供了一种包点自动售卖机,包括机壳,以及设置于所述机壳内的控制模块8、加热保温系统、蒸汽回收装置32、分拣系统、打包机构5、取货机构6,所述机壳前侧设置有取货窗口74;
所述加热保温系统、蒸汽回收装置32、分拣系统、打包机构5均与所述控制模块8电连接;
所述加热保温系统包括蒸汽发生器31及若干分层设置的蒸笼10,所述蒸汽发生器31通过若干蒸汽供气支路36分别与若干所述蒸笼10连通;所述蒸汽回收装置32通过若干蒸汽回收支路37分别与若干所述蒸笼10连通;
所述分拣系统包括料斗移载机构42和若干分拣装置41,若干所述分拣装置41一一对应设置于若干所述蒸笼10内,若干所述蒸笼10的一侧均开设有包点导出口15,所述分拣装置41用于将放置于其上的包点逐个从对应的所述包点导出口15移出;所述料斗移载机构42设置于若干所述蒸笼10开设有所述包点导出口15的一侧,所述料斗移载机构42用于接收所述分拣装置41移出的包点并输送至打包机构5;
所述打包机构5用于将所述料斗移载机构42输送的包点进行打包并传输给所述取货机构6,所述取货机构6用于将打包好的包点输送至所述取货窗口74。
上述实施例提供的包点自动售卖机,控制模块8控制加热保温系统、蒸汽回收装置32、分拣系统、打包机构5工作,具体的,每个蒸笼10内设置有分拣装置41,首先将生鲜包点放置于每个蒸笼10内分拣装置41上的预设位置上,然后控制模块8发出加热指令给蒸汽发生器31,蒸汽发生器31开始工作进而向所有蒸笼10提供蒸汽,以对蒸笼10内的生鲜包点进行蒸制并保温,蒸制和保温的过程中,蒸汽回收装置32同时将蒸汽尾汽进行回收,防止直排到空气中,对环境造成影响;生鲜包点被蒸熟后,则可进行售卖。自动售卖时,控制模块8接收到订单指令,控制模块8首先控制料斗移载机构42移动至待取包点所在蒸笼10的包点导出口15处,然后控制模块8控制待取包点所在蒸笼10内的分拣装置41工作,并将待取包点从包点导出口15移出并被料斗移载机构42接收,料斗移载机构42将包点输送至打包机构5进行打包,打包好的包点被取货机构6输送至取货窗口74,完成自动售卖。该包点自动售卖机可实现包点从蒸制、分拣、打包到售卖的全自动化过程,全过程无需人工,大大提高了工作效率,节省了大量人工成本。整个过程在机器内部完成,无人员接触,不接触外部空气,确保了包点的卫生,免受污染,有利于确保食品健康。
如图5至图8所示,优选地,若干所述蒸汽供气支路36上均设置有与所述控制模块8电连接的进气阀312。控制模块8可分别控制每个进气阀312的开合实现每个蒸笼10的加热单独控制,控制模块8根据预设蒸制时间蒸制不同种类的包点,当某蒸笼10内蒸汽供应时间到达预设时间后,控制模块8可控制对应的进气阀312关闭或减小开度,以节约能源。
本实施例中,所述蒸汽回收装置32包括蒸汽排气主管道33、冷却箱34和冷凝水箱35,所述蒸汽排气主管道33贯穿所述冷却箱34,且所述若干蒸汽回收支路37均与所述蒸汽排气主管道33的一端连通,所述蒸汽排气主管道33的另一端与所述冷凝水箱35连通。蒸汽排气主管道33用于将若干蒸汽回收支路37的蒸汽尾汽进行汇聚,然后经过冷却箱34对其内的蒸汽尾汽进行降温冷却,使蒸汽尾汽凝聚成冷凝水,然后排入到冷凝水箱35中,从而实现蒸汽尾汽的回收,减少蒸汽尾汽直排。
优选地,所述蒸汽发生器31的进水口与所述冷却箱34之间通过进水管39连通,所述进水管39上设置有与所述控制模块8电连接的进水阀310。将冷却箱34与蒸汽发生器31的进水口连通,则水先进入冷却箱34后再进入到蒸汽发生器31中,而水进入到冷却箱34后,其作为冷却液对蒸汽排气主管道33中的蒸汽尾汽进行降温,这个过程中,冷却箱34中的水吸热升温,升温后的水再进入到蒸汽发生器31中产生蒸汽,此过程中实现了蒸汽尾汽热量的回收利用,对进入蒸汽发生器31内的水进行了预加热,极大地节约了能源。
