挖机动臂斗杆双工位智能检测系统与实现方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及焊接检测领域,特别涉及非 标结构件焊缝质量智能检测领域,尤指一种挖机动臂斗杆双工位智能检测系统与实现方法。
背景技术
焊接质量对挖机动臂斗杆在服役过程中的安全性起到关键性作用,焊接表面成型与焊缝内部质量较差,如焊接咬边,气孔,裂纹等缺陷会大大增加挖机动臂斗杆在服役过程中在焊接位置处断裂的几率,故挖机动臂斗杆在出厂前对挖机动臂斗杆焊缝表面质量与内部质量检测是不可缺失的工序。
目前,挖机动臂斗杆焊缝表面质量与内部质量检测的检测手段为人工检测,针对工业上的非标结构件焊接表面质量检测现状为:
(1)由于焊缝表面检测的简略性,工人常采用人眼观看或量规简单取点测量,缺乏整条焊缝表面数据的真实性与完整性;
(2)往往由于工人或企业忽略焊缝表面质量的重要性,对焊缝的余高、宽度、焊接尺寸等省略检测或测量;
(3)由于焊缝长度较长,焊缝表面质量尺寸、表面缺陷的多样性,质检工人难以对焊缝进行全方位采集相关数据。
当下对于动臂斗杆的焊接表面质量检测多数是人工目测或不测,难以保证动臂斗杆焊接表面较高质量,仍未出现高效的自动化动臂斗杆的焊接表面质量信息采集工位。
针对工业上的非标结构件焊接内部质量检测现状为:
(1)非标结构件焊接内部质量的发展方向是智能检测与智能评估,检测手段多采用超声相控阵智能化检测,目前还没有出现针对挖机动臂斗杆焊缝内部质量的智能检测与智能评估系统。
(2)挖机动臂斗杆焊缝类型众多,具体针对带垫板对接焊缝、开坡口角接焊缝等,需要多功能类型的质检探头进行组装与探伤运动,目前还没有出现针对挖机动臂斗杆焊缝内部质量的智能检测与智能评估系统的质检工装设计。
总之,随着挖机动臂斗杆智能化焊接生产的效率提升,挖机动臂斗杆焊缝表面质量与内部质量检测的手工检测手段严重制约着挖机动臂斗杆生产效率。
发明内容
本发明的目的在于提供一种挖机动臂斗杆双工位智能检测系统与实现方法,解决了现有技术存在的上述问题。本发明利用三维轮廓传感器、超声相控阵直探头、超声相控阵斜探头实现挖机动臂斗杆双工位智能检测,适合于挖机动臂斗杆带垫板对接焊缝、圆弧焊缝、角接焊缝等智能检测。
本发明的上述目的通过以下技术方案实现:
挖机动臂斗杆双工位智能检测系统,包括挖机动臂1、挖机斗杆2、六轴机器人8、六轴机器人地轨11、挖机动臂变位机、挖机斗杆变位机、焊缝质检工装7,所述六轴机器人8通过机器人基座9安装在六轴机器人地轨11之上,沿着挖机动臂1与挖机斗杆2长度方向进行移动,焊缝质检工装7通过连接轴24上的法兰29固定在六轴机器人8上,六轴机器人8夹持焊缝质检工装7依次对挖机动臂1、挖机斗杆2交替进行焊缝表面质量检测与焊缝内部质量检测。
所述的挖机动臂变位机包括挖机动臂变位机主支撑架3、挖机动臂变位机副支撑架4、挖机动臂变位机副支撑架地轨12,所述挖机动臂变位机主支撑架3固定在地面,所述挖机动臂变位机副支撑架4固定在挖机动臂变位机副支撑架地轨12的平移滑块上,相对挖机动臂变位机主支撑架3平移移动;所述挖机动臂变位机主支撑架3与挖机动臂变位机副支撑架4上分别设置挖机动臂变位机转盘13,挖机动臂变位机主支撑架转盘托手17与挖机动臂变位机副支撑架转盘托手14分别固定安装于所述挖机动臂变位机转盘13 转盘中心偏外,配合挖机动臂弓形结构,使得挖机动臂1进行380°旋转时不存在位姿约束;所述挖机动臂变位机转盘13由齿轮驱动,挖机动臂变位机主支撑架转盘托手17、挖机动臂变位机副支撑架转盘托手14托住并固定挖机动臂两端,并将挖机动臂两端通过挖机动臂变位机转盘13固定在挖机动臂变位机主支撑架3、挖机动臂变位机副支撑架4上。
