电解研磨装置
文献发布时间:2023-06-19 10:18:07
本专利申请是2018年4月17日申请的申请号为201810343062.0的名称为“电解研磨装置”专利申请的分案申请。
技术领域
实施例涉及电解研磨装置。更详细而言,实施例涉及一种用于向正极和负极接入电流,以电解液为媒介,在金属的表面引起电解而进行研磨的电解研磨装置。
背景技术
电解研磨(Electrolytic Polishing)是一种以溶解于电解液的金属为正极(Anode),将在电解液中不溶性的金属用作负极(Cathode),向正极和负极接入电压,从而以所述电解液为媒介,在金属的表面引起电解而进行研磨的方法。
为了利用这种电解研磨来研磨金属,在电解池中填充电解液,将要研磨的金属安装为正极,将不溶于电解液的金属安装为负极后,向正极和负极接入直流电。
另一方面,进行电解研磨后,大量含有从正极溶解的金属离子的高粘度液体层包围正极。在金属离子饱和的液体层中,金属不再溶解,形成高正极电位,因而与氧活跃地结合而形成氧化物表膜。
此时,溶解的金属离子主要积累于金属表面的凹陷部分,在凹陷部分,金属离子的移动和扩散少,电气通过不畅,因而金属不溶解。
相反,在金属表面的凸出部分,金属离子层形成得薄,因而电流集中,容易地使金属表面溶解,整体上使金属的表面更平滑。
其中,这种电解研磨通过电解研磨装置而实施,以往技术的电解研磨装置已在专利文献1中公开,参照附图,对其具体说明如下。
图1是整体上显示以往技术的电解研磨装置的立体图。即,如图1所示,以往技术的电解研磨装置在容纳有电解液112的电解池110的内部安装包括腔室、槽、配管等的电解研磨对象构件102。然后,在所述电解研磨对象构件102的研磨部104加装多个负极放置固定架120后,在将负极板130放置于所述多个负极放置固定架120之间的状态下,利用C型夹140固定,形成四边形负极基本框架。
另外,在负极基本框架之间,按既定间隔配置负极板130,用C型夹140组装。如此在电解研磨对象构件102的研磨部104完成负极。
而且,在所述电解研磨对象构件102的剩余面也相同地构成,且面与面之间使用负极板130和C型夹140形成构造,进行坚固固定。
因此,以往技术的电解研磨装置可以通过负极放置固定架120和C型夹140,在电解研磨对象构件102的研磨部104,按均一的间隔安装多个负极板130,可以在整个内外面容易地研磨比较大的加工物。
但是,以往技术的电解研磨装置如前所述,需利用在电解研磨对象构件102的研磨部104安装负极放置固定架120、通过C型夹140来个别地安装负极板130的方法进行,因而存在电解研磨所需的所述负极板130安装时间耗时长的问题。
现有技术文献
专利文献
(专利文献000)大韩民国注册专利公报第10-1183218号
发明内容
要解决的技术问题
实施例的目的在于提供一种电解研磨装置,按电解研磨对象的规格,预先制作负极板并实现模块化,从而使得能够容易地安装电解研磨对象的电解研磨所需的负极板。
解决问题的手段
为了解决所述课题,实施例的电解研磨装置可以包括:电解池(ElectrolyticCell),其在内部配备有容纳电解研磨对象和电解液的容纳空间;负极放置固定架,其加装于在所述电解研磨对象的一面形成的研磨部;负极板,其加装于所述电解研磨对象的研磨部;C型夹(C-type Clamp),其安装于所述负极放置固定架,固定负极板;及整流器,其分别电气连接于所述电解研磨对象和负极板,向电解研磨对象接入正极(+),向负极板接入负极(-)。
