一种铁路产品零部件高耐蚀表面处理方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及铁路产品零部件高耐蚀表面处理防腐,特别是关于一种提高铁路室外产品零部件高耐蚀表面处理方法。
背景技术
随着国内轨道行业的迅速发展,铁路产品中钢铁零部件的耐腐蚀性能要求不断提升,现今信号继电器、转辙机等室外产品中,钢铁零部件的表面处理以电镀锌为主,锌镀层在密闭或半密闭的潮湿、沿海腐蚀等特殊环境条件下易腐蚀,生成白色的腐蚀产物,俗称“白霜”。纯锌镀层已逐渐难以满足铁路室外产品的防腐性能要求。
电镀锌基合金一般指以锌为主要成分,并含有少量的其它金属的电镀层。目前,应用较多的是锌与铁族金属形成的二元合金,即锌-镍、锌-钴、锌-铁合金等,它们具有共同特性是良好的防腐性能。
采用锌的合金镀层,可大大提高钢铁零件的耐腐蚀性能,如,锌镍合金镀层具有比纯锌镀层优良的耐腐蚀性能,镀层中含有少量镍的电镀层,当含镍是7%-9%的合金镀层时,耐腐蚀性是纯锌镀层的3倍以上;当含镍是13%左右的合金镀层时,耐腐蚀性是纯锌镀层的5倍以上。
发明内容
本发明的目的是提供一种工艺参数稳定、镀层质量可靠且符合环保要求的一种铁路产品零部件高耐蚀表面处理方法,以便提高零部件的防腐性能,且达到技术要求的外观。
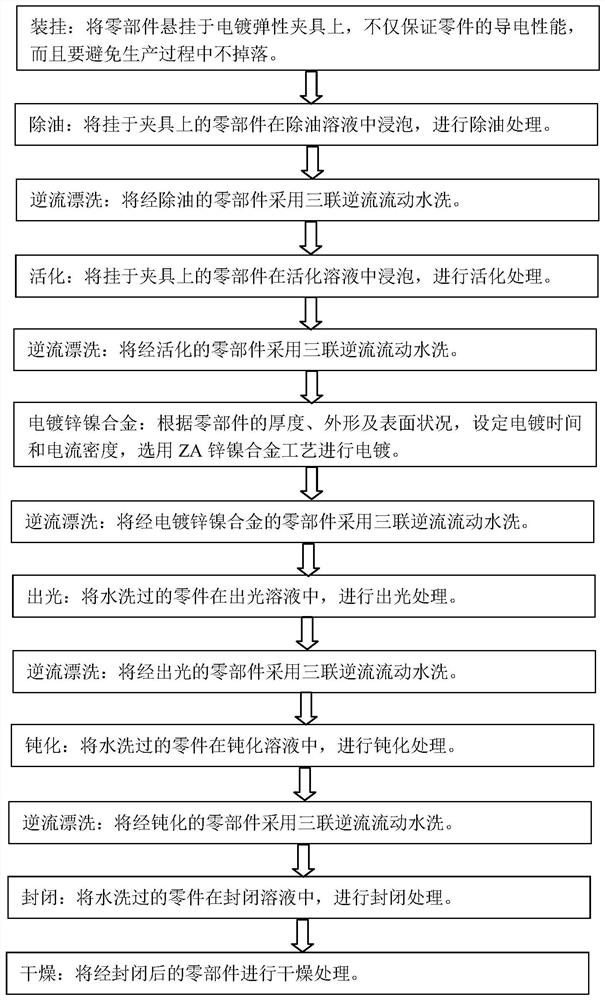
为解决上述问题,本发明的技术方案是:涉及一种铁路产品零部件高耐蚀表面处理方法,将零部件进行电镀处理,其特征是:所述表面高耐蚀处理方法包括如下工艺流程:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将装挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将水洗后的零部件在活化溶液中浸泡,进行活化处理;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据零部件的厚度、外形及表面状况,设定电镀时间和电流密度,选用ZA锌镍合金工艺进行电镀;
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;
⒀干燥:将经封闭后的零部件进行干燥处理。
所述步骤⑵除油溶液为:金属除油剂LA 50g/L~ 70g/L;除油溶液温度为:40℃~60℃。
所述步骤⑷活化溶液为:盐酸200mL/L ~600mL/L。
所述步骤⑹电镀锌镍合金设定电镀时间为40min ~ 80min,电流密度为1.5A/dm
电镀锌镍合金配方为:氧化锌10g/L~ 15g/L、氢氧化钠100g/L~ 150g/L、92镍盐80mL/L~90mL/L、95主光亮剂0.6mL/L~ 1.2mL/L、97次级光亮剂2.5mL/L~ 3.5mL/L。
所述步骤⑻出光溶液为:0.5mL/L~1.5mLL。
所述步骤⑽钝化溶液为H2钝化液,使用量:100mL/L~ 125mL/L。
所述步骤⑿封闭溶液为L30封闭液,使用量:110mL/L~ 170mL/L。
所述步骤⑹电镀锌镍合金根据零件基材分为两种,铸钢和Q235钢;电镀时间:铸钢70min,Q235钢50min;电流密度:铸钢2 A/dm
本发明的优点是,锌镍合金镀层耐蚀性比纯锌镀层高,工艺过程比镀镉环保,除了以上两个主要方面还提高了钢铁零部件的可焊性、机械性能,且对零部件的氢脆影响极低。电镀锌镍合金的生产过程中,无国家禁止使用的化学品,也不会产生污染环境的副产物,生产废水可达到国家废水排放要求。不仅提高铁路产品零部件的高耐蚀性能,而且可保证产品的性能指标,保证轨道列车的安全运行。
下面结合实施例附图对本发明做进一步说明。
附图说明
图1是本发明实施例工艺流程图。
具体实施方式
以下结合实施例描述本发明一种铁路产品零部件高耐蚀表面处理方法,这些描述并不是对本发明内容作进一步的限定。
本发明中的铁路产品零部件基材分为两种,铸钢和Q235钢;电镀时间:铸钢70min,Q235钢50min;电流密度:铸钢2 A/dm
实施例1(铸钢)