本实施例中,所述蒸汽排气主管道33位于所述冷却箱34内的部分呈迂回状排布,通过呈迂回状的排布设计可增大蒸汽排气主管道33与冷却箱34中的冷却液的接触面积,也可延长蒸汽尾汽的冷却时间,提高蒸汽尾汽的冷凝效果。当然,在其他实施例中蒸汽排气主管道33位于所述冷却箱34内的部分也可呈其他形状的方式排布,可满足增大蒸汽排气主管道33与冷却箱34中的冷却液的接触面积即可。所述冷却箱34上还设置有与其连通的注水管314,所述注水管314上设置有注水阀315,所述冷却箱34底部设置有第一排水阀316;所述冷却箱34上设置有第一液位检测仪317。注水管314用于连接外部供水系统,以对冷却箱34进行注水,第一排水阀316用于对冷却箱34中的冷却液进行排除。第一液位检测仪317用于检测冷却箱34内冷却液的液位高度。所述冷凝水箱35底部设置有第二排水阀319,所述冷凝水箱35上部设置有与其连通的溢水管318。第二排水阀319用于对冷凝水箱35中的冷凝水进行排除,溢水管318用于当冷凝水箱35内冷凝水超高预设高度时将其排出,避免溢出冷凝水箱35。其中,第一液位检测仪317可选择水位表,也可选择由多个液位传感器组成。所述若干蒸汽回收支路37上均设置有止流阀313,所述止流阀313为允许蒸汽从所述蒸笼10流向所述蒸汽回收装置32的单向阀。止流阀313可防止蒸汽尾汽回流进入蒸笼10内。所述蒸汽发生器31上设置有第二液位检测仪311,第二液位检测仪311用于检测蒸汽发生器31内水的液位高度,具体实施时,第二液位检测仪311可选择水位表,也可选择由多个液位传感器组成。
第一液位检测仪317、第二液位检测仪311、若干进气阀312、进水阀310、注水阀315与控制模块8电连接,若干进气阀312、进水阀310、注水阀315均为电磁阀。控制模块8可根据第一液位检测仪317检测的液位高度以控制注水阀315的开合,实现冷却箱34内水的补充。具体为,当第一液位检测仪317检测到冷却箱34内液位低于第一预设值时,控制模块8控制注水阀315开启,向冷却箱34中补水,当第一液位检测仪317检测到冷却箱34内液位到达第二预设值时,控制模块8控制注水阀315闭合,停止向冷却箱34补水,即完成一个完整的冷却箱34补水过程,其中,第二预设值大于第一预设值。控制模块8还可根据第二液位检测仪311检测的液位高度以控制进水阀310的开合,实现蒸汽发生器31内水的补充。具体为,当第二液位检测仪311检测到蒸汽发生器31内液位低于第三预设值时,控制模块8控制进水阀310开启,向蒸汽发生器31中补水,当第二液位检测仪311检测到蒸汽发生器31内液位到达第四预设值时,控制模块8控制进水阀310闭合,停止向蒸汽发生器31补水,即完成一个完整的蒸汽发生器31补水过程,其中第四预设值大于第三预设值。控制模块8还可对若干进气阀312进行单独控制,由于每个蒸笼10可能放置了不同种类的包点,则其蒸制时间也会不同,通过预先设定对各蒸笼10的供汽时间,以实现蒸汽的合理利用;也可能由于其中某些蒸笼10内的包点已售完,不再需要蒸汽,此时也可通过控制模块8控制对应的进气阀312闭合;对于已经蒸熟的包点,后期只需对其进行保温即可,对蒸汽的供应量要求下降,此时可通过控制模块8控制减小进气阀312的开量,降低蒸汽的供应,以满足保温即可。该结构设计,不仅可以实现自动化控制,也可更加合理利用能源,以达到节约能源的目的。
