一种餐厨垃圾资源化制取化工原料的工艺
文献发布时间:2023-06-19 10:27:30
技术领域
本发明属于餐厨垃圾处理技术领域,具体涉及一种餐厨垃圾资源化制取化工原料的工艺。
背景技术
餐厨垃圾是典型的放错地方的资源,不同处理方式均有利弊。大量的餐厨垃圾不仅带来严重污染,而且造成了巨大浪费,将餐厨垃圾利用先进的技术进行处理并得到资源化利用是今后发展的方向。随着城市化的加快和人民生活水平提高,餐厨垃圾排放量也日益增大。大量的餐厨垃圾不仅造成了巨大浪费,而且带来了严重的环境污染,如果能够将这些物质丰富的餐厨垃圾利用先进技术进一步处理并得到资源化利用,不仅能够解决污染问题,还符合资源循环利用的可持续发展方针。和一般生活垃圾的不同餐厨垃圾兼具污染性和资源性,污染性在于其若被牲畜食用后,在牲畜体内霉菌毒素等有害物质会蓄积转化诱发疾病,最终通过食物链传递给人类,资源性在于其富含氮磷钾钙等营养元素,经过有效处理可资源再利用;另外腐烂的餐厨垃圾会产生渗滤液,通过渗透以及地表径流等作用导致地下水和地表水的污染,并滋生蚊蝇,散发恶臭气体,对大气和水环境造成污染。所以,如何有效利用餐厨垃圾中的可循环利用成分,另外对周边环境的处置设施不构成影响,成为各大城市的一大难题。餐厨垃圾的资源化、减量化、无害化处理引起了科研人员以及政府部门的高度重视。
现有技术如申请公布号CN 104293408 A公开了一种餐厨垃圾资源化处理方法,其包括以下步骤,分拣:将餐厨垃圾中不可用的无机固形物机械分拣去除;破碎:将去杂后的餐厨垃圾进行机械破碎至粉末状;干燥:在破碎后的餐厨垃圾中加入干燥剂进行干燥;成型:在干燥后的垃圾中添加辅料后所得混合物,将混合物压固成型为固形燃料;该餐厨垃圾资源化处理方法工艺简单、处理费用低、节约能源、增加经济收益等特点,解决垃圾资源化、无害化的难题。
发明内容
本发明的目的在于提供一种垃圾用复合菌液,将其用于餐厨垃圾资源化处理的工艺中,得到具有较高含量与生产速率的化工原料;本发明最大化的回收利用的餐厨垃圾中的各类资源,且生产过程清洁环保,不产生二次污染,实现餐厨垃圾处理的高效化、资源化和无害化。
本发明为实现上述目的所采取的技术方案为:
一种垃圾用复合菌液,其由丙酮丁醇梭菌、哈茨木霉菌、红螺菌复合制备得到;
优选地,垃圾用复合菌液的发酵条件为:将丙酮丁醇梭菌在32~35℃下培养18~24h,再在25~30℃下接种哈茨木霉菌,培养36~48h;最后在30~38℃下接种红螺菌,培养20~30h。
优选地,丙酮丁醇梭菌的接种量为3.2~4.5%、哈茨木霉菌的接种量为0.3~2.5%、红螺菌的接种量为1.5~2.7%。
优选地,垃圾用复合菌液的制备方法如下:
将接种量为3.2~4.5%的丙酮丁醇梭菌在32~35℃下接种至营养琼脂培养基中,培养18~24h;再在25~30℃下接种0.3~2.5%哈茨木霉菌,培养36~48h;最后在30~38℃下接种1.5~2.7%红螺菌,培养20~30h;然后将其转接至相应液体培养中,在30~35℃条件下培养20~24h,得到垃圾用复合菌液,备用。
优选地,垃圾用复合菌液的pH为4.6~5.5。
本发明还公开了垃圾用复合菌液在餐厨垃圾资源化中的应用。