所述的挖机动臂1固定在挖机动臂变位机主支撑架3的一端为A端,挖机动臂1固定在挖机动臂变位机副支撑架4的一端为B端,挖机动臂变位机主支撑架转盘托手17与挖机动臂的A端相配合,挖机动臂变位机副支撑架转盘托手14与挖机动臂的B端相配合,挖机动臂的A端必须固定到挖机动臂变位机主支撑架转盘托手17上,挖机动臂的B端必须固定在挖机动臂变位机副支撑架转盘托手14上。
所述的挖机斗杆变位机包括挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6、挖机斗杆变位机副支撑架地轨10,所述挖机斗杆变位机主支撑架5固定在地面,所述挖机斗杆变位机副支撑架6固定在挖机斗杆变位机副支撑架地轨10的平移滑块上,相对挖机斗杆变位机主支撑架5平移移动;所述挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6上分别设置挖机斗杆变位机转盘15,挖机斗杆变位机主支撑架转盘托手16与挖机斗杆变位机副支撑架转盘托手18分别固定安装于所述挖机斗杆变位机转盘15转盘中心偏外,配合挖机斗杆中轴线偏心结构,使挖机斗杆2进行380°旋转时不存在位姿约束;所述挖机斗杆变位机转盘15由齿轮驱动,挖机斗杆变位机主支撑架转盘托手16、挖机斗杆变位机副支撑架转盘托手18托住并固定挖机斗杆两端,并将挖机斗杆两端通过挖机斗杆变位机转盘15固定在挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6上。
所述的挖机斗杆2固定在挖机斗杆变位机主支撑架5的一端为C端,挖机斗杆2固定在挖机斗杆变位机副支撑架6的一端为D端,挖机斗杆变位机主支撑架转盘托手16与挖机斗杆的C端相配合,挖机斗杆变位机副支撑架转盘托手18与挖机斗杆的D端相配合,挖机斗杆的C端必须固定到挖机斗杆变位机主支撑架转盘托手16上,挖机斗杆的D端必须固定在挖机斗杆变位机副支撑架转盘托手18上。
所述的焊缝质检工装7包含斜探头工装21、直探头工装22、CCD视觉相机23、连接轴24、三维轮廓传感器25、直探头升降轴32、斜探头升降轴33;所述直探头工装22包含直探头37、直探头工装连接板38,所述斜探头工装21包含斜探头工装连接板35、斜探头36,所述直探头升降轴32包含直探头升降电机20、直探头升降轴丝杠28、直探头升降轴滑块39,所述斜探头升降轴33包含斜探头升降电机19、斜探头升降轴丝杠27、斜探头升降轴滑块26;