如图1所示,本发明涉及一种铁路产品零部件高耐蚀表面处理方法,其特征是:所述高耐蚀表面处理方法包括如下步骤:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;金属除油剂LA50g/L;温度为:60℃;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将挂于夹具上的零部件在活化溶液中浸泡,进行活化处理;盐酸为200mL/L;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据铸钢基材及表面状况,设定电镀时间和电流密度,进行电镀锌镍合金处理;所述电镀时间为40min,电流密度3A/dm
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理,盐酸为0.5mL/L;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;H2钝化液为100mL/L;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;L30封闭液为110mL/L;
⒀干燥:将经封闭后的零部件进行干燥处理。
实施例2(铸钢)
如图1所示,本发明涉及一种铁路产品零部件高耐蚀表面处理方法,其特征是:所述高耐蚀表面处理方法包括如下步骤:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;金属除油剂LA60g/L;温度为:50℃;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将挂于夹具上的零部件在活化溶液中浸泡,进行活化处理;盐酸350mL/L;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据铸钢基材及表面状况,设定电镀时间和电流密度,进行电镀锌镍合金处理;所述电镀时间为70min,电流密度2 A/dm
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理,盐酸1mL/L;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;H2钝化液115mL/L;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;L30封闭液130mL/L;
⒀干燥:将经封闭后的零部件进行干燥处理。
实施例3(铸钢)
如图1所示,本发明涉及一种铁路产品零部件高耐蚀表面处理方法,其特征是:所述高耐蚀表面处理方法包括如下步骤:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;金属除油剂LA70g/L;温度为:40℃;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将挂于夹具上的零部件在活化溶液中浸泡,进行活化处理;盐酸为600mL/L;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据铸钢基材及表面状况,设定电镀时间和电流密度,进行电镀锌镍合金处理;所述电镀时间为80min,电流密度1.5 A/dm
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理,盐酸为1.5mL/L;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;H2钝化液为125mL/L;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;L30封闭液为170mL/L;
⒀干燥:将经封闭后的零部件进行干燥处理。
实施例4(Q235钢)
如图1所示,本发明涉及一种铁路产品零部件高耐蚀表面处理方法,其特征是:所述高耐蚀表面处理方法包括如下步骤:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;金属除油剂LA45g/L;温度为:60℃;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将挂于夹具上的零部件在活化溶液中浸泡,进行活化处理;盐酸为260mL/L;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据铸钢基材及表面状况,设定电镀时间和电流密度,进行电镀锌镍合金处理;所述电镀时间为40min,电流密度为2.8A/dm