本发明还公开了一种餐厨垃圾资源化制取化工原料的工艺。
本发明为实现上述目的所采取的技术方案为:
一种餐厨垃圾资源化制取化工原料的工艺,包括以下步骤:
(a)将餐厨垃圾通过重力浓缩进行固液分离,浓缩时间为3~6h,浓缩后固体的含水量≤60%,得到固体和浓缩液;
(b)将步骤(a)中分离出来的餐厨垃圾固体进行分拣,分拣出其中的塑料、金属、以及其他杂物,浓缩液进入废水处理系统处理;
(c)将分拣后的餐厨垃圾固体绞碎;
(d)加入酶制剂,对绞碎的餐厨垃圾固体进行糖化,得到餐厨垃圾糖化液;
(e)将餐厨垃圾糖化液进行离心分离;
(f)将餐厨垃圾糖化液的上层油脂及底层糖化残渣进行固液分离,得到上层油脂、分离后的餐厨垃圾糖化液以及糖化残渣;
(g)将步骤(f)中分离得到的油脂用于生产生物柴油,得到的糖化残渣用于肥料;
(h)将步骤(f)中得到的餐厨垃圾糖化液调节pH,然后接种垃圾用复合菌液进行发酵制备化工原料。
本发明采用丙酮丁醇梭菌、哈茨木霉菌、红螺菌复合制备得到垃圾用复合菌液,该垃圾用复合菌液可能具有较高的酶活性,将其接种至餐厨垃圾糖化液中,在多种微生物的共同作用下,最终将餐厨垃圾糖化液降解得到化工原料,且其具有较高的产率与浓度;同时该处理工艺对餐厨垃圾进行分拣,将分拣出来的物质分类,易于回收利用;然后对餐厨垃圾固体进行物理化学处理,得到生物柴油、肥料与化工原料,将餐厨垃圾进行有效资源化。本发明最大化的回收利用的餐厨垃圾中的各类资源,且生产过程清洁环保,不产生二次污染,实现餐厨垃圾处理的高效化、资源化和无害化。
优选地,1L餐厨垃圾糖化液中接种5~12g垃圾用复合菌液。
优选地,酶制剂为β-葡萄糖酶、木瓜蛋白酶或α-淀粉酶中的一种。
优选地,制备得到化工原料为丙酮、丁醇和乙醇。
优选地,糖化温度为50~65℃,糖化时间为6~8h。
优选地,餐厨垃圾糖化液的pH为5.5~6.4。
优选地,餐厨垃圾糖化液调节pH所用试剂为磷酸盐缓冲液,其添加量为1L餐厨垃圾糖化液中添加0.15~0.3g磷酸盐缓冲液。
为了进一步提高餐厨垃圾提取化工原料的含量,采取的优选措施还包括:
在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物,其中水晶兰苷与麦芽糖醇的重量比为1:0.5~1,该混合物的添加量1L餐厨垃圾糖化液添加0.02~0.05g。将水晶兰苷与麦芽糖醇的混合物先用于处理餐厨垃圾糖化液,提高餐厨垃圾糖化液的反应活性,然后与垃圾用复合菌液作用,反应物之间起协同作用,进一步提高了餐厨垃圾资源化的总溶剂的含量,即提高了得到的化工原料的产量。
本发明由于采用了丙酮丁醇梭菌、哈茨木霉菌、红螺菌复合制备得到垃圾用复合菌液,将其接种于餐厨垃圾中,用于餐厨垃圾的资源化处理,因而具有如下有益效果:该垃圾用复合菌液可能具有较高的酶活性,将其接种至餐厨垃圾糖化液中,在多种微生物的共同作用下,最终将餐厨垃圾糖化液降解得到化工原料,且其具有较高的含量与生产速率;同时该处理工艺对餐厨垃圾进行分拣,将分拣出来的物质分类,易于回收利用;然后对餐厨垃圾固体进行物理化学处理,得到生物柴油、肥料与化工原料,将餐厨垃圾进行有效资源化。因此,本发明提供一种垃圾用复合菌液,将其用于餐厨垃圾资源化处理的工艺中,得到具有较高含量与生产速率的化工原料;本发明最大化的回收利用的餐厨垃圾中的各类资源,且生产过程清洁环保,不产生二次污染,实现餐厨垃圾处理的高效化、资源化和无害化。
