激光加工方法以及激光加工装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明关于一种激光加工方法以及激光加工装置,特别是在以激光对玻璃基板开孔的情况,能检测出孔已贯通。
背景技术
在以激光开孔时,会有希冀确实地检测出孔已贯通的情况。而作为验证加工动作是否正常进行的手段,例如有专利文献1所揭露的对各个孔蓄积加工功率并分别与预定值做比较者,或者有如专利文献2所揭露的对各个孔测量照射激光时的反射强度并分别与预定值做比较者。
专利文献
专利文献1:日本特开平9-308977号公报
专利文献2:日本特开2004-9074号公报
发明内容
发明所欲解决的课题
所述方法中,仅判定激光是否正常被照射,并非用以检测已开孔、甚至孔已贯通。
于是,本发明目的在于,特别是在以激光对玻璃基板开孔的情况,能检测出孔已贯通。
解决课题的技术手段
在本申请所揭露的具代表性的一种激光加工方法,借由照射激光而在基板开钻贯通孔,其中,借由检测出在加工动作时于该基板的端面的光检测位准,并检测出该光检测位准已降低至预定的位准,而检测出孔已贯通。
发明功效
若根据本发明,在以激光对玻璃基板开孔的情况,能检测出孔已贯通。
附图说明
图1用以说明本发明一实施例中贯通判定动作的图。
图2为在本发明一实施例所使用的激光加工装置的概略方块图。
图3用以说明钻孔加工的例子的图。
图4表示本发明一实施例中加工的孔的形状的剖面图。
附图标记说明
1 玻璃基板
2 工作台
4 控制部
5 激光照射系统
6 UV激光
8 光学传感器
9 端面
10 孔
具体实施方式
现针对本发明的一实施例做说明。
图2为在本发明一实施例所使用的激光加工装置的概略方块图。各构成要素与连接线主要表示用以说明本实施例而认为必要者,并非表示作为激光加工装置的所有必需要素者。
在图2中,玻璃基板1透过吸附夹具3而载置于激光加工装置的工作台2上,并在控制装置各部分动作的控制部4的控制之下,借由从激光照射系统5照射UV激光6而开钻多个孔。
吸附夹具3为发挥后述作用者:借由设在自身的吸附孔7而从下方吸引玻璃基板1,并防止其浮起。控制部4则令为后述者:构成为以程控的处理装置为中心,并具有此处所说明的功能以外的控制功能,还连接至未图示的方块。
至此所述的构成乃为在本技术领域为人熟知的构成。组件符号8为光学传感器,其接触并配置在玻璃基板1的端面9,而检测由端面9所折射的光的大小。在此情况的光学传感器8亦可为将多个光检测组件沿着玻璃基板1的端面9并排而提高感度者。
控制部4则如后述,借由来自光学传感器8的检测信号而能判别孔的贯通状态。
控制部4借由控制装置各部分的动作,以须开孔的位置为中心,连续进行对多个地方照射激光而能开钻贯通孔(以下将对一个孔位置的多个地方进行连续照射而做的加工称为钻孔加工)。
作为钻孔加工的方法,则有以描绘涡卷状(螺旋状)的轨迹的方式渐次改变位置的方法,以及后述的方法:如图3所示,以将须开孔的位置中心P作为中心而描绘圆的方式反复进行激光照射S后,渐次改变圆的半径并同样反复进行。
图4表示本发明一实施例中加工的孔的形状的剖面图。
当UV激光6照射至玻璃基板1,则UV激光6会在玻璃基板1的内部被折射而入射至玻璃基板1的端面9。图4的(a)表示对玻璃基板1开始照射时,在此时期往玻璃基板1的端面9的折射光较强。然而,之后随着加工推进,因为在孔位置的玻璃部分会逐渐地减少,所以往端面9的折射光也会渐次减少。图4(b)表示孔10贯通时的状态。