如图9至图12所示,本实施例中,所述分拣装置41包括第一传输装置43和第二传输装置44,所述第一传输装置43用于沿其传输方向放置单列包点,所述第一传输装置43传输方向对应其所在蒸笼10的包点导出口15;所述第二传输装置44设置于所述第一传输装置43的一侧,且所述第二传输装置44用于将放置在其上的包点按列传输至所述第一传输装置43上。第一传输装置43上沿其传输方向放置单列包点,第一传输装置43用于包点的逐个移出;分拣装置41中的第二传输装置44上至少放置有一列包点,在第一传输装置43上的包点全部移出时,第二传输装置44将其上的包点按列传输至第一传输装置43上,依此循环,直至分拣装置41上的包点全部移出。
具体地,所述第二传输装置44的传输方向垂直于所述第一传输装置43的传输方向;所述第一传输装置43、第二传输装置44的传送带上均设置有若干便于蒸汽通过的通孔446。传送带上设置有若干个通孔446,便于蒸汽通过,增大了包点与蒸汽的接触面积,便于包点的蒸制和保温。
更具体地,所述第一传输装置43包括第一电机431、第一传送带434、第一主动轴432、第一从动轴433,所述第一主动轴432与所述第一电机431的输出轴固定连接,所述第一传送带434套设于所述第一主动轴432和第一从动轴433上。所述第二传输装置44包括第二电机441、第二传送带444、第二主动轴442、第二从动轴443,所述第二主动轴442与所述第二电机441的输出轴固定连接,所述第二传送带444套设于所述第二主动轴442和第二从动轴443上。当然,需要明白的是,根据实际分拣装置41尺寸的大小可以选择从动轴的数量,如图2所示,考虑到第二传输装置44尺寸相对较大,故而增设了一个第三从动轴445。具体实施时,第一传输装置43和第二传输装置44可选择皮带传输机或链板式传输机。
本实施例中,所述料斗移载机构42包括支撑杆45、升降机构46、料斗49、料斗安装座47、转动驱动机构48;所述料斗安装座47可滑动安装于所述支撑杆45上,所述升降机构46安装于所述支撑杆45上,且所述升降机构46与所述料斗安装座47连接并用于控制所述料斗安装座47在竖直方向移动;所述转动驱动机构48安装于所述料斗安装座47上,所述料斗49安装于所述转动驱动机构48上,所述转动驱动机构48用于控制所述料斗49正转或反转。
支撑杆45起到支撑和竖直方向导向的作用,料斗安装座47可滑动的安装在支撑杆45上,使料斗49只能在竖直方向移动,而不会出现水平方向的位移;工作时,升降机构46带动料斗49安装座在竖直方向移动,进而控制料斗49移动到包点被移出的位置,然后转动驱动机构48控制料斗49向包点被移出的位置方向转动,此时料斗49倾斜,可确保包点被移出后掉入料斗49中,然后转动驱动机构48控制料斗49复位,升降机构46工作以使料斗49移动到预设位置,最后转动驱动机构48控制料斗49向另一方向转动倾斜,将其内的包点倒入打包机构5内,最后料斗49复位,一次自动分拣完成。
所述升降机构46包括第三电机461、主动轮462、从动轮464、吊绳463,从动轮464安装于料斗安装座47上,主动轮462与第三电机461的输出轴连接,吊绳463一端固定于支撑杆45顶部的横梁451上,吊绳463的另一端绕过从动轮464后固定于主动轮462上,通过控制第三电机461正反转即可实现控制料斗安装座47上下移动。当然,在其他实施例中也可进行简单的变形,如所述升降机构46包括第三电机461、主动轮462、吊绳463,所述第三电机461安装于所述支撑杆45顶部的横梁451上,所述主动轮462与所述第三电机461的输出轴连接,所述吊绳463一端固定于所述主动轮462上,所述吊绳463另一端固定连接于所述料斗安装座47上;通过控制第三电机461正反转即可实现控制料斗安装座47上下移动。还可进行一些变形,在一可选的实施例中,升降机构可通过电机、齿轮、螺母及丝杆来构成,电机工作驱动齿轮是螺母转动,进而控制丝杆上下移动,进而带动料斗安装座上下移动,采用该结构则可不必要求料斗安装座可滑动安装在支撑杆上,还可增加一个设置于横梁上的水平位移机构,将升降装置设置在水平位移机构上,则可料斗安装座在二维平面内移动,进而可实现多列蒸笼并排;水平位移机构也可通过一电机与一滑台实现,滑台可采用现有的方案,如型号为TPA120D-P16-L600-M-P200W的滑台。