所述斜探头工装21通过斜探头工装连接板35固定在斜探头升降轴滑块26上,直探头工装22通过直探头工装连接板38固定到直探头升降轴滑块39上,直探头升降轴32与斜探头升降轴33分别固定在连接轴24左右两侧,CCD视觉相机23通过CCD视觉相机连接板34固定在连接轴24前侧,三维轮廓传感器25固定在连接轴24后侧,直探头升降轴32通过直探头升降电机20转动直探头升降轴丝杠28带动直探头升降轴滑块39进而使直探头工装22上下平移移动,斜探头升降轴33通过斜探头升降电机19转动斜探头升降轴丝杠27带动斜探头升降轴滑块26进而使斜探头工装21上下平移移动;斜探头36安装在斜探头工装连接板35上,直探头37安装在直探头工装连接板38上。
所述的连接轴24包含法兰29、缓冲弹簧30、连接板31,所述缓冲弹簧30的一端与连接板31连接,另一端与法兰29连接,连接板31的两侧分别固定直探头升降轴32、斜探头升降轴33,焊缝质检工装7整体通过连接板31上端的法兰29固定在六轴机器人8第六轴上。
所述的斜探头36、直探头37携带楔块,所述楔块为水楔块,具备注水孔,质检过程中实时通过水泵向其进行注水,探头的耦合剂为水,水流速度为5ml/min;所述斜探头36检测对接焊缝,分别沿着焊缝两侧进行扫查;直探头37检测角接焊缝,角接焊缝检测时先用斜探头36进行角接焊缝正面扫查,再用直探头37沿着角接焊缝侧壁扫查。
所述的三维轮廓传感器25为挖机动臂斗杆焊缝表面质量检测装置,三维轮廓传感器25内部构件为工业相机与线激光发生器,线激光发生器激发的线激光投射到焊缝表面上,工业相机对带有激光线的焊缝区域进行拍摄后进行点云模式成像,重建焊缝的三维结构达到对焊缝表面质量的检测,斜探头36与直探头37为挖机动臂斗杆焊缝内部质量检测装置,CCD视觉相机23监控斜探头36与直探头37检测焊缝的扫查状态;所述三维轮廓传感器25进行焊缝表面质量检测时检测速度为12m/min,斜探头36与直探头37进行焊缝内部质量检测时检测速度为6m/min,焊缝内部质量检测工序与焊缝表面质量检测工序分开进行。
一种挖机动臂斗杆双工位智能检测系统的实现方法,包括如下步骤:
步骤1、利用相控阵校核标试块对斜探头与直探头校准并将校准参数自动更新至内置参数中,利用三维轮廓传感器标定块对三维轮廓传感器点云成像进行校核并将校准参数自动更新至内置参数中;
步骤2、挖机动臂与挖机斗杆按照预定安装方向自动安装于挖机动臂质检工位处与挖机斗杆质检工位处;
步骤3、利用三维轮廓传感器先对挖机动臂各个焊缝进行表面质量检测,具体为:当焊缝接头形式为角焊缝时,工件表面法线方向与线激光轴线夹角为30°,且线激光与焊缝横向方向平行;当焊缝接头形式为对接焊缝时,工件表面法线方向与线激光轴线重合,且线激光与焊缝横向方向平行;
步骤4、人工对挖机动臂各个焊缝表面及周边进行打磨,去除焊瘤、焊渣、飞溅等;
步骤5、利用三维轮廓传感器先对挖机斗杆各个焊缝进行表面质量检测,具体为:当焊缝接头形式为角焊缝时,工件表面法线方向与线激光轴线夹角为30°,且线激光与焊缝横向方向平行;当焊缝接头形式为对接焊缝时,工件表面法线方向与线激光轴线重合,且线激光与焊缝横向方向平行;
步骤6、利用直探头与斜探头对挖机动臂各个焊缝进行内部质量检测,具体为:对接焊缝质检扫查,利用斜探头检测对接焊缝,斜探头下表面贴合焊缝一侧母材沿着焊缝方向进行扫查;焊缝一侧质检扫查结束后再进行另一侧质检扫查;挖机动臂角接焊缝质检扫查:先利用斜探头下表面贴合角接焊缝正面进行角接焊缝正面扫查,再用直探头下表面贴合角接焊缝侧壁沿着焊缝方向进行扫查;