附图说明
图1为餐厨垃圾中总溶剂的产量;
图2为实施例2中餐厨垃圾还原糖的消耗速率与丁醇的生产速率;
图3为丙酮的含量;
图4为丁醇的含量;
图5为乙醇的含量;
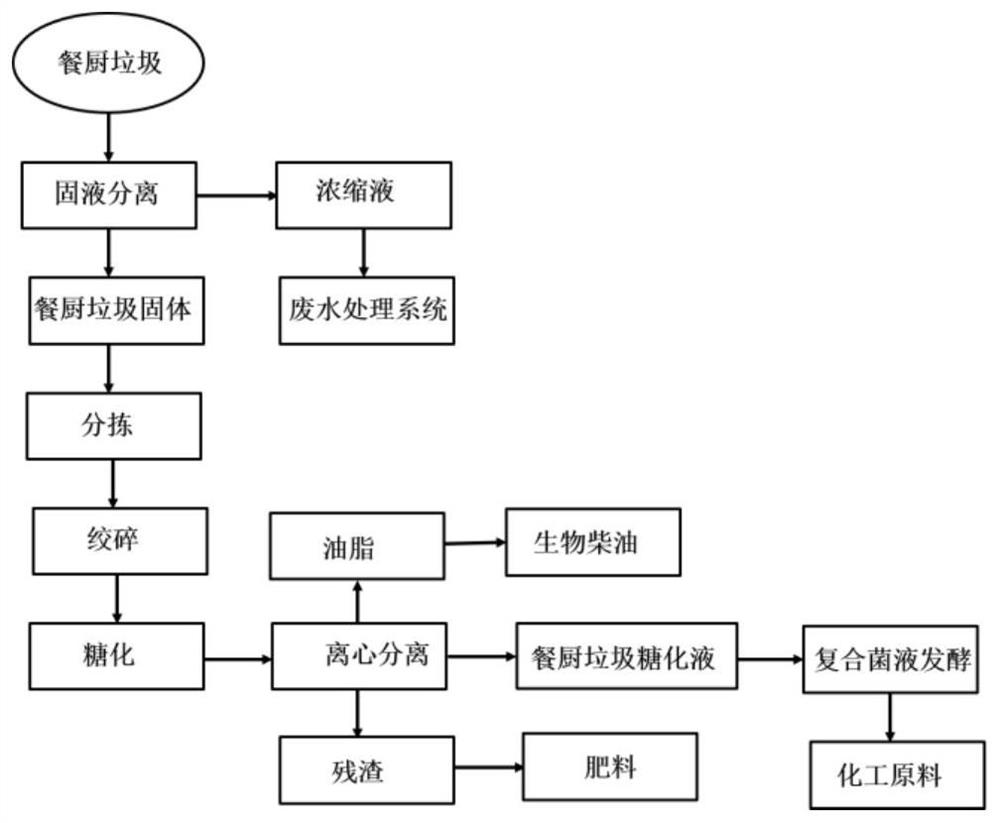
图6为餐厨垃圾资源化提取化工原料的工艺流程示意图。
具体实施方式
本发明使用的原料来源为:
所用丙酮丁醇梭菌与红螺菌均采购于上海生物科技有限公司;
所用哈茨木霉菌采购于河南沐谷生物科技有限公司。
本发明下述实施例中所述实验方法,如无特殊说明,均为常规方法。
本发明中餐厨垃圾资源化提取化工原料的工艺流程示意图如图6所示。
以下结合具体实施方式和附图对本发明的技术方案作进一步详细描述:
实施例1
一种餐厨垃圾资源化制取化工原料的工艺,包括以下步骤:
(1)垃圾用复合菌液的制备
将接种量为3.6%的丙酮丁醇梭菌在35℃下接种至营养琼脂培养基中,培养20h;再在28℃下接种1.5%哈茨木霉菌,培养45h;最后在35℃下接种2.0%红螺菌,培养24h;然后将其转接至相应液体培养中,在32℃条件下培养22h,得到垃圾用复合菌液,备用。
(2)化工原料的制备
(a)将从食堂、饭店、家庭收集取来的餐厨垃圾通过重力浓缩进行固液分离,浓缩时间为5h,浓缩后固体的含水量为45%,得到固体和浓缩液;
(b)将步骤(a)中分离出来的餐厨垃圾固体进行分拣,分拣出其中的塑料、金属、以及其他杂物,剩余餐厨垃圾包括残渣、残液消毒在120℃下消毒灭菌后待用,浓缩液进入废水处理系统处理;
(c)采用绞碎机,将分拣后的餐厨垃圾固体进行绞碎,若有直径大于4cm以上的餐厨垃圾,则粉碎之前用刀具将其切小一些,使之能够进入绞碎机;
(d)在糖化罐中加入绞碎的餐厨垃圾,灭菌后加水,然后按210U/g加入已活化的β-葡萄糖酶,对绞碎的餐厨垃圾固体在55℃下进行糖化,糖化时间为6h,得到餐厨垃圾糖化液;
(e)将餐厨垃圾糖化液进行离心分离,离心分离管中的物质将分为三层,上层为油脂,中层为糖化液,下层为餐厨垃圾糖化残渣;
(f)将餐厨垃圾糖化液的上层油脂及底层糖化残渣进行固液分离,得到上层油脂、分离后的餐厨垃圾糖化液以及糖化残渣;
(g)将步骤(f)中分离得到的油脂经混合、搅拌、反应、过滤及去水等进一步提炼后得到生物柴油,得到的餐厨垃圾糖化残渣用于肥料;
(h)将步骤(f)中得到的餐厨垃圾糖化液调节pH,加入灭菌后的磷酸盐缓冲液调节餐厨垃圾糖化液pH为5.8,磷酸盐缓冲液的添加量为1L餐厨垃圾糖化液添加0.18g;为了保证厌氧环境,接种前向餐厨垃圾糖化液中通入氮气20min,然后按1L餐厨垃圾糖化液接种9g垃圾用复合菌液,静置于35℃下培养120h,发酵制备化工原料。
实施例2
一种餐厨垃圾资源化制取化工原料的工艺,包括以下步骤:
(1)垃圾用复合菌液的制备