所述负极板以带子(Strip)形态形成,以便能够按照与以多边形或圆筒形形成的电解研磨对象的研磨部一致的规格实现模块(Module)化,可以包括:第一负极格子板,其沿竖直方向排列配置于所述研磨部;及第二负极格子板,其沿水平方向配置于所述电解研磨对象的研磨部,沿着第一负极格子板的交叉方向,在形成放置空间的同时排列,组装成格子形。
就实施例的电解研磨装置而言,所述第一负极格子板和第二负极格子板可以以具有“一”字、“┓”字或“口”字横截面的直线形或圆形形成。
就实施例的电解研磨装置而言,所述第一负极格子板和第二负极格子板可以用铆钉(Rivet)结合并实现一体化。
另外,就实施例的电解研磨装置而言,所述第一负极格子板可以沿水平方向排列,沿所述第一负极格子板的交叉方向,第二负极格子板形成放置空间的同时排列。
另外,就实施例的电解研磨装置而言,所述电解研磨对象可以以多边形或圆筒形形成,在内部和外部分别形成有研磨部。
另外,就实施例的电解研磨装置而言,在所述电解研磨对象的内部和外部的研磨部分别配置的负极板可以相互电气连接。
另外,就实施例的电解研磨装置而言,所述负极放置固定架可以包括四边形状的板、连接于所述板的一侧面的连结螺栓、螺合连结于所述连结螺栓的固定螺母。
另外,就实施例的电解研磨装置而言,所述负极放置固定架可以包括绝缘板,所述绝缘板分别附着于四边形状的板的两面,由橡胶、聚氨酯、PVC或胶木(Bakelite)中某一者构成。
通过以下基于附图的用于实施发明的具体内容,这种解决手段将更加明确。
在此之前需要解释的是,本说明书及权利要求书中使用的词语不得解释为通常的词典上的意义,发明人为了以最佳方法说明其自身的发明,可以适当地定义术语的概念,立足于这一原则,只应解释为与本发明的技术思想相符的意义和概念。
发明的效果
根据实施例,按照以多边形或圆筒形形成的电解研磨对象的规格,预先制作负极板,能够缩短电解研磨对象的电解研磨所需的负极的安装时间,从而具有可以容易地实施电解研磨的技术效果。
附图说明
图1是整体显示以往技术的电解研磨装置的立体图。
图2是显示实施例的电解研磨装置的立体图。
图3是显示实施例的负极放置固定架的立体图。
图4是显示实施例的电解研磨装置的安装状态的立体图。
图5至6是显示实施例的电解研磨装置的立体图。
具体实施方式
通过与附图相关的以下具体内容和一个实施例,实施例的独特观点、特定的技术特征将更加明确。需要注意的是,在本说明书中,在对各图的构成要素赋予附图标记方面,对于相同的构成要素,即使显示于不同附图上,也尽可能使之具有相同标记。
在说明实施例的构成要素方面,可以使用第一、第二、A、B、(a)、(b)等术语。这种术语只用于将该构成要素与其他构成要素相区别,相应构成要素的本质或次序或顺序等不由该术语所限定。当记载某种构成要素“连接”、“结合”、“接续”于另一构成要素时,应理解为该构成要素可以直接连接或接续于其另一构成要素,但也可以在各构成要素之间还“连接”、“结合”或“接续”有又一构成要素。
下面根据附图,按如下具体说明实施例。
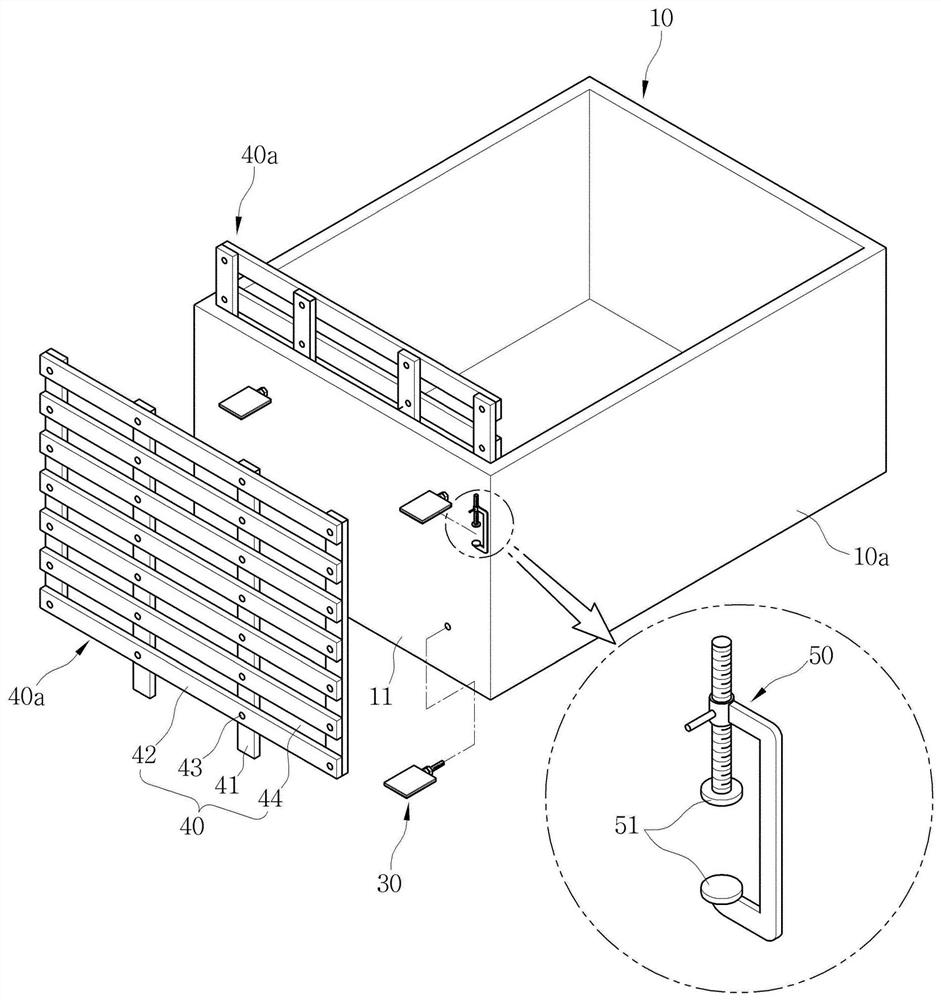
如图2~6所示,实施例的电解研磨装置包括填充有电解液的电解池20(参照图6)、负极放置固定架30、C型夹50、整流器60以及格子形负极板40。
如果参照图6,所述电解池20在内部配备有容纳空间21,在所述容纳空间21填充电解液。所述电解研磨对象10容纳于容纳空间21,浸于电解液,如图2所示,在一面形成有用于电解研磨的研磨部11。