步骤7、人工对挖机斗杆各个焊缝表面及周边进行打磨,去除焊瘤、焊渣、飞溅等;
步骤8、利用直探头与斜探头对挖机斗杆各个焊缝进行内部质量检测,具体为:对接焊缝质检扫查,利用斜探头检测对接焊缝,斜探头下表面贴合焊缝一侧母材沿着焊缝方向进行扫查;焊缝一侧质检扫查结束后再进行另一侧质检扫查;挖机动臂角接焊缝质检扫查:先利用斜探头下表面贴合角接焊缝正面进行角接焊缝正面扫查,再用直探头下表面贴合角接焊缝侧壁沿着焊缝方向进行扫查;
步骤9、检测后的挖机动臂、挖机斗杆进入下一工位,下一批次挖机动臂、挖机斗杆上料进入挖机动臂质检工位处与挖机斗杆质检工位处,依据步骤2-8对新批次挖机动臂斗杆进行表面质量质检与内部质量质检。
本发明的有益效果在于:
1、本发明的一种挖机动臂斗杆双工位智能检测系统构思新颖、结构简单、使用方便,对挖机动臂斗杆检测单个工件的检测时间约40min,缩短工时50%,质检工人由原先3人减少到1人。
2、本发明的挖机动臂斗杆双工位智能检测系统能够自动完成质检过程,对焊缝表面信息与焊缝内部质量信息进行全部采集、分析与记录。实用性强。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实例及其说明用于解释本发明,并不构成对本发明的不当限定。
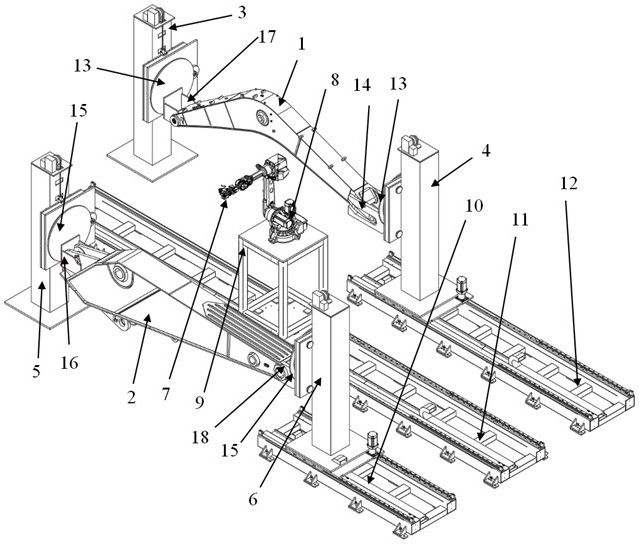
图1为本发明的挖机动臂斗杆双工位智能检测系统结构示意图;
图2为本发明的焊缝质检工装结构示意图;
图3为本发明的焊缝质检工装另一角度结构示意图;
图4为本发明的焊缝质检工装装配部分分解图。
图中:1、挖机动臂;2、挖机斗杆;3、挖机动臂变位机主支撑架;4、挖机动臂变位机副支撑架;5、挖机斗杆变位机主支撑架;6、挖机斗杆变位机副支撑架;7、焊缝质检工装;8、六轴机器人;9、机器人基座;10、挖机斗杆变位机副支撑架地轨;11、六轴机器人地轨;12、挖机动臂变位机副支撑架地轨;13、挖机动臂变位机转盘;14、挖机动臂变位机副支撑架转盘托手;15、挖机斗杆变位机转盘;16、挖机斗杆变位机主支撑架转盘托手;17、挖机动臂变位机主支撑架转盘托手;18、挖机斗杆变位机副支撑架转盘托手;19、斜探头升降电机;20、直探头升降电机;21、斜探头工装;22、直探头工装;23、CCD视觉相机;24、连接轴;25、三维轮廓传感器;26、斜探头升降轴滑块;27、斜探头升降轴丝杠;28、直探头升降轴丝杠;29、法兰;30、缓冲弹簧;31、连接板;32、直探头升降轴;33、斜探头升降轴;34、CCD视觉相机连接板;35、斜探头工装连接板;36、斜探头;37、直探头;38、直探头工装连接板;39、直探头升降轴滑块。
具体实施方式
下面结合附图进一步说明本发明的详细内容及其具体实施方式。
参见图1至图4所示,本发明的挖机动臂斗杆双工位智能检测系统,包括挖机动臂1、挖机斗杆2、六轴机器人8、六轴机器人地轨11、挖机动臂变位机、挖机斗杆变位机、焊缝质检工装7,所述六轴机器人8通过机器人基座9安装在六轴机器人地轨11之上,可沿着挖机动臂1与挖机斗杆2长度方向进行移动,焊缝质检工装7通过连接轴24上的法兰29固定在六轴机器人8上,六轴机器人8夹持焊缝质检工装7依次对挖机动臂1、挖机斗杆2交替进行焊缝表面质量检测与焊缝内部质量检测。