将接种量为4.5%的丙酮丁醇梭菌在32℃下接种至营养琼脂培养基中,培养20h;再在30℃下接种2.1%哈茨木霉菌,培养36h;最后在38℃下接种2.1%红螺菌,培养30h;然后将其转接至相应液体培养中,在35℃条件下培养24h,得到垃圾用复合菌液,备用。
(2)化工原料的制备
(a)将从食堂、饭店、家庭收集取来的餐厨垃圾通过重力浓缩进行固液分离,浓缩时间为4h,浓缩后固体的含水量为55%,得到固体和浓缩液;
(b)将步骤(a)中分离出来的餐厨垃圾固体进行分拣,分拣出其中的塑料、金属、以及其他杂物,剩余餐厨垃圾包括残渣、残液消毒在120℃下消毒灭菌后待用,浓缩液进入废水处理系统处理;
(c)采用绞碎机,将分拣后的餐厨垃圾固体进行绞碎,若有直径大于4cm以上的餐厨垃圾,则粉碎之前用刀具将其切小一些,使之能够进入绞碎机;
(d)在糖化罐中加入绞碎的餐厨垃圾,灭菌后加水,然后按210U/g加入已活化的木瓜蛋白酶,对绞碎的餐厨垃圾固体在60℃下进行糖化,糖化时间为7h,得到餐厨垃圾糖化液;
(e)将餐厨垃圾糖化液进行离心分离,离心分离管中的物质将分为三层,上层为油脂,中层为糖化液,下层为餐厨垃圾糖化残渣;
(f)将餐厨垃圾糖化液的上层油脂及底层糖化残渣进行固液分离,得到上层油脂、分离后的餐厨垃圾糖化液以及糖化残渣;
(g)将步骤(f)中分离得到的油脂经混合、搅拌、反应、过滤及去水等进一步提炼后得到生物柴油,得到的餐厨垃圾糖化残渣用于肥料;
(h)将步骤(f)中得到的餐厨垃圾糖化液调节pH,加入灭菌后的磷酸盐缓冲液调节餐厨垃圾糖化液pH为6.1,磷酸盐缓冲液的添加量为1L餐厨垃圾糖化液添加0.24g;为了保证厌氧环境,接种前向餐厨垃圾糖化液中通入氮气20min,然后按1L餐厨垃圾糖化液接种10g垃圾用复合菌液,静置于35℃下培养120h,发酵制备化工原料。
实施例3
一种餐厨垃圾资源化制取化工原料的工艺,与实施例2不同的是:步骤(1)垃圾用复合菌液的制备中,丙酮丁醇梭菌的接种量为3.7%、哈茨木霉菌的接种量为0.8%、红螺菌的接种量为2.7%,其他步骤均与实施例2相同。
实施例4
一种餐厨垃圾资源化制取化工原料的工艺,包括以下步骤:
步骤(1)同实施例2;
(2)化工原料的制备
(a)将从食堂、饭店、家庭收集取来的餐厨垃圾通过重力浓缩进行固液分离,浓缩时间为5h,浓缩后固体的含水量为52.7%,得到固体和浓缩液;
(b)将步骤(a)中分离出来的餐厨垃圾固体进行分拣,分拣出其中的塑料、金属、以及其他杂物,剩余餐厨垃圾包括残渣、残液消毒在120℃下消毒灭菌后待用,浓缩液进入废水处理系统处理;
(c)采用绞碎机,将分拣后的餐厨垃圾固体进行绞碎,若有直径大于4cm以上的餐厨垃圾,则粉碎之前用刀具将其切小一些,使之能够进入绞碎机;
(d)在糖化罐中加入绞碎的餐厨垃圾,灭菌后加水,然后按210U/g加入已活化的木瓜蛋白酶,对绞碎的餐厨垃圾固体在60℃下进行糖化,糖化时间为7h,得到餐厨垃圾糖化液;
(e)将餐厨垃圾糖化液进行离心分离,离心分离管中的物质将分为三层,上层为油脂,中层为糖化液,下层为餐厨垃圾糖化残渣;
(f)将餐厨垃圾糖化液的上层油脂及底层糖化残渣进行固液分离,得到上层油脂、分离后的餐厨垃圾糖化液以及糖化残渣;
(g)将步骤(f)中分离得到的油脂经混合、搅拌、反应、过滤及去水等进一步提炼后得到生物柴油,得到的餐厨垃圾糖化残渣用于肥料;
