通用刀柄及其成型方法、使用方法
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及一种通用刀柄及其成型方法、使用方法,属于机加配件技术领域。
背景技术
在机械加工设备中,特别是在普通龙门铣床中,平面的切削加工是最常用的一种加工方式,为了提高加工效率,通常采用盘形铣刀进行切削加工;
当进行小面积加工时,一般采用小盘形铣刀,见图1,刀柄1的上端锥度轴插入机床锥度孔中;拉杆螺丝经过机床主轴孔由上而下穿入刀柄1的上端螺纹孔中;拧紧拉杆螺丝使刀柄紧固在机床主轴内孔中;然后在刀柄1的键槽中装上传动键;刀盘的中心孔与刀柄1的下端定位轴及小刀盘2的键槽与刀柄1上的键对齐后装上小刀盘2;盖上垫圈4;将压紧螺栓3穿过垫圈4的内孔拧入刀柄1的下端螺纹孔中并拧紧,这样就完成了刀盘的装配;
当进行大面积加工时,一般采用大盘形铣刀,见图2,将刀柄1的上端锥度轴插入机床锥度孔中,并使键槽部分与主轴上的键对齐。拉杆螺丝经过机床主轴孔由上而下穿入刀柄1的上端螺纹孔中;拧紧拉杆螺丝使刀柄1紧固在机床主轴内孔中;大刀盘6的中心孔与刀柄1的下端定位轴及大刀盘6的四只连接孔与刀柄上的四只螺纹孔对齐后装上大刀盘6;压紧螺栓3穿过刀盘的四只连接孔与刀柄的四只螺纹孔连接并拧紧,这样就完成了刀盘的装配;
当需要在小盘形铣刀和大盘形铣刀进行更换时,需要将刀柄卸下重新安装,在更换刀柄时,需要两人配合来完成,一人拿刀柄的锥度轴端装入机床主轴锥度内孔中,另一人将拉杆螺丝从主轴内孔另一端穿到刀柄的内螺纹孔中并拧紧拉杆螺丝,才能将刀柄换好,增加了生产成本;
机床主轴锥度内孔与刀柄配合次数越多,由于配合时产生的磨损,配合后的轴线的同轴度发生改变,降低了安装后的加工精度;
同时,小盘形铣刀和大盘形铣刀安装需采用不同的刀柄,必须采购两只不同的刀柄,增加了生产成本。
发明内容
为解决上述技术问题,本发明提供了一种通用刀柄。
本发明还提供了一种通用刀柄的成型方法。
本发明还提供了一种通用刀柄的使用方法。
本发明通过以下技术方案得以实现。
本发明提供的一种通用刀柄,包括:刀柄,在刀柄两侧设有沿着刀柄轴线方向设置的传动键孔及传动键槽,刀柄下部延伸有定位轴,定位轴外侧设有沿周向分布的卡槽。
上述一种通用刀柄中刀柄的成型方法,包括步骤如下:
步骤一,用T8工具钢棒料φ170X280的毛坯用数控车床夹住一端,另一端钻顶尖孔,用顶尖顶住车出半成品坯料,夹头端留在尺寸φ40mm一端,除长度保持280mm不变外,其余外形尺寸单边留2mm的精加工余量;
步骤二,进行调质处理,保证调质硬度为HRC45~50;
步骤三,半成品坯料调质好后,再用数控车床夹住夹头端,另一端用顶尖顶住,一次性车出零件外形尺寸,保证外圆尺寸,锥度,长度,并对两端螺纹孔打孔攻丝;
步骤四,所有车削工序完成后,上铣床铣出所有槽,再上铣削加工中心加工侧边螺纹孔。
上述一种通用刀柄的使用方法,步骤包括如下:
步骤一,将刀柄的上端锥度轴插入机床锥度孔中,并使键槽与主轴上的键对齐,拉杆螺丝经过机床主轴孔由上而下穿入刀柄的上端螺纹孔中;拧紧拉杆螺丝使刀柄紧固在机床主轴内孔中;
步骤二,当安装小刀盘时,刀柄中先装上传动键槽,小刀盘的中心孔与刀柄的下端定位轴对齐后装,此时及小刀盘的键槽与安装在刀柄上的传动键孔的键对齐后装上小刀盘,盖上垫圈;将压紧螺栓穿过垫圈的内孔拧入刀柄的下端定位轴上的螺纹孔中并拧紧,这样就完成了小刀盘的装配;
步骤三,当更换大刀盘时,将转换套的两半台阶部分对准卡入刀柄的下端定位轴上的卡槽中,大刀盘的中心孔与转换套的外圆及大刀盘的四只连接孔与刀柄的四只侧边螺纹孔对齐后装上大刀盘;压紧螺栓穿过大刀盘的连接孔与刀柄的螺纹孔连接并拧紧,这样就完成了大刀盘的更换。