所述的挖机动臂变位机包括挖机动臂变位机主支撑架3、挖机动臂变位机副支撑架4、挖机动臂变位机副支撑架地轨12,所述挖机动臂变位机主支撑架3固定在地面,所述挖机动臂变位机副支撑架4固定在挖机动臂变位机副支撑架地轨12的平移滑块上,相对挖机动臂变位机主支撑架3平移移动。
所述的挖机动臂变位机主支撑架3与挖机动臂变位机副支撑架4上分别设置挖机动臂变位机转盘13,挖机动臂变位机主支撑架转盘托手17与挖机动臂变位机副支撑架转盘托手14分别固定安装于所述挖机动臂变位机转盘13 转盘中心偏外(偏心结构),配合挖机动臂弓形结构,使得挖机动臂1进行380°旋转时不存在位姿约束;所述挖机动臂变位机转盘13由齿轮驱动,提供挖机动臂1任意旋转的动力,且通过钢丝绳索分别与挖机动臂变位机主支撑架3与挖机动臂变位机副支撑架4上端牵引电机相连,实现升降功能,以满足挖机动臂1上料便捷,同时避免挖机动臂1进行380°旋转时触地,与地面保持安全距离,挖机动臂变位机主支撑架转盘托手17、挖机动臂变位机副支撑架转盘托手14托住并固定挖机动臂两端,并将挖机动臂两端通过挖机动臂变位机转盘13固定在挖机动臂变位机主支撑架3、挖机动臂变位机副支撑架4上,该设计能够适应不同类型挖机动臂安装需求,挖机动臂变位机副支撑架地轨12一方面能够使得挖机动臂变位机副支撑架4进行平滑移动,适用不同挖机动臂类型安装需求,另一方面通过动臂变位机副支撑架地轨12运行电机锁死,锁死挖机动臂变位机副支撑架4的位置预防挖机动臂由于自重使得挖机动臂变位机副支撑架4后移。
所述的挖机动臂1固定在挖机动臂变位机主支撑架3的一端为A端,挖机动臂1固定在挖机动臂变位机副支撑架4的一端为B端,挖机动臂变位机主支撑架转盘托手17与挖机动臂的A端相配合,挖机动臂变位机副支撑架转盘托手14与挖机动臂的B端相配合,在进行挖机动臂自动化质量检测送料时预调挖机动臂两端安装方向使挖机动臂的A端必须固定到挖机动臂变位机主支撑架转盘托手17上,挖机动臂的B端必须固定在挖机动臂变位机副支撑架转盘托手14上,以适应提高挖机动臂1智能检测高效率的需求。
所述的挖机斗杆变位机包括挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6、挖机斗杆变位机副支撑架地轨10,所述挖机斗杆变位机主支撑架5固定在地面,所述挖机斗杆变位机副支撑架6固定在挖机斗杆变位机副支撑架地轨10的平移滑块上,相对挖机斗杆变位机主支撑架5平移移动。
所述的挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6上分别设置挖机斗杆变位机转盘15,挖机斗杆变位机主支撑架转盘托手16与挖机斗杆变位机副支撑架转盘托手18分别固定安装于所述挖机斗杆变位机转盘15转盘中心偏外(偏心结构),配合挖机斗杆中轴线偏心结构,使挖机斗杆2进行380°旋转时不存在位姿约束;所述挖机斗杆变位机转盘15由齿轮驱动,提供挖机斗杆2任意旋转的动力,且通过钢丝绳索分别与挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6上端牵引电机相连,实现升降功能,以满足挖机斗杆2上料便捷,同时避免挖机动臂1进行380°旋转时触地,与地面保持安全距离,挖机斗杆变位机