一种降低芯片Wire-Bond裂率的工艺
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及半导体加工技术领域,尤其涉及一种降低芯片Wire-Bond裂率的工艺。
背景技术
现有的SDC5091系列产品在进行Wire-Bond加工工艺时,均通过
发明内容
本发明针对现有技术的不足,提供了一种降低芯片Wire-Bond裂率的工艺。
本发明通过以下技术手段实现解决上述技术问题的:
一种降低芯片Wire-Bond裂率的工艺,包括以下步骤:
S1加热烧球、瓷嘴焊头在加热位置,对焊线的端头加热,将焊线的端头融化成金属圆球;
S2焊头移至第一焊点、移动瓷嘴焊头至瓷嘴焊头处于键合衬垫的正上方,下移瓷嘴焊头到达第一焊点位置;
S3第一焊点压焊、瓷嘴焊头下压,瓷嘴焊头将焊线端头的金属圆球在键合衬垫表面压成饼状,将焊线焊接在键合衬垫表面;
S4放线转移、移动瓷嘴焊头至导线框架的正上方,同时放出焊线2;
S5焊头移至第二焊点、瓷嘴焊头下移到第二焊点的位置;
S6第二焊点压焊、瓷嘴焊头下压,瓷嘴焊头将焊线压焊在导线框架表面;
S7拉断尾丝、瓷嘴焊头上提,将焊线拉断;
S8焊头复位、瓷嘴焊头复位到加热位置,重复进行S1~S7步骤。
所述焊线为金银合金线,包含金、银、钯,其中银的质量分数不低于94.5%。
作为上述技术方案的改进,所述金银合金线,其中金银合金线为含银量94.5%~96.5%,含金量0.8%~1.2%、含钯量2.8%~3.5%的SAG5-Ag金银合金线。
作为上述技术方案的改进,所述第一焊点压焊力度为120g,第二焊点压焊力度为88g。
本发明的有益效果:
1、焊线更换为含银量94.5%~96.5%,含金量0.8%~1.2%,含钯量2.8%~3.5%的SAG5-Ag金银合金线,SAG5-Ag金银合金线相对于镀钯铜线来说质地较软,在压焊的过程中,SAG5-Ag金银合金线可以充分形变,减小对键合衬垫的压力,防止键合衬垫在压焊过程中碎裂,提高良品率;
2、SAG5-Ag金银合金线由于质地较软,在压焊过程可以充分形变,提高焊点的接触面,便于提高焊接的牢固性,同时在键合衬垫和导线框架搭线时对焊线进行塑形。
附图说明
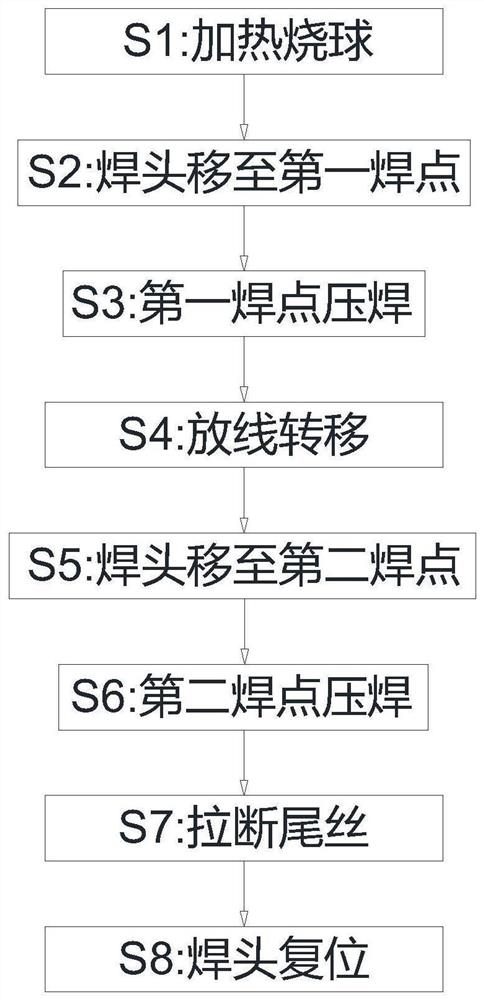
图1为本发明实施例所述一种降低芯片Wire-Bond裂率的工艺流程图;
图2为本发明实施例所述一种降低芯片Wire-Bond裂率的工艺焊头工作示意图;
图中:1、瓷嘴瓷嘴焊头;2、焊线;3、金属圆球;4、键合衬垫;5、导线框架。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
实施例
如图1所示,本实施例所述一种降低芯片Wire-Bond裂率的工艺,包括以下步骤:
S1加热烧球、瓷嘴焊头1在加热位置,对焊线2的端头加热,焊线2的加热温度为200℃~210℃,将焊线2的一端加热融化成金属圆球3;;
S2焊头移至第一焊点、移动瓷嘴焊头1至瓷嘴焊头1处于键合衬垫4的正上方,下移瓷嘴焊头1到达第一焊点位置,第一焊点位置为瓷嘴焊头1的下压位置到键合衬垫4之间的距离,便于微调瓷嘴焊头1搜寻并对准第一焊点;
S3第一焊点压焊、瓷嘴焊头1下压,瓷嘴焊头1将焊线2端头的金属圆球3在键合衬垫4表面压成饼状,将焊线2焊接在键合衬垫4表面;瓷嘴焊头1的下压力度为120g;
S4放线转移、移动瓷嘴焊头1至导线框架5的正上方,同时放出焊线2;瓷嘴焊头1移动过程中将焊线2放出,在键合衬垫4和导线框架5之间搭线;
S5焊头移至第二焊点、瓷嘴焊头1下移到第二焊点的位置,第二焊点位置为瓷嘴焊头1的下压位置到键合衬垫4之间的距离,便于微调瓷嘴焊头1搜寻并对准第二焊点;
S6第二焊点压焊、瓷嘴焊头1下压,瓷嘴焊头1将焊线2压焊在导线框架5表面;瓷嘴焊头1下压力为88g,防止导线断裂,避免焊线2和导线框架5的焊接点面积不够,防止脱线;
S7拉断尾丝、瓷嘴焊头1上提,拉断焊线2;
S8焊头复位、瓷嘴焊头1复位到加热位置,重复进行S1~S7步骤。
所述焊线2为金银合金线,其中金银合金线内银含量94.5%~96.5%,含金量0.8%~1.2%,钯含量2.8%~3.5%。
需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。