所述转动驱动机构48包括第四电机481、主动盘482、从动盘484、连杆483,所述第四电机481水平安装于所述料斗安装座47的顶部,所述从动盘482可转动的安装于所述料斗安装座47的下部,所述主动盘482与所述第四电机481的输出轴连接,所述连杆483的两端分别可转动的安装于所述主动盘482和从动盘484上,所述从动盘484与所述料斗49的一侧固定连接。第四电机481正反转驱动主动盘482正向或反向转动,主动盘482通过连杆483带动从动盘484转动,进而带动料斗49向左转动倾斜或向右转动倾斜,料斗49先向分拣装置41一侧倾斜接收包点,然后料斗49再向另一侧将包点倒出。当然,在其他实施例中,所述转动驱动机构48也可选择包括第四电机481,所述第四电机481水平安装于所述料斗安装座47上,所述第四电机481的输出轴与所述料斗49一侧固定连接。第四电机481工作时,其输出轴转动进而带动料斗49转动,进而可实现控制料斗49倾斜。通过控制第四电机481正转和反转,可实现控制料斗49向左转动倾斜和向右转动倾斜。
所述升降机构46、转动驱动机构48以及若干所述分拣装置41均与所述控制模块8电连接。控制模块8接收到取货指令后,首先发出指令控制升降机构46工作,进而将料斗49移动到包点待移出的位置,然后控制模块8发出指令控制转动驱动机构48工作,控制料斗49向包点待移出位置转动,此时料斗49倾斜,然后控制模块8发出指令控制对应的分拣装置41工作,进而将待取包点移出,包点被移出后掉入料斗49中,然后控制模块8控制转动驱动机构48工作以使料斗复位,控制模块8控制升降机构工作以使料斗49移动到预设位置,最后控制模块8控制转动驱动机构48控制料斗49向另一方向转动倾倒,将其内的包点倒入打包机构5,最后料斗复位,一次自动分拣完成。
如图13至图15所示,本实施例中,所述蒸笼10包括前侧开设有门洞12的蒸笼本体11,所述蒸笼本体11上设置有用于蒸汽导入的蒸汽入口13和用于排除蒸汽余气的蒸汽出口14,所述蒸笼本体11的一侧还开设有所述包点导出口15。蒸笼本体11前侧开设有门洞12,便于装入包点;蒸笼本体11上设置有蒸汽入口13和蒸汽出口14,蒸汽入口13用于通过蒸汽供气支路36连接蒸汽发生器31,蒸汽出口14用于通过蒸汽回收支路37连接蒸汽回收装置32,蒸汽从蒸汽入口13进入蒸笼本体11内,进而可对蒸笼本体11内放置的包点进行蒸制或保温,多余的蒸汽从蒸汽出口14导出进行回收,可避免蒸汽大量散发到空气中,便于维持环境;另外,蒸笼本体11上设置有包点导出口15,分拣装置41可将包点从包点导出口15移出。
优选地,所述蒸笼本体11的左右两侧内壁上相对设置有导轨18。通过设置导轨18,便于导入和导出配套的包点配送盒,以提高生鲜包点的装入效率,包点配送盒两侧设置有与导轨匹配的结构。
具体地,蒸汽入口13和蒸汽出口14的具体设置位置根据实际需要进行选择,如所述蒸汽入口13和蒸汽出口14分别设置于所述蒸笼本体11的左右两侧,或,所述蒸汽入口13和蒸汽出口14分别设置于所述蒸笼本体11的后侧和所述蒸笼本体11的左侧或右侧,当然也可根据需要选择设置到其他位置。如图1所示,本实施例中,蒸汽入口13设置于后侧,蒸汽出口14设置于右侧前方的位置。上述蒸汽入口13和蒸汽出口14位置的选择,有利于增大蒸汽的对流距离,有利于提高蒸汽的利用率,提高包点蒸制效率和节约能源。而所述包点导出口15设置于所述蒸笼本体11的后侧、左侧、右侧中的一侧。包点导出口15可根据实际包点自动售卖机的结构选择其设置的位置,可选择蒸笼本体11的后侧、左侧、右侧中的一侧。如图1所示,本实施例中,包点导出口15设置于右侧的后方。