主支撑架转盘托手16、挖机斗杆变位机副支撑架转盘托手18托住并固定挖机斗杆两端,并将挖机斗杆两端通过挖机斗杆变位机转盘15固定在挖机斗杆变位机主支撑架5、挖机斗杆变位机副支撑架6上,该设计能够适应不同类型挖机斗杆安装需求,挖机斗杆变位机副支撑架地轨10一方面能够使得挖机斗杆变位机副支撑架6进行平滑移动,适用不同挖机斗杆类型安装需求,另一方面挖机斗杆变位机副支撑架地轨10运行电机锁死,锁死挖机斗杆变位机副支撑架6的位置预防挖机斗杆2由于自重使得挖机斗杆变位机副支撑架6后移。
所述的挖机斗杆2固定在挖机斗杆变位机主支撑架5的一端为C端,挖机斗杆2固定在挖机斗杆变位机副支撑架6的一端为D端,挖机斗杆变位机主支撑架转盘托手16与挖机斗杆的C端相配合,挖机斗杆变位机副支撑架转盘托手18与挖机斗杆的D端相配合,在进行挖机斗杆自动化质量检测送料时预调挖机斗杆两端安装方向使挖机斗杆的C端必须固定到挖机斗杆变位机主支撑架转盘托手16上,挖机斗杆的D端必须固定在挖机斗杆变位机副支撑架转盘托手18上,以适应提高挖机斗杆2智能检测高效率的需求。
所述的焊缝质检工装7包含斜探头工装21、直探头工装22、CCD视觉相机23、连接轴24、三维轮廓传感器25、直探头升降轴32、斜探头升降轴33;所述直探头工装22包含直探头37、直探头工装连接板38,所述斜探头工装21包含斜探头工装连接板35、斜探头36,所述直探头升降轴32包含直探头升降电机20、直探头升降轴丝杠28、直探头升降轴滑块39,所述斜探头升降轴33包含斜探头升降电机19、斜探头升降轴丝杠27、斜探头升降轴滑块26。
所述的斜探头工装21通过斜探头工装连接板35固定在斜探头升降轴滑块26上,直探头工装22通过直探头工装连接板38固定到直探头升降轴滑块39上,直探头升降轴32与斜探头升降轴33分别固定在连接轴24左右两侧,CCD视觉相机23通过CCD视觉相机连接板34固定在连接轴24前侧,三维轮廓传感器25固定在连接轴24后侧,直探头升降轴32通过直探头升降电机20转动直探头升降轴丝杠28带动直探头升降轴滑块39进而使直探头工装22上下平移移动,斜探头升降轴33通过斜探头升降电机19转动斜探头升降轴丝杠27带动斜探头升降轴滑块26进而使斜探头工装21上下平移移动;斜探头36安装在斜探头工装连接板35上,直探头37安装在直探头工装连接板38上。
所述的连接轴24包含法兰29、缓冲弹簧30、连接板31,所述缓冲弹簧30的一端与连接板31连接,另一端与法兰29连接,连接板31的两侧分别固定直探头升降轴32、斜探头升降轴33,焊缝质检工装7整体通过连接板31上端的法兰29固定在六轴机器人8第六轴上,对挖机动臂斗杆进行内部质量扫查时,缓冲弹簧30确保直探头37与斜探头36不受刚性碰撞损伤,同时使质检过程中探头与扫查区域始终保持良好耦合,保证相控阵质检结果的可靠性。
所述的斜探头36、直探头37携带楔块,所述楔块为水楔块,具备注水孔,质检过程中实时通过水泵向其进行注水,探头的耦合剂为水,水流速度为5ml/min。
所述斜探头36检测对接焊缝,分别沿着焊缝两侧进行扫查;直探头37检测角接焊缝,角接焊缝检测时先用斜探头36进行角接焊缝正面扫查,再用直探头37沿着角接焊缝侧壁扫查。
