依靠板型仪参数设置自动调节过平整机带钢板型的方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及一种依靠板型仪参数设置自动调节过平整机带钢板型的方法。
背景技术
目前通过人工或者气流非接触式涡流测量或者板型辊进行调节,人工完全依靠经验,有局限性,浪费人力,气流非接触式涡流测量喷射孔容易堵造成测量不准,板形辊由于相关设置的参数不合适,在高低速下不能将原料浪形全部纠正过来,且反应速度慢。
其中气流非接触式涡流测量或者板型辊进行调节为后馈反映调节机制,在测量了带钢实际版型后,根据设定的目标板形曲线,平整机自动对带钢板形进行调节。
板型矢量利用切比雪夫多项式,拟合出当前板形情况,其式中为板宽,为板形系数,为板形函数,单位为工,为归一化的单边浪一次函数(C1)、双边浪二次函数(C2)、四分浪四次函数系数(C4)。
数学正交部分对应不同宽度的板形辊的物理传感器。
P(x)=C0*T0(x)+C1*T1(x)+C2*T2(x)+C3*T3(x)+C4*T4(x)
T0(x)=1;T1(x)=x;T2(x)=2x
发明内容
本发明的目的在于提供一种依靠板型仪参数设置自动调节过平整机带钢板型的方法。
本发明解决其技术问题所采用的技术方案是:依靠板型仪参数设置自动调节过平整机带钢板型的方法,包括以下步骤:
1)用工作辊弯辊控制C2缺陷浪形,如果中间辊弯辊达到限制值100KN~750KN,CVC窜辊会来消除C4缺陷浪形;如果带钢宽度小于1200mm,工作辊弯辊达到限制值-300KN~700KN,中间辊弯辊会来消除C2缺陷浪形;
2)如果中间辊弯辊达到限制值100KN~700KN,CVC窜辊弯辊会来消除C2缺陷浪形;如果带钢宽度大于1200mm,工作辊弯辊达到限制值-300KN~700KN,CVC窜辊弯辊会来消除缺陷C2缺陷浪形;
3)在前后带钢宽度差大于100mm时,过焊缝,工作辊弯辊、中间辊弯辊、CVC值全部复位为0,只有倾斜值不变;前后带钢宽度差小于100mm时,工作辊弯辊、中间辊弯辊、CVC值、倾斜值保持不变;
4)在人工进行干预时,板形辊自动板型调节功能会冷冻0.5秒后,再进行控制。
本发明具有以下有益效果:使用了设置的参数后,带钢由于板形浪形造成的产品降级改判率降低50%,同时板型仪调节反应速度提高30%。
附图说明
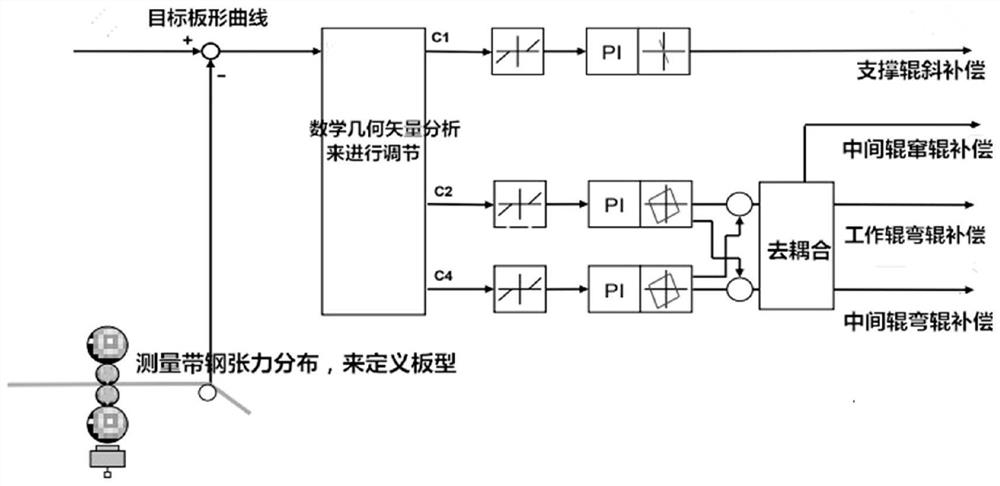
图1是本发明板形仪调节原理图。
具体实施方式
以下是本发明的具体实施例,对本发明的技术方案做进一步描述,但是本发明的保护范围并不限于这些实施例。凡是不背离本发明构思的改变或等同替代均包括在本发明的保护范围之内。
板形仪调节原理如图1所示。板型仪设置相关参数:参数相互独立,互不影响。
C1正交错误浪形--支撑辊(HGC)倾斜进行补偿(超过0.75N/mm2开始自动纠正)
C2正交错误浪形--工作辊(WRB)纠正进行补偿(超过1N/mm2开始自动纠正)
C4正交错误浪形--中间辊(IRB)纠正进行补偿(超过3N/mm2开始自动纠正)
依靠板型仪参数设置自动调节过平整机带钢板型的方法,包括以下步骤:
工作辊弯辊主要来控制C2缺陷浪形。
如果中间辊弯辊达到限制值100KN~750KN,CVC窜辊会来消除C4缺陷浪形。