优选地,所述蒸笼本体11的顶部16为圆弧型。圆弧型的顶部16设计便于蒸汽冷凝水的附着。所述蒸笼本体11内底部设置有若干凹槽17,凹槽17用于蒸汽冷凝水的收集,一方面避免聚集的蒸汽冷凝水过多将包点浸湿,另一方面也便于蒸汽冷凝水收集。可选地,所述蒸笼本体11前侧铰接有用于盖合所述门洞12的门板。在将包点装入蒸笼本体11后,可将门板盖合住门洞12,增强密闭性,增强蒸制效率。具体实施时,可选择门板上端通过转动轴铰接于门洞12顶部,门板下部与门洞12的下侧扣合处设置有自动扣紧装置,如可选择在扣合处设置磁铁,通过磁力实现自动扣紧。
优选地,还包括蒸柜20,若干所述蒸笼10分层设置于所述蒸柜20内,所述蒸柜20对应若干所述蒸笼10上包点导出口15的位置均开设有窗口,每个所述窗口处均设置有与所述控制模块8电连接且用于控制所述窗口开闭的侧门板机构。蒸柜20对若干蒸笼10进行密封处理,正常状态下,侧门板机构将窗口进行密封,防止蒸汽溢出,当对应的蒸笼10内有待取包点需要被移出时,控制模块8控制侧门板机构打开对应窗口,以便待取包点被顺利移出,然后控制模块8控制侧门板机构复位。具体实施时,侧门板机构可选用电机、齿轮和门板构成,齿轮固连与电机的输出轴上,门板上边缘或下边缘为锯齿状,锯齿状的边缘与齿轮啮合,且蒸柜20上窗口处设置有滑槽,门板卡入滑槽内,电机正反转即可带动门板滑动实现窗口的开闭控制;电机与控制模块8电连接,控制模块8用于控制电机正反转。当然,在一可选实施例中,也可选择在每个蒸笼10的包点导出口15处设置侧门板机构,然后将若干蒸笼10用支撑架固定即可。
本实施例中,所述蒸柜20前侧外部设置有与所述控制模块8连接的RFID接收器。配套的包点配送盒上对应设置有RFID芯片,其内存储有该配送盒内的包点信息,包括种类、数量、生产日期等,通过包点配送盒向蒸笼内装入生鲜包点时,先将包点配送盒上RFID芯片靠近RFID接收器,此时RFID接收器会读取包点配送盒上RFID芯片上的包点信息并传输至控制模块8,然后按顺序选择蒸笼并将包点配送盒通过对应蒸笼本体两侧内壁上的导轨导入。
如图16至图18所示,本发明实施例还提供了与所述蒸笼配套的包点配送盒,所述包点配送盒包括包巢204、上盖板201、底板203,所述底板203可水平滑动的安装于所述包巢204的下方,所述上盖板201可水平滑动或可沿其一侧翻转的安装于所述包巢204的上方,所述包巢204、上盖板201、底板203构成封闭空间,所述包巢204上设置有若干用于包点定位的通孔210;所述包巢204的左右两外侧设置有对称的与所述蒸笼本体11左右两侧内壁上的导轨匹配的外导轨207。
包点配送盒由包巢204、上盖板201和底板203组成,在装生鲜包点时,底板203安装于包巢204下方,通过水平滑动或翻转打开上盖板201,此时,可将生鲜包点放置于包巢204的通孔207内,对生鲜包点位置进行定位,此时底板203支撑生鲜包点,生鲜包点装好后,盖住上盖板201,此时包巢204、上盖板201、底板203构成封闭空间,可防止配送过程中人员接触或裸露在外,避免污染。在运送到目的地时,将该包点配送盒通过外导轨207导入蒸笼本体11的两侧的导轨18上,使包点配送盒固定在蒸笼10内相对位置,此时,工作人员抽取底板203使其滑动,底板203滑动过程中,通孔207对生鲜包点起到限位作用,防止生鲜包点滑动,因此,在底板203从生鲜包点下方抽离后,生鲜包点会坠落到蒸笼10内分拣装置41上的预设位置,然后再将包点配送盒移除即可;通过一次抽取底板203即可实现多个生鲜包点的摆放,不再由工作人员一个一个的取放,极大的提高了工作效率;且在生鲜包点取放过程中,也无人员接触,可避免生鲜包点受到污染。生鲜包点配送及取放过程中均无需工作人员再次接触,保证了食品的卫生。