(h)在步骤(f)中得到的餐厨垃圾糖化液中加入水晶兰苷与麦芽糖醇的混合物,按1L餐厨垃圾糖化液添加0.025g水晶兰苷与麦芽糖醇的混合物,其中水晶兰苷与麦芽糖醇的重量比为1:0.8,然后加入灭菌后磷酸盐缓冲液调节餐厨垃圾糖化液pH为6.1,磷酸盐缓冲液的添加量为1L餐厨垃圾糖化液添加0.21g,为了保证厌氧环境,接种前向餐厨垃圾糖化液中通入氮气20min,然后按按1L餐厨垃圾糖化液接种10g垃圾用复合菌液,静置于35℃下培养120h,发酵制备化工原料。
实施例5
一种餐厨垃圾资源化制取化工原料的工艺,与实施例4不同的是:步骤(h)中,在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物,该混合物的添加量是1L餐厨垃圾糖化液中添加0.04g水晶兰苷与麦芽糖醇的混合物;其他步骤均与实施例5相同。
实施例6
一种餐厨垃圾资源化制取化工原料的工艺,与实施例4不同的是:步骤(h)中,在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物,其中水晶兰苷与麦芽糖醇的重量比为1:1。
对比例1
一种餐厨垃圾资源化制取化工原料的工艺,与实施例2不同的是:步骤(1)垃圾用复合菌液的制备中,将哈茨木霉菌替换为希瓦氏菌,其他步骤均与实施例2相同。
对比例2
一种餐厨垃圾资源化制取化工原料的工艺,与实施例2不同的是:步骤(1)垃圾用复合菌液的制备中,不添加哈茨木霉菌,其他步骤均与实施例2相同。
对比例3
一种餐厨垃圾资源化制取化工原料的工艺,与实施例2不同的是:步骤(1)垃圾用复合菌液的制备中,不添加红螺菌,其他步骤均与实施例2相同。
对比例4
一种餐厨垃圾资源化制取化工原料的工艺,与实施例2不同的是:步骤(1)垃圾用复合菌液的制备中,不添加哈茨木霉菌与红螺菌,其他步骤均与实施例2相同。
试验例1
1.餐厨垃圾中总溶剂产量的测定
发酵液经过离心后,取上清液5mL,经过0.45μm孔径的微滤膜过滤。还原糖浓度的测定采用DNS法进行测定;总溶剂浓度的测定采用气相色谱仪进样检测,色谱柱为PEG1701-30M,30m×0.53mm×1μm;检测器:FID;进样温度:160℃;检测温度:260℃;柱温:40℃(保温3min)-170℃(保温1min)/10℃;载气为H
图1为餐厨垃圾中总溶剂的产量。由图1可以看出,实施例1-3餐厨垃圾发酵产生的总溶剂的产量高于21.5g/L,对比实施例2与对比例1-4,实施例2中总溶剂的产量高于对比例1-4,这说明在垃圾用复合菌液中同时添加丙酮丁醇梭菌、哈茨木霉菌、红螺菌作为菌株接种至餐厨垃圾中能提高餐厨垃圾资源化中化工原料的产量,原因是该垃圾用复合菌液可能具有较高的酶活性,将其接种至餐厨垃圾糖化液中,在多种微生物的共同作用下,最终将餐厨垃圾糖化液降解得到化工原料,且具有较高的产量;实施例4-6中总溶剂的产量不低于24.2g/L,对比实施例2与实施例4,实施例4中总溶剂的浓度含量高于实施例2,这说明在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物进一步提高了提高餐厨垃圾提取化工原料的浓度含量。
