一种耐油无苯PVC手套及其制备工艺
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及PVC手套技术领域,具体是一种耐油无苯PVC手套及其制备工艺。
背景技术
天然橡胶是一种以聚异戊二烯为主要成分的天然高分子化合物,其成分中91%~94%是橡胶烃(聚异戊二烯),其余为蛋白质、脂肪酸、灰分、糖类等非橡胶物质。天然橡胶是应用最广的通用橡胶。聚氯乙烯,英文简称PVC,是由氯乙烯在引发剂作用下聚合而成的热塑性树脂。是氯乙烯的均聚物。氯乙烯均聚物和氯乙烯共聚物统称之为氯乙烯树脂。一般家庭中使用的橡胶手套大多数是天然橡胶手套,因为天然橡胶的分子结构和油的分子结构很相似,彼此很容易进入对方的空隙中,所以天然橡胶手套的耐油性跟耐热性都不是很强,当油污长时间留在手套上时,就会慢慢地溶解手套,加速了天然橡胶手套的老化。
发明内容
本发明的目的在于提供一种耐油无苯PVC手套及其制备工艺,以解决现有技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种耐油无苯PVC手套,包括手套外层、手套中层和手套内层,所述手套内层外侧设置有手套中层,所述手套中层外侧设置有手套外层,所述手套外层由以下重量份的原料组成:PVC树脂粉100-120份、氯丁橡胶5-10份、水性PU胶10~20份、耐油剂10-15份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份;所述手套中层由以下重量份的原料组成:PVC树脂粉100-120份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份;所述手套内层由以下重量份的原料组成:水性聚氨酯1-2份。
优选的,所述增塑剂为柠檬酸三辛酯。
优选的,一种耐油无苯PVC手套的制备工艺,包括以下步骤:
S1:制备手套外层:取重量份的PVC树脂粉100-120份、氯丁橡胶5-10份、水性PU胶10~20份、耐油剂10-15份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份进行混合搅拌,得到第一浆料;
S2:将第一浆料过滤:通过过滤网对第一浆料进行过滤;
S3:将过滤后的第一浆料进行消泡处理;
S4:将手模浸入第一浆料中并烘干,获得手套外层;
S5:制备手套中层:取重量份的PVC树脂粉100-120份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份进行混合搅拌,得到第二浆料;
S6:将第二浆料过滤:通过过滤网对第二浆料进行过滤;
S7:将过滤后的第二浆料进行消泡处理;
S8:将烘干后的后套外层浸入第二浆料中并烘干,获得手套中层;
S9:将后套中层浸入水性聚氨酯溶液中,烘干后得到手套内层;
S10:卷边并脱模:通过卷边机自动将手套卷边,通过脱模机自动将手套脱落。
优选的,所述步骤S2和步骤S6中所采用过滤网为大于150目的滤网过滤。
优选的,所述步骤S1和步骤S5中搅拌速度为800-1500转/分钟;搅拌时间为20至30分钟。
与现有技术相比,本发明的有益效果是:制备的手套耐油性好,且具有良好的耐磨性能。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
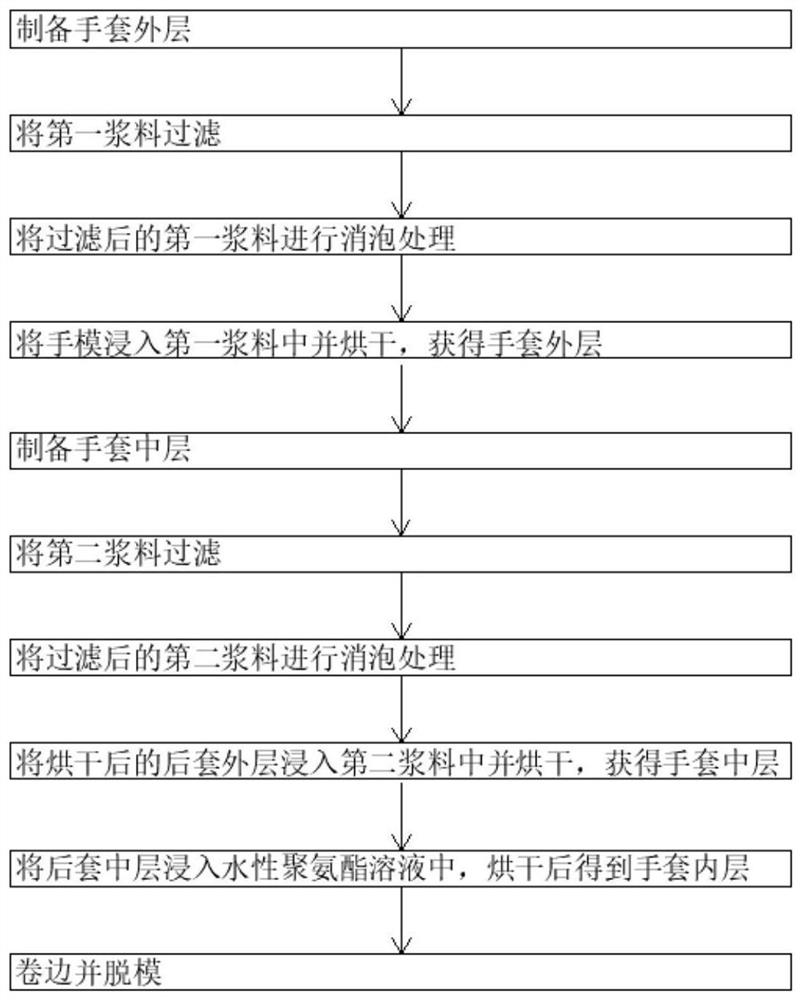