具体地,所述包巢204上设置有呈X行Y列排布的多个所述通孔210,其中,X和Y为预设值,具体实施时,X和Y一般选择1至20中的某个值,具体根据需要来进行选择。该配送盒可配合包点自动售卖机使用,因包点自动售卖机自动取货的限制,包点摆放顺序需呈队列排布,故而将包巢的通孔呈X行Y列排布,便于配套包点自动售卖机使用。在取放包点过程中,为了防止通孔210对生鲜包点进行限位时对其造成切割变形,需预先设定通孔210的孔壁高度,具体孔壁高度的选择根据所放生鲜包点大小来进行选择。
优选地,所述包巢204的前端的前挡板202可沿其上边缘转动,所述前挡板202与所述包巢204的前端扣合处设置有自动扣紧装置。在生鲜包点坠落在蒸笼内后,要水平滑动配送盒将其移除,因生鲜包点自身具备一定高度,为了防止配送盒移除过程中前挡板202剐蹭到生鲜包点,配送盒的固定位置距离蒸笼底部距离会较大,生鲜包点坠落过程中可能会导致其变形。为了防止此情况发生,前挡板202可沿其上边缘转动,在固定配送盒之前,先将前挡板202向上翻转,如此,在移除配送盒时,前挡板202不会剐蹭到生鲜包点,因此可减小配送盒固定位置与蒸笼底部的距离,避免生鲜包点坠落距离过大导致其变形。具体实施时,可通过一个转轴将前挡板202安装于所述包巢204的前端;当然,在其他实施例中,也可选择在前挡板202两端设有对称辊轴,包巢204前端对应两个辊轴设置90°内角槽,辊轴可在内角槽内自由滑动,进而实现前挡板202滑进滑出。另外,通过设置自动扣紧装置,如在前挡板202和/或包巢204前端设置磁铁,通过磁力实现自动扣紧,确保配送过程中前挡板不会自动打开导致生鲜包点受到污染。
优选地,所述包巢204的外壁上设置有用于存储包点信息的RFID芯片206,具体实施时,对RFID芯片206进行防水密封处理,RFID芯片206可设置于包巢204的两侧壁或前端,如图17所示,RFID芯片206设置于包巢204的前端。在将生鲜包点装入配送盒时,将包点信息录入到RFID芯片206中,包点信息可以包含个数、种类、生产时间、加工者等信息,在配送到目的地后,工作人员取放生鲜包点时,先让包点配送盒接近设置在蒸柜20前侧外部的RFID接收器,接收器会自动读取包点信息并传输至控制模块8,然后将配送盒固定至蒸笼10内预设位置进行包点的装入,解决了包点配送转移过程中包点数据的传递问题,便于溯源以及包点自动售卖机获取蒸笼内包点的数量等信息,便于实现自动售卖。可以实现所配送的包点的数字化管理。
本实施例中,所述包巢204的左右两内侧的上部与下部均对称设置有内导轨208、209,所述上盖板201、底板203分别通过所述内导轨208、209可水平滑动的安装于所述包巢204的上方和下方。通过设置内导轨208、209的方式,可便于上盖板201和底板203进行水平滑动和抽取。在具体实施时,内导轨208、209可选择为内槽或凸脊。本实施例中内导轨208、209为内槽,上盖板201和底板203插入内槽内,便于上盖板201和底板203的抽拉实现水平滑动;若内导轨208、209为凸脊,则上盖板201和底板203上则开槽。需明白的是,上盖板201并不一定需要水平的滑动,故而在其他实施例中,所述上盖板201可选择可沿其一侧翻转的安装于所述包巢204的上方,例如上盖板201通过一个转轴铰接于包巢204的一侧,通过翻转可打开该配送盒以进行生鲜包点的装入。具体实施时,所述包巢204、上盖板201、底板203的后端均设置有手柄211。通过设置手柄211,便于工作人员对包巢204、上盖板201、底板203进行抽离作业。所述配送盒均采用具有抗菌、不粘、易清洗的食品级材料。