2.餐厨垃圾中还原糖消耗速率或丁醇生成速率的测定
还原糖消耗速率为单位时间内单位体积反应体系消耗还原糖的速率或丁醇生成速率,其计算公式如下:
P=|(C
式中:C
图2为实施例2中餐厨垃圾还原糖的消耗速率与丁醇的生产速率。由图2可以看出,实施例2中餐厨垃圾在发酵时间为24h时,还原糖的消耗速率为1.12g·L
3.餐厨垃圾中化工原料含量的测定
化工原料中丙酮、丁醇、乙醇的测定气相色谱仪(GC);色谱柱为PEG1701-30M,30m×0.53mm×1μm;检测器:FID;进样温度:160℃;检测温度:260℃;柱温:40℃(保温3min)-170℃(保温1min)/10℃;载气为H
图3为丙酮的含量。由图3可以看出,实施例1-3中餐厨垃圾产生的丙酮的含量不低于5.4g/L,对比实施例2与对比例1-4,实施例2中丙酮的含量高于对比例1-4,这说明在垃圾用复合菌液中同时添加丙酮丁醇梭菌、哈茨木霉菌、红螺菌作为菌株接种至餐厨垃圾中能提高餐厨垃圾资源化提取丙酮的含量;实施例4-6的丙酮的含量高于6.4g/L,对比实施例2与实施例4,实施例4的丙酮含量高于实施例2,这说明在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物进一步提高了提高餐厨垃圾提取化工原料中丙酮的含量。
图4为丁醇的含量。由图4可以看出,实施例1-3中餐厨垃圾产生的丁醇的含量高于16.7g/L,对比实施例2与对比例1-4,实施例2中丁醇的含量远高于对比例1-4,这说明在垃圾用复合菌液中同时添加丙酮丁醇梭菌、哈茨木霉菌、红螺菌作为菌株接种至餐厨垃圾中能提高餐厨垃圾资源化提取丁醇的含量;实施例4-6中丁醇的含量不低于17.8g/L,对比实施例2与实施例4,实施例4的丁醇含量高于实施例2,这说明在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物进一步提高了提高餐厨垃圾提取化工原料中丁醇的含量。
图5为乙醇的含量。由图5可以看出,实施例1-3中餐厨垃圾产生的乙醇的含量不低于1.4g/L,对比实施例2与对比例1-4,实施例2中乙醇的含量高于对比例1-4,这说明在垃圾用复合菌液中同时添加丙酮丁醇梭菌、哈茨木霉菌、红螺菌作为菌株接种至餐厨垃圾中能提高餐厨垃圾资源化提取乙醇的含量;实施例4-6的乙醇的含量不低于1.86g/L,对比实施例2与实施例4,实施例4的乙醇含量高于实施例2,这说明在餐厨垃圾糖化液中添加水晶兰苷与麦芽糖醇的混合物进一步提高了提高餐厨垃圾提取化工原料中乙醇的含量。
本发明的操作步骤中的常规操作为本领域技术人员所熟知,在此不进行赘述。
以上实施方式仅用于说明本发明,而并非对本发明的限制,本领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型。因此,所有等同的技术方案、也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
- 一种餐厨垃圾资源化制取化工原料的工艺
- 一种以酒糟为主要原料利用移动床纯氧连续气化炉制取化工原料气或燃气的工艺