例如,所述电解研磨对象10可以是多边形的腔室(Chamber)或圆筒形的槽(Tank)。不过,这只是一个示例,并非必须将电解研磨对象10限定于此。
另外,所述研磨部11可以在电解研磨对象10的外部或内部形成,也可以在所述电解研磨对象10的内部及外部全部形成。
这种电解研磨对象10在容纳于电解池20之前,可以在形成于内外部的研磨部11加装负极放置固定架30。即,在所述研磨部11加装负极放置固定架30,在所述负极放置固定架30安装夹具,例如C型夹50,使得格子形负极板40被固定。
如果参照图3,所述负极放置固定架30例如包括以不锈钢材料制造的四边形状的板31,在所述板31的一侧面可以连接棒形状的连结螺栓32而构成。所述负极放置固定架30可以通过所述连结螺栓32而加装于电解研磨对象10的研磨部11后,利用固定螺母33进行螺合连结并固定。
另外,所述负极放置固定架30可以在板31的两面附着由橡胶、聚氨酯、PVC或胶木(Bakelite)中某一者构成的绝缘板34而进行绝缘。
这种负极放置固定架30安装于电解研磨对象10的研磨部11的图中上下及左右,与C型夹50一同固定格子形负极板40,从而使得在电解研磨过程中,所述格子形负极板40不从电解研磨对象10分离。
另一方面,如果参照图2,实施例的格子形负极板40可以包括第一负极格子板41和第二负极格子板42,所述第一负极格子板41和第二负极格子板42利用例如包括铜、铝、不锈钢等的导电性优秀的材料,以细长的带子(Strip)形态形成。
所述第一负极格子板41可以根据电解研磨对象10的形状,以具有“一”字、“┓”字或“口”字横截面的直线形或圆形形成。所述第一负极格子板41可以沿竖直方向排列并配置于研磨部11。
所述第二负极格子板42为了沿水平方向配置于所述电解研磨对象10的研磨部11,可以沿着第一负极格子板41的交叉方向,按直线形或圆形排列配置并组装。
例如,所述第一、二负极格子板41、42通过包括铆钉(Rivet)、螺栓(Bolt)或焊接等的组装手段相互组装而实现一体化,从而可以实现模块化。不过,在以下的实施例中,说明通过铆钉43结合而实现一体化的情形,但并非限定于此。
另外,当所述第一负极格子板41沿竖直方向排列时,第二负极格子板42沿与之交叉的水平方向形成放置空间44并排列,通过铆钉43结合而实现一体化。
即,按照与电解研磨对象10的研磨部11实质上一致的规格,利用对第一、二负极格子板41、42进行铆钉43结合而实现一体化的方法,可以预先制作格子形负极板40并实现模块化。
另外,在加装于所述研磨部11的负极放置固定架30,在利用放置空间44而与研磨部11设置既定间隔放置的状态下,可以将C型夹50安装于所述负极放置固定架30进行固定。
其中,所述放置空间44的间隔可以根据电解研磨对象10的大小或种类或研磨部11的位置等而缩窄或加宽形成。
所述C型夹50例如可以由耐酸性优秀的不锈钢材料形成。所述C型夹50通过位于图中上下的固定部51,安装于负极放置固定架30,由此可以在研磨部11容易地固定格子形负极板40。
如图2所示,实施例的电解研磨对象10以多边形形成,研磨部11可以位于这种多边形电解研磨对象10a的内部及外部。
根据实施例,将利用铆钉43结合直线形的第一、二负极格子板41、42而实现模块化的格子形负极板40,首先配置于所述电解研磨对象10的内部,然后在电解研磨对象10的外部配置所述格子形负极板40,可以以这种方法准备电解研磨。