本发明的有益效果在于:由于在更换小刀盘和大刀盘时,不需要将刀柄从机床主轴锥度内孔拆卸,解决了现有技术中需要两人进行拆装以及需要两个刀柄存在增加生产成本的问题,同时解决了刀柄与机床主轴锥度内孔多次拆卸配合磨损轴线的同轴度发生改变的问题,提高了安装后的加工精度。
附图说明
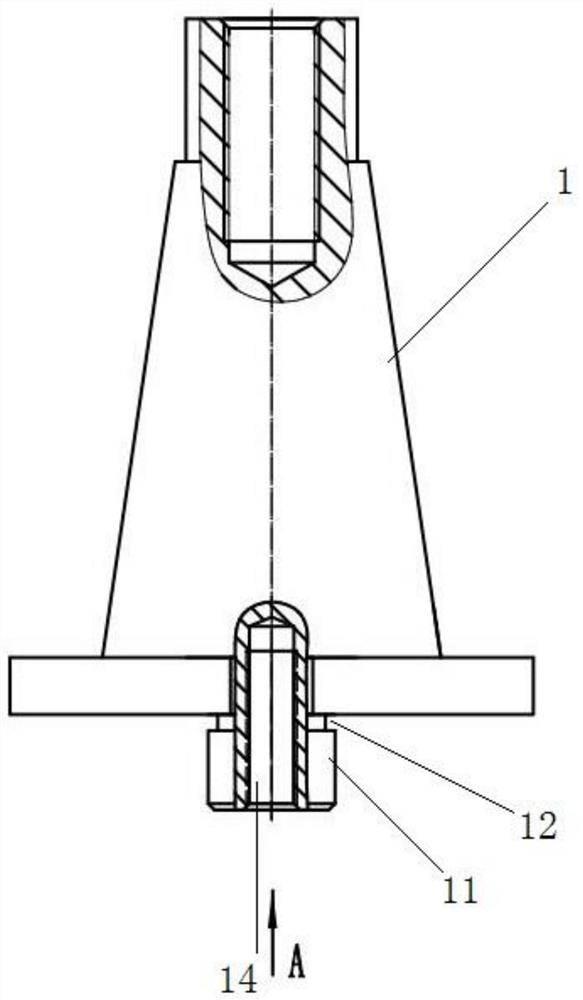
图1是本发明的主视图构示意图;
图2是图1中的向视图;
图3是本发明的小刀盘安装主视图构示意图;
图4是本发明的大刀盘安装主视图构示意图;
图5是本发明的现有小刀盘安装示意图;
图6是本发明的现有大刀盘安装示意图
图中:1-刀柄;2-小刀盘;11-定位轴;12-卡槽;13-传动键孔;14-传动键槽;4-垫圈;5-键;6-大刀盘。
具体实施方式
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
参见图1至图4所示。
本发明的一种通用刀柄,包括:刀柄1,在刀柄1两侧设有沿着刀柄1轴线方向设置的传动键孔13及传动键槽14,刀柄1下部延伸有定位轴11,定位轴11外侧设有沿周向分布的卡槽12。
所述传动键孔13为通孔。
所述凸台11位于刀柄1下端的中心位置,定位轴11内设有螺纹孔。
所述刀柄1侧边沿周向分布设有多个间隔的螺纹孔。
所述定位轴11上的螺纹孔中心线与刀柄1的中心线重合。
所述刀柄1为上小下大的圆锥形体,刀柄1顶部体内设有螺纹孔。
所述刀柄1采用T8工具钢制成。
上述一种通用刀柄中刀柄1的成型方法,包括步骤如下:
步骤一,参见图1至图2,用T8工具钢棒料φ170X280的毛坯用数控车床夹住一端,另一端钻顶尖孔,用顶尖顶住车出半成品坯料,夹头端留在尺寸φ40mm一端,除长度保持280mm不变外,其余外形尺寸单边留2mm的精加工余量;
步骤二,进行调质处理,保证调质硬度为HRC45~50;
步骤三,半成品坯料调质好后,再用数控车床夹住夹头端,另一端用顶尖顶住,一次性车出零件外形尺寸,保证外圆尺寸,锥度,长度,并对两端螺纹孔打孔攻丝;
步骤四,所有车削工序完成后,上铣床铣出所有槽,再上铣削加工中心加工侧边螺纹孔。
上述一种通用刀柄的使用方法,步骤包括如下:
见图1至图2,步骤一,将刀柄1的上端锥度轴插入机床锥度孔中,并使键槽13与主轴上的键对齐,拉杆螺丝经过机床主轴孔由上而下穿入刀柄1的上端螺纹孔中;拧紧拉杆螺丝使刀柄1紧固在机床主轴内孔中;
参见图1至图3,步骤二,当安装小刀盘2时,刀柄1中先装上传动键槽14,小刀盘2的中心孔与刀柄1的下端定位轴11对齐后装,此时及小刀盘2的键槽与安装在刀柄1上的传动键孔13的键5对齐后装上小刀盘2,盖上垫圈4;将压紧螺栓3穿过垫圈4的内孔拧入刀柄1的下端定位轴11上的螺纹孔中并拧紧,这样就完成了小刀盘的装配;
见图1、图2、图4,步骤三,当更换大刀盘时,将转换套4的两半台阶部分对准卡入刀柄1的下端定位轴11上的卡槽12中,大刀盘6的中心孔与转换套4的外圆及大刀盘6的四只连接孔与刀柄1的四只侧边螺纹孔对齐后装上大刀盘6;压紧螺栓3穿过大刀盘6的连接孔与刀柄1的螺纹孔连接并拧紧,这样就完成了大刀盘的更换。
由于在更换小刀盘2和大刀盘6时,不需要将刀柄1从机床主轴锥度内孔拆卸,解决了现有技术中需要两人进行拆装以及需要两个刀柄1存在增加生产成本的问题,同时解决了刀柄1与机床主轴锥度内孔多次拆卸配合磨损轴线的同轴度发生改变的问题,提高了安装后的加工精度。
- 通用刀柄及其成型方法、使用方法
- 通用刀柄