所述的三维轮廓传感器25为挖机动臂斗杆焊缝表面质量检测装置,三维轮廓传感器25内部构件为工业相机与线激光发生器,线激光发生器激发的线激光投射到焊缝表面上,工业相机对带有激光线的焊缝区域进行拍摄后进行点云模式成像,重建焊缝的三维结构达到对焊缝表面质量的检测,斜探头36与直探头37为挖机动臂斗杆焊缝内部质量检测装置,CCD视觉相机23监控斜探头36与直探头37检测焊缝的扫查状态;所述三维轮廓传感器25进行焊缝表面质量检测时检测速度为12m/min,斜探头36与直探头37进行焊缝内部质量检测时检测速度为6m/min,焊缝内部质量检测工序与焊缝表面质量检测工序分开进行。
参见图1至图4所示,本发明的挖机动臂斗杆双工位智能检测系统的实现方法,包括如下步骤:
步骤1、利用相控阵校核标试块对斜探头与直探头校准并将校准参数自动更新至内置参数中,利用三维轮廓传感器标定块对三维轮廓传感器点云成像进行校核并将校准参数自动更新至内置参数中;
步骤2、挖机动臂与挖机斗杆按照预定安装方向自动安装于挖机动臂质检工位处与挖机斗杆质检工位处;
步骤3、利用三维轮廓传感器先对挖机动臂各个焊缝进行表面质量检测,具体为:当焊缝接头形式为角焊缝时,工件表面法线方向与线激光轴线夹角为30°,且线激光与焊缝横向方向平行;当焊缝接头形式为对接焊缝时,工件表面法线方向与线激光轴线重合,且线激光与焊缝横向方向平行;
步骤4、人工对挖机动臂各个焊缝表面及周边进行打磨,去除焊瘤、焊渣、飞溅等;
步骤5、利用三维轮廓传感器先对挖机斗杆各个焊缝进行表面质量检测,具体为:当焊缝接头形式为角焊缝时,工件表面法线方向与线激光轴线夹角为30°,且线激光与焊缝横向方向平行;当焊缝接头形式为对接焊缝时,工件表面法线方向与线激光轴线重合,且线激光与焊缝横向方向平行;
步骤6、利用直探头与斜探头对挖机动臂各个焊缝进行内部质量检测,具体为:对接焊缝质检扫查,利用斜探头检测对接焊缝,斜探头下表面贴合焊缝一侧母材沿着焊缝方向进行扫查;焊缝一侧质检扫查结束后再进行另一侧质检扫查;挖机动臂角接焊缝质检扫查:先利用斜探头下表面贴合角接焊缝正面进行角接焊缝正面扫查,再用直探头下表面贴合角接焊缝侧壁沿着焊缝方向进行扫查;
步骤7、人工对挖机斗杆各个焊缝表面及周边进行打磨,去除焊瘤、焊渣、飞溅等;
步骤8、利用直探头与斜探头对挖机斗杆各个焊缝进行内部质量检测,具体为:对接焊缝质检扫查,利用斜探头检测对接焊缝,斜探头下表面贴合焊缝一侧母材沿着焊缝方向进行扫查;焊缝一侧质检扫查结束后再进行另一侧质检扫查;挖机动臂角接焊缝质检扫查:先利用斜探头下表面贴合角接焊缝正面进行角接焊缝正面扫查,再用直探头下表面贴合角接焊缝侧壁沿着焊缝方向进行扫查;
步骤9、检测后的挖机动臂、挖机斗杆进入下一工位,下一批次挖机动臂、挖机斗杆上料进入挖机动臂质检工位处与挖机斗杆质检工位处,依据步骤2-8对新批次挖机动臂斗杆进行表面质量质检与内部质量质检。
以上所述仅为本发明的优选实例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡对本发明所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 挖机动臂斗杆双工位智能检测系统与实现方法
- 一种集采挖与收装一体的智能挖藕机及挖藕方法