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理,盐酸为0.5mL/L;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;H2钝化液为105mL/L;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;L30封闭液为115mL/L;
⒀干燥:将经封闭后的零部件进行干燥处理。
实施例5(Q235钢)
如图1所示,本发明涉及一种铁路产品零部件高耐蚀表面处理方法,其特征是:所述高耐蚀表面处理方法包括如下步骤:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;金属除油剂LA60g/L;温度为:50℃;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将挂于夹具上的零部件在活化溶液中浸泡,进行活化处理;盐酸为350mL/L;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据铸钢基材及表面状况,设定电镀时间和电流密度,进行电镀锌镍合金处理;所述电镀时间为70min,电流密度为2 A/dm
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理,盐酸为1.2mL/L;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;H2钝化液为120mL/L;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;L30封闭液为140mL/L;
⒀干燥:将经封闭后的零部件进行干燥处理。
实施例6(Q235钢)
如图1所示,本发明涉及一种铁路产品零部件高耐蚀表面处理方法,其特征是:所述高耐蚀表面处理方法包括如下步骤:
⑴装挂:将零部件悬挂于电镀弹性夹具上,不仅保证零件的导电性能,而且要避免生产过程中不掉落;
⑵除油:将挂于夹具上的零部件在除油溶液中浸泡,进行除油处理;金属除油剂LA65g/L;温度为:40℃;
⑶逆流漂洗:将经除油的零部件采用二联逆流流动水洗;
⑷活化:将挂于夹具上的零部件在活化溶液中浸泡,进行活化处理,盐酸为500mL/L;
⑸逆流漂洗:将经活化的零部件采用二联逆流流动水洗;
⑹电镀锌镍合金:根据铸钢基材及表面状况,设定电镀时间和电流密度,进行电镀锌镍合金处理;所述电镀时间为80min,电流密度为1.5 A/dm
⑺逆流漂洗:将经电镀锌镍合金的零部件采用二联逆流流动水洗;
⑻出光:将水洗过的零件在出光溶液中,进行出光处理,盐酸为1.5mL/L;
⑼逆流漂洗:将经出光的零部件采用二联逆流流动水洗;
⑽钝化:将水洗过的零件在钝化溶液中,进行钝化处理;H2钝化液为120mL/L;
⑾逆流漂洗:将经钝化的零部件采用二联逆流流动水洗;
⑿封闭:将水洗过的零件在封闭溶液中,进行封闭处理;L30封闭液为165mL/L;
⒀干燥:将经封闭后的零部件进行干燥处理。
本发明将钢铁零部件电镀锌镍合金,通过电化学的方法,在零件表面有效沉积一层含一定比例镍的Zn-Ni合金镀层,该镀层为单一γ相结构,而且锌镍镀层γ相铁的电位更负,在腐蚀介质中铁为阴极,γ相为牺牲性阳极。所以锌镍合金镀层表面不会形成多相的微电池腐蚀,在NaCl溶液中镀层的腐蚀电务介于锌和铁之间,镀层的腐蚀原动力比锌小,镀层被损坏处与铁组成的微电池腐蚀电动势也比镀锌层小,对钢铁件来说锌镍合金镀层起到了电化学保护的作用,其耐腐蚀性远远高于纯锌镀层。
本发明将铸钢和Q235钢进行镀前处理、电镀锌镍合金、镀后处理后,零件需进行以下检测:
1.外观检测:在自然光下,高、中、低电流密度区,外观均匀一致。
2.厚度检测:用Fischer X 射线荧光分析仪进行检测,高、中、低电流密度区的厚度及镀层镍含量达到技术要求。
3.硬度检测:用DHV-1000-CCD维氏硬度计测量,硬度可达到605HV。
4.耐蚀性能检测:用中性盐雾试验进行检测,768h后表面未出现腐蚀现象。
本发明上述实施例方案仅是对本发明的说明而不能限制本发明,权利要求中指出了本发明产品组成成分、成分比例、工艺方法参数的范围,而上述的说明并未指出本发明参数的范围,因此,在与本发明的权利要求书相当的含义和范围内的任何改变,都应当认为是包括在权利要求书的范围内。
- 一种铁路产品零部件高耐蚀表面处理方法
- 一种高耐蚀压延铜箔表面处理方法