如图1和图2所示,本实施例中,所述打包机构包括过渡管道51和与所述控制模块8电连接的打包机52,所述过渡管道51用于将所述料斗移载机构42输送的包点转送至打包机52内,打包机52用于对包点进行打包。过渡管道51为向下倾斜的管道,料斗移载机构42上的料斗49将其接收的包点倾倒至过渡管道51中,过渡管道51将包点输送至打包机52内进行打包,打包好的包点被输送至取货机构6。
具体地,过渡管道51位于料斗移载机构42远离蒸笼10的一侧,为了确保料斗49将包点准确倒入过渡管道51中,过渡管道51靠近料斗移载机构42的一端的底部向料斗移载机构42一侧延伸预设距离,且延伸的部分周围设置围板,避免包点掉落。延伸的部分的延伸距离需确保不会阻碍料斗移载机构42在竖直方向的移动。打包机52可选用现有的打包机,如申请号为“CN201822279071.6”,名称为“一种散装食品制袋打包装置及食品分装打包机”的中国专利中公开了一种散装食品制袋打包装置,包括呈漏斗形的衣领成型器,衣领成型器的下开口处设置有驱动机构驱动完成焊接的横焊接组件和纵焊接组件,还包括设置在机架上的薄膜储存箱,薄膜呈筒状放置,薄膜拉出后绕设在衣领成型器上。当然,也可选用其他的现有打包机,如中国专利“CN201921342034.3”中公开了一种落杯模块,其可实现将打包餐盒移至过渡管道下方,实现打包。
如图1和图2所示,本实施例中,所述取货机构6包括包点过渡槽61及与所述控制模块8电连接的机械手62,所述包点过渡槽61设置于所述打包机构5下方,其用于承接被所述打包机构5打包好的包点;所述机械手62用于抓取所述包点过渡槽61内打包好的包点并移送至所述取货窗口74。在其他实施例中,所述取货机构6也可选择包括设置于所述打包机构5下方的第三传输装置,其用于承接被所述打包机构5打包好的包点并输送至所述取货窗口74。
当取货机构6包括包点过渡槽61和机械手62时,包点过渡槽61用于承接打包好的包点,控制模块8控制机械手62工作,将包点过渡槽61内的包点进行抓取并已送到取货窗口74;机械手62选择包括三维移动机构和机械夹爪构成,机械夹爪安装于三维移动机构上,具体的,三维移动机构可选择包括一横向移动机构,一纵向移动机构,一升降机构,纵向移动机构安装于横向移动机构上,升降机构安装于纵向移动机构上,机械夹爪安装于升降机构的下端,也可直接参考现有的娃娃机的三维移动结构。当取货机构6选择第三传输装置时,打包好的包点掉入第三传输装置上,第三传输装置将打包好的包点输送至取货窗口74。
如图2和图4所示,优选地,所述机壳前侧设置有多个取货窗口74;所述机壳前侧还设置有订单输入装置75,所述订单输入装置75与所述控制模块8电连接。订单输入装置75用于供顾客输入订单并发送至控制模块8,由控制模块8控制完成取货。通过设置多个取货窗口74,可多个窗口同时取货,提高效率,减轻排队的情况。具体实施时,订单输入装置75可选择触控显示屏,或显示屏、上下左右移动按键、确认取消等按键构成。
优选地,还包括与所述控制模块8电连接的通信模块,所述通信模块用于接收移动终端发送的订单并发送至所述控制模块8。顾客可通过扫取货窗口74上对应的二维码并移动终端发送订单,通信模块接收顾客发送的订单后发送至控制模块8,控制模块8控制完成取货。