往玻璃基板1的端面9的折射光并非只有在开始照射时与贯通时会改变,孔位置不同,或者已贯通的孔位置或数量不同时也会改变。
于是,在本实施例对于进行开孔的玻璃基板,借由事先的实验等对所有的孔位置检测各个在贯通状态时光学传感器8的输出位准(以下称为贯通位准),并掌握其中最低的输出位准(以下称为最低贯通位准),借此当随着钻孔加工的进行导致输出位准逐渐降低而达到最低贯通位准,则判定孔已贯通。
贯通位准会因为孔位置不同,或者因为已贯通的孔位置或数量不同而改变,所以只要如上述在成为最低贯通位准时判定孔已贯通,则不论在哪个孔位置都能确实地侦测出已贯通。
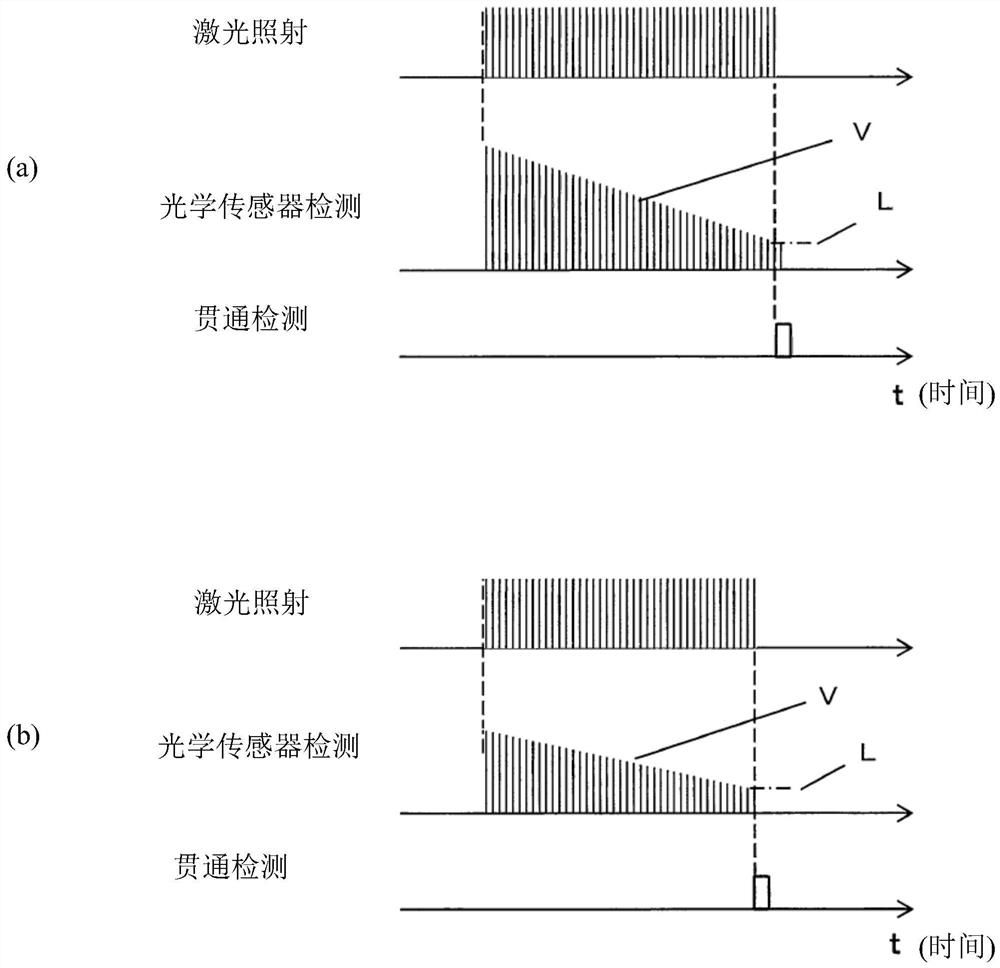
图1用以说明控制部4中的贯通判定动作的图。
图1(a)表示在玻璃基板1中的一个孔位置的状态。控制部4监测在开始照射UV激光6时的光学传感器8的输出位准V,当随着钻孔加工的进行导致输出位准V逐渐降低而达到最低贯通位准L,则判定孔已贯通。
当控制部4判定孔已贯通,则停止激光照射系统5对该孔位置照射激光,而开始对下个孔位置照射激光。
又,图1(b)表示在玻璃基板1中的其他孔位置的状态。于此,控制部4监测在开始照射UV激光6时的光学传感器8的输出位准V,当随着钻孔加工的进行导致输出位准V逐渐降低而达到最低贯通位准L,则判定孔已贯通。
当控制部4判定孔已贯通,则相同于上述内容,停止激光照射系统5对该孔位置照射激光,而开始对下个孔位置照射激光。
在以上实施例中,借由事先掌握最低贯通位准L,当随着钻孔加工的进行导致输出位准V逐渐降低而达到最低贯通位准L时,则判定孔已贯通,惟亦可借由其他方法来判定孔已贯通。
举例而言,亦可借由事先的实验等,检测出贯通时的光学传感器8的输出位准V相对于开始照射激光时的光学传感器8的输出位准V是降低了多少比例(以下称为贯通比例),并掌握其中最低的比例(以下称为最低贯通比例),当随着钻孔加工的进行导致输出位准V逐渐降低而达到最低贯通比例时,则判定孔已贯通。在此方法中,也因为不论在哪个孔位置都能确实地侦测出已贯通,所以在成为最低贯通比例时即判定孔已贯通。
附带一提的是,在此方法的情况,亦可选用开始照射激光后一刻的光学传感器8的输出位准V来取代开始照射激光时的光学传感器8的输出位准V。更进一步,若贯通时的输出位准V相较于贯通前是压倒性地小的话,则也可选用比开始照射激光后一刻更之后的时间的光学传感器8的输出位准。
附带一提的是,在以上实施例中,只要玻璃基板1的尺寸、孔位置、孔尺寸、开孔顺序以及玻璃材料的规格没有变化,则最低贯通位准L或最低贯通比例理所当然会相同。是以,并没有必要事先掌握各个开孔的玻璃基板1的最低贯通位准L或最低贯通比例,在上述规格没有变化的范围下只要掌握一个玻璃基板1的标准即可。
然而,若想要避免各个玻璃基板1的微小变化,则亦可例如事先掌握各个批次的最低贯通位准L或最低贯通比例。
更进一步,在以上实施例中,针对进行UV激光6的钻孔加工的情况做说明,惟在本发明中,可使用CO
- 电镀钢板的激光切割和加工方法、激光切割和加工产品、热切割和加工方法、热切割和加工产品、表面处理的钢板、激光切割方法和激光器加工头
- 激光加工装置的控制装置、激光加工装置及激光加工方法