图1为本发明的流程图。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
请参阅图1,本发明实施例中,一种耐油无苯PVC手套,包括手套外层、手套中层和手套内层,所述手套内层外侧设置有手套中层,所述手套中层外侧设置有手套外层,所述手套外层由以下重量份的原料组成:PVC树脂粉100-120份、氯丁橡胶5-10份、水性PU胶10~20份、耐油剂10-15份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份;所述手套中层由以下重量份的原料组成:PVC树脂粉100-120份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份;所述手套内层由以下重量份的原料组成:水性聚氨酯1-2份。
优选的,所述增塑剂为柠檬酸三辛酯。
优选的,一种耐油无苯PVC手套的制备工艺,包括以下步骤:
S1:制备手套外层:取重量份的PVC树脂粉100-120份、氯丁橡胶5-10份、水性PU胶10~20份、耐油剂10-15份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份进行混合搅拌,得到第一浆料;
S2:将第一浆料过滤:通过过滤网对第一浆料进行过滤;
S3:将过滤后的第一浆料进行消泡处理;
S4:将手模浸入第一浆料中并烘干,获得手套外层;
S5:制备手套中层:取重量份的PVC树脂粉100-120份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份进行混合搅拌,得到第二浆料;
S6:将第二浆料过滤:通过过滤网对第二浆料进行过滤;
S7:将过滤后的第二浆料进行消泡处理;
S8:将烘干后的后套外层浸入第二浆料中并烘干,获得手套中层;
S9:将后套中层浸入水性聚氨酯溶液中,烘干后得到手套内层;
S10:卷边并脱模:通过卷边机自动将手套卷边,通过脱模机自动将手套脱落。
优选的,所述步骤S2和步骤S6中所采用过滤网为大于150目的滤网过滤。
优选的,所述步骤S1和步骤S5中搅拌速度为800-1500转/分钟;搅拌时间为20至30分钟。
本发明的工作原理是:制备手套外层:取重量份的PVC树脂粉100-120份、氯丁橡胶5-10份、水性PU胶10~20份、耐油剂10-15份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份进行混合搅拌,得到第一浆料;将第一浆料过滤:通过过滤网对第一浆料进行过滤;将过滤后的第一浆料进行消泡处理;将手模浸入第一浆料中并烘干,获得手套外层;制备手套中层:取重量份的PVC树脂粉100-120份、增塑剂60-70份、锌钙热稳定剂0.9-1.8份、色膏1-3份、降粘剂20-30份、乙酰柠檬酸三正丁酯10-20份进行混合搅拌,得到第二浆料;将第二浆料过滤:通过过滤网对第二浆料进行过滤;将过滤后的第二浆料进行消泡处理;将烘干后的后套外层浸入第二浆料中并烘干,获得手套中层;将后套中层浸入水性聚氨酯溶液中,烘干后得到手套内层;卷边并脱模:通过卷边机自动将手套卷边,通过脱模机自动将手套脱落。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种耐油无苯PVC手套及其制备工艺
- 耐油无苯PVC手套及其制备工艺