如图3所示,优选地,还包括余汽装置,所述余汽装置包括余汽桶710、排气扇、排气管712、过滤装置,所述余汽桶710围绕所述料斗移载机构42设置,且若干所述蒸笼10的包点导出口15与所述余汽桶710连通;所述排气管712设置于所述余汽桶710的顶部,所述排气扇设置于所述排气管712内或设置于所述余汽桶710内且位于所述排气管712下方,所述排气管712的出汽端连接所述过滤装置。在侧门板机构打开,包点从包点导出口15取出时,会有蒸汽溢出,包点进入料斗移载机构42的料斗49中后,包点也会散出蒸汽,余汽桶710将这些蒸汽进行汇聚,然后通过排气扇将这些蒸汽引入排气管712中,最终导入过滤装置中,过滤装置对蒸汽进行过滤吸收后排出,避免影响周边环境,过滤装置可选择设置有多层过滤层的过滤装置,过滤层可选择活性炭过滤层、沸石过滤层中的一种或多种。具体实施时,余汽桶710前侧可设置一检修门711,便于对余汽桶710内的器件进行检修。
如图1和图2所示,本实施例中,还包括与所述控制模块8电连接的粥品售卖装置9。配套粥品售卖装置9,可提供完善的餐点选择,为顾客提供便捷服务。粥品售卖装置9的具体结构可直接采用现有的饮料自动售卖机,在此不再进行赘述。
优选地,所述粥品售卖装置9的粥品出货口92朝向所述取货机构6,还包括设置于所述粥品出货口92下方的粥品过渡槽91,所述取货机构6还用于将所述粥品过渡槽91承接的粥品输送至所述取货窗口74。控制模块8接收的订单中包含粥品时,控制模块8控制粥品售卖装置9将对应的粥品导出进入到粥品过渡槽91内,然后取货机构6将粥品输送至取货窗口74。取货机构6可采用机械手,通过一个机械手实现包点和粥品的取货,包点和粥品移送至取货窗口。
如图4所示,具体实施时,机壳前侧设置有包点柜门机构71、控制柜门机构72、粥品柜门机构73,包点柜门机构71的开启方便上下货以及清洗蒸笼10,控制柜门机构72的开启方便打包机52辅料的更换和蒸汽回收装置32的加水和清洗,粥品柜门机构73用于预包装的粥品的上架,包点柜门机构71、控制柜门机构72、粥品柜门机构73均采用电子锁和机械锁的双层保险设置。取货窗口74和订单输入装置75设置于控制柜门机构72上,控制模块8在实施时可选用PC机、平板电脑或其他的工控机。
本发明提出了一种包点自动售卖机,控制模块控制加热保温系统、蒸汽回收装置、分拣系统、打包机构工作,每个蒸笼内设置有分拣装置,生鲜包点被放置于每个蒸笼内分拣装置上的预设位置上,然后控制模块发出加热指令给蒸汽发生器,蒸汽发生器开始工作进而向所有或部分蒸笼提供蒸汽,以对蒸笼内的生鲜包点进行蒸制并保温,蒸制和保温的过程中,蒸汽回收装置同时将蒸汽尾汽进行回收,防止直排到空气中,对环境造成影响;生鲜包点被蒸熟后,则可进行售卖。自动售卖时,控制模块接收的订单指令,控制模块首先控制料斗移载机构移动至待取包点所在蒸笼的包点导出口处,然后控制模块控制待取包点所在蒸笼内的分拣装置工作,并将待取包点从包点导出口移出并被料斗移载机构接收,料斗移载机构将包点输送至打包机构进行打包,打包好的包点被取货机构输送至取货窗口,完成自动售卖。该包点自动售卖机可实现包点从蒸制、分拣、打包到售卖的全自动化过程,全过程无需人工,大大提高了工作效率,节省了大量人工成本。整个过程在机器内部完成,无人员接触,不接触外部空气,确保了包点的卫生,免受污染,有利于确保食品安全。该包点自动售卖机同时也减少了铺面的占用,节约了场地租金。可极大地方便每日早晨着急忙慌赶路上班的人群和喜欢采用无接触售卖方式的人群;该设备占地面积小、摆放方便,特别适宜摆放在人员流动性大、场地门面租金昂贵的地段,同时也适合摆放在人员密度高的社区出入口处。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。