焊接结构用钢板SM490B的制造方法
文献发布时间:2023-06-19 10:57:17
技术领域
本发明涉及冶金领域,具体涉及一种焊接结构用钢板的制造方法,尤其是一种焊接结构用钢板SM490B的制造方法或是一种SM490B焊接结构用钢板的制造方法。
背景技术
焊接结构用钢板SM490B,适用于建筑、桥梁、船舶、车辆、工程机械等要求焊接性能优良的结构件。
日本工业标准JIS G 3106中两牌号SM490B、SM490C,拉伸试验厚度>16-40mm采用1A号试样,要求上屈服强度≥315MPa,抗拉强度范围为490~610MPa,延伸率采用定尺标距A
综上所述,现有技术中存在以下问题:现有的焊接结构用钢板SM490B(SM490B焊接结构用钢板)的性能指标不高,产品使用过程实际抗冲压能力不够,安全性较差。
发明内容
本发明提供一种焊接结构用钢板SM490B的制造方法,以解决现有的焊接结构用钢板SM490B(SM490B焊接结构用钢板)的性能指标不高,产品使用过程实际抗冲压能力不够,安全性较差的问题。
为此,本发明提出一种焊接结构用钢板SM490B的制造方法,所述焊接结构用钢板SM490B化学成分重量百分比为C:0.05~0.09wt%,Si≤0.47wt%,Mn:0.80~1.40wt%,P≤0.030wt%,S≤0.015wt%,Alt:0.020~0.040wt%,N≤0.006wt%,Nb+Ti≤0.10wt%;余量为Fe和不可避免的微量元素;
所述制造方法,工艺路线依次为:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、LF钢水精炼处理、RH钢水精炼处理、板坯连铸、热板坯加热、除鳞、粗轧、精轧、矫直。
进一步地,转炉钢水冶炼工序中:入炉铁水要求S≤0.010wt%;冶炼过程采用全程底吹氩气;转炉终点控制C≤0.06wt%,P≤0.025wt%。
进一步地,RH钢水精炼处理工序中:真空总循环时间15~20min,极限真空保持时间10min以上;净循环时间3min以上;钙处理后软吹氩时间8~10min;钢水镇静时间≥20min。
进一步地,板坯连铸工序中:采用钢包下渣检测控制,中间包浇注温度为1530~1560℃,中间包使用碱性覆盖剂,使用低碳钢保护渣,铸坯拉速为0.90~1.21m/min。
进一步地,热板坯加热工序中:控制铸坯加热温度为1160~1240℃,保证铸坯在炉加热时间≥180min,均热时间≥30min。
进一步地,精轧开轧目标温度范围890~930℃,终轧目标温度
本发明通过钢中低碳成分设计,并添加适量的Nb+Ti微合金,严格控制钢中N含量,制定合理的冶炼-连铸-轧制工艺,实现该产品的稳定生产,获得机械性能稳定及冲击韧性良好的焊接结构用钢板SM490B。本发明所得的焊接结构用钢板SM490B力学性能R
附图说明
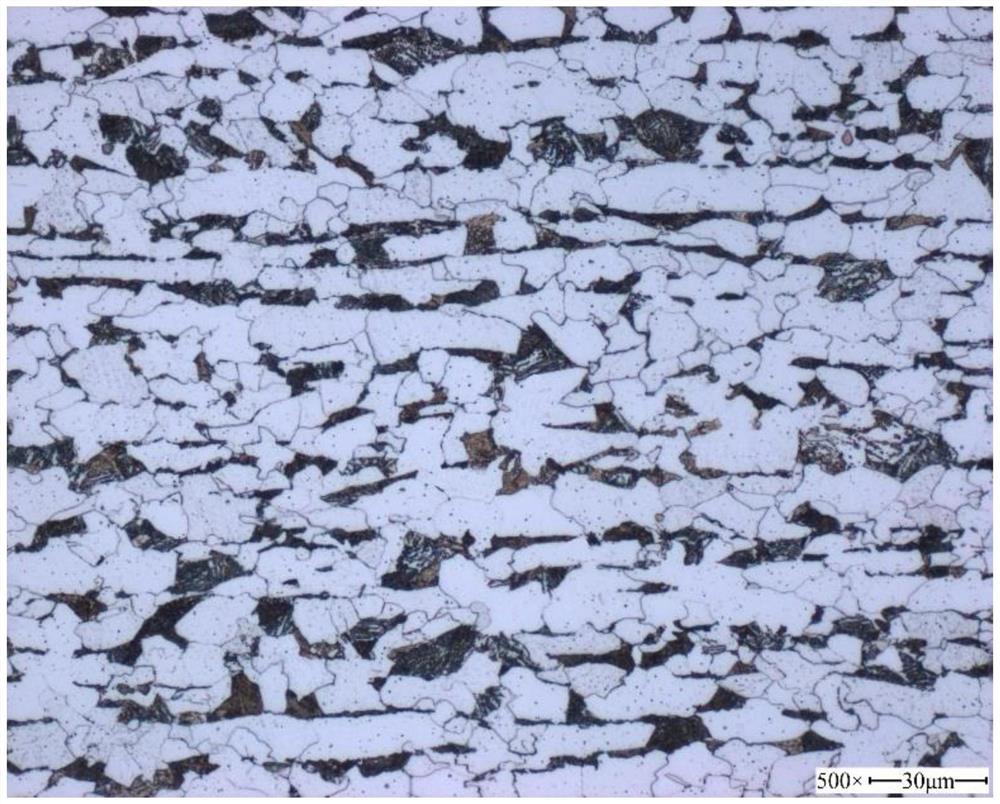
图1为本发明实例2的金相组织照片,放大倍率为500倍。
具体实施方式
为了对本发明的技术特征、目的和效果有更加清楚的理解,现说明本发明。
本发明提供一种焊接结构用钢板SM490B的制造方法,该钢种化学成分重量百分比为C:0.05~0.09wt%,Si≤0.47wt%,Mn:0.80~1.40wt%,P≤0.030wt%,S≤0.015wt%,Alt:0.020~0.040wt%,N≤0.006wt%,Nb+Ti≤0.10wt%;余量为Fe和不可避免的微量元素。本发明的具备优质力学性能的焊接结构用钢板SM490B,产品屈服强度R