如果带钢宽度小于1200mm,工作辊弯辊达到限制值-300KN~700KN,中间辊弯辊会来消除C2缺陷浪形。
如果中间辊弯辊达到限制值100KN~700KN,CVC窜辊弯辊会来消除C2缺陷浪形。
如果带钢宽度大于1200mm,工作辊弯辊达到限制值-300KN~700KN,CVC窜辊弯辊会来消除缺陷C2缺陷浪形。
在前后带钢宽度差大于100mm时,过焊缝,工作辊弯辊、中间辊弯辊、CVC值全部复位为0,只有倾斜值不变;前后带钢宽度差小于100mm时,工作辊弯辊、中间辊弯辊、CVC值、倾斜值保持不变。
在人工进行干预时,板形辊自动板型调节功能会冷冻0.5秒后,再进行控制。
去耦合:去除芯片电源管脚上的噪声。
实施例1
薄料钢种DC01,厚度0.4mm,宽度1510mm
1、带钢C1缺陷板型从一开始的1.5I到-1.5I,由(HGC)倾斜进行补偿,由0.24mm慢慢降低到0.11mm,最终调节到0.18mm,最终C1缺陷带钢板型被调节到0.5I到-0.5I,带钢板型变好。
2、带钢C2缺陷板型从一开始的5I到-4I,由工作辊弯辊(WRB)进行调节补偿,由204KN慢慢降低到-81KN,最终调节到-28KN,最终C2缺陷板型调节1I到1.5I,带钢板型变好。
3、带钢C4缺陷板型从一开始的4I到-3I,由中间辊弯辊(IRB)进行补偿,由-913KN慢慢提高到1059KN,最终调节到242KN,带钢板型被板型仪调节到0到-2I,带钢板型变好。
实施例2
中间规格钢种DC01厚度1.2mm,宽度1282mm
1、带钢C1缺陷板型从一开始的1.3I到-0.42I,由(HGC)倾斜进行补偿,由-0.16mm慢慢升高到-0.1mm,最终C1缺陷带钢板型调节0.28I到-0.3I左右,带钢板型变好。
2、带钢C2缺陷板型从一开始的2.35I到-1.62I,由工作辊弯辊(WRB)进行调节补偿,由303KN慢慢降低到186KN,最终调节到235KN,最终C2缺陷带钢板型调节0.47I到1.15I,带钢板型变好。
3、带钢C4缺陷板型从一开始的0.66I到-1.5I,由中间辊弯辊(IRB)进行补偿,由585KN慢慢提高到663KN,最终调节到628KN,带钢板型被板型仪调节到0.04I到0.3I,带钢板型变好。
实施例3
钢种DC01厚度2.5mm,宽度1535mm
1、带钢C1缺陷板型从一开始的0.87I到-1I,由(HGC)倾斜进行补偿,由-0.1mm慢慢升高到-0.028mm,最终C1缺陷板型调节为0.18I到-0.058I,带钢板型变好。
2、带钢C2缺陷板型从一开始的1.118I到-0.166I,由工作辊弯辊(WRB)进行调节补偿,由-295KN慢慢提高到-242KN,最终C2缺陷板型调节为1.2I到1.3I,带钢板型变好。
3、带钢C4缺陷板型从一开始的1.0I到1.38I,由中间辊弯辊(IRB)进行补偿,由847KN慢慢提高到862KN,带钢板型被板型仪调节到1.26I到1.33I,带钢板型变好。
效果:使用了设置的参数后,带钢由于板形浪形造成的产品降级改判率降低50%,同时板型仪调节反应速度提高30%。
- 依靠板型仪参数设置自动调节过平整机带钢板型的方法
- 依靠板型仪参数设置自动调节过平整机带钢板型的方法