例如,就在所述多边形电解研磨对象10a的外部配置格子形负极板40的方法而言,首先,将按与研磨部11实质上一致的规格预先制作的格子形负极板40,利用放置空间44安放于负极放置固定架30后,将C型夹50安装于所述负极放置固定架30,完成负极板基本框架40a。
所述格子形负极板40是与研磨部11对应的形状或面积即可,并非必须限定为一致的规格。
其中,如果未准备规格与研磨部11实质上一致的格子形负极板40,则在现场将两个以上格子形负极板40通过C型夹50结合而组合在一起,从而完成负极板基本框架40a。然后,针对剩余研磨部11也利用相同的方法安装格子形负极板40,完成负极板最终框架(图6的40b)。
另一方面,如果参照图1和图6,在所述电解研磨对象10的内部和外部分别配置的负极板基本框架40a相互电气连接,可以使得容易地通过整流器60而接入负极。因此,无论在哪个负极板基本框架40a接入负极(-),均可容易地实现电解研磨。
下面,如图4和图5所示,实施例的电解研磨对象10b以圆筒形形成,在这种圆筒形电解研磨对象10b的外部可以形成有研磨部11。
此时,根据实施例,将在直线形的第一负极格子板41上利用铆钉43结合圆形的第二负极格子板42而实现模块化的格子形负极板40,放置于在所述电解研磨对象10外部安装的负极放置固定架后,将C型夹安装于所述负极放置固定架,完成负极板最终框架40b。
其中,为了这种格子形负极板40容易固定,不仅是前述的负极放置固定架及C型夹,例如还可以在圆筒形电解研磨对象10b的上部,安装圆形框架或四边框架或多边框架形状的辅助固定架45并运用。
另外,所述辅助固定架45和格子形负极板40可以相互电气连接,可以通过辅助固定架45,在圆筒形电解研磨对象10b的内部安装格子形负极板40。
然后,如图6所示,实施例的电解研磨装置在使安装有负极板最终框架40b的电解研磨对象10容纳于填充有电解液的电解池20的容纳空间21的状态下,通过电线等而与整流器60电气连接,从而进行电解研磨。
其中,当所述电解研磨对象10为大型时,由于本身重量及格子形负极板40的安装,重量相当大,因此,例如在利用起重机等提升的状态下,容纳于电解池20的容纳空间21。
然后,如果通过整流器60,向电解研磨对象10接入正极(+),向负极板最终框架40b接入负极(-),则以电解液为媒介发生电解,对电解研磨对象10的研磨部11进行电解研磨。
因此,根据实施例,通过利用与电解研磨对象10规格对应地预先制作的格子形负极板而完成的负极板最终框架40b,实现电解研磨对象10的电解研磨,从而可以有效缩短进行电解研磨所需的负极的安装时间,因此,可以缩短整体的电解研磨工序的时间。
以上通过实施例进行了详细说明,但这是用于具体说明申请发明的,实施例的电解研磨装置不限定于此。而且,以上记载的“包括”、“构成”或“具有”等术语,只要没有特别反对的记载,则意味着可以包含相应构成要素,因而并非排除其他构成要素,应解释为可以还包括其他构成要素。
实施例并非用于限定而是用于说明申请发明的技术思想,并非申请发明的技术思想的范围由这种实施例所限定。
附图标记
10电解研磨对象 10a多边形电解研磨对象 10b圆筒形电解研磨对象
11研磨部 20电解池 21容纳空间
30负极放置固定架 31板 32连结螺栓 33固定螺母
34绝缘板 40负极板 40a负极板基本框架 40b负极板最终框架
41第一负极格子板 42第二负极格子板 43铆钉 44放置空间
45辅助固定架 50C型夹 51固定部 60整流器
- 电解研磨用电极框架、电解研磨用可变型电极框架及包括其的电解研磨装置
- 用于在线电解修锐金属结合剂丸片研磨加工的电解装置