本发明的焊接结构用钢板SM490B的制造方法,其工艺路线依次为:铁水脱硫预处理、转炉钢水冶炼、LF钢水精炼处理、RH钢水精炼处理、板坯连铸、热板坯加热、除鳞、粗轧、精轧、矫直、取样、钢板检查、标记入库。
转炉钢水冶炼:入炉铁水要求S≤0.010wt%;冶炼过程采用全程底吹氩气;转炉终点控制C≤0.06wt%,P≤0.025wt%;
LF钢水精炼处理:钢水在LF炉进行去除夹杂物、平衡温度及合金化处理;
RH钢水精炼处理:真空总循环时间15~20min,极限真空保持时间10min以上;净循环时间3min以上;钙处理后软吹氩时间8~10min;钢水镇静时间≥20min;
板坯连铸:采用钢包下渣检测控制,中间包浇注温度为1530~1560℃,中间包使用碱性覆盖剂,使用低碳钢保护渣,铸坯拉速为0.90~1.21m/min。
高精度连铸控制工艺:采取“弱冷+低过热度+恒拉速+高矫直温度”浇铸工艺,降低板坯表面裂纹的产生。
中厚板轧制:控制铸坯加热温度为1160~1240℃,保证铸坯在炉加热时间≥180min,均热时间≥30min,使微合金化元素固溶并控制奥氏体晶粒度;粗轧8道次,粗轧末道次采用手动大压下量轧制,以均匀热轧态组织,改善钢板板形与轧后冲压性能;精轧开轧目标温度范围890~930℃,终轧目标温度
本发明的技术特点:
1)采用低碳成分设计,钢中C控制范围0.05~0.09wt%,能有效改善钢板冲击韧性,使钢板具备低的焊接裂纹敏感性。控制钢水中的N≤0.006wt%,减少板坯连铸过程中Ti与N在液态钢水中的析出,能够降低尺寸粗大的TiN析出物对焊接结构用钢板韧性的破坏作用。
2)钢中添加少量的Ti,以减少与Al元素反应的N含量,使AlN的析出受到抑制,有效的减少铸坯的表面裂纹。
3)高精度连铸控制工艺:采取“弱冷+低过热度+恒拉速+高矫直温度”浇铸工艺,采取“弱冷+低过热度+恒拉速+高矫直温度”浇铸工艺,降低板坯表面裂纹的产生。
4)中厚板轧制工艺:控制铸坯加热温度为1160~1240℃,保证铸坯在炉加热时间≥180min,均热时间≥30min,使微合金化元素固溶并控制奥氏体晶粒度;粗轧8道次,粗轧末道次采用手动大压下量轧制,以均匀热轧态组织,改善钢板板形与轧后冲压性能;精轧开轧目标温度范围890~930℃,终轧目标温度
本具备优质力学性能的焊接结构用钢板SM490B的制造方法采用下述成分配比和具体工艺。其中,表1是各实施例钢的成分(按重量百分比计)。表2是与表1所述实施例钢对应的工艺参数。表3是与表1各实施例所述成分钢对应的力学性能。
表1:产品化学成分(wt%)
表2:各实施例具体的工艺参数
表3:各实施例所得焊接结构用钢板SM490B的力学性能
上述实施例的金相组织主要为F+P,晶粒度9.5级,其中,图1为实施例2的金相组织。
从上面的实施例可以看出,本发明以较低的成本(加入贵金属较少),实现了较高的性能,具有较高的性价比。本发明的焊接结构用钢板SM490B,其力学性能达到了SM490C优质级的水平,而且成本较低。
以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。为本发明的各组成部分在不冲突的条件下可以相互组合,任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
- 焊接结构用钢板SM490B的制造方法
- 用于焊接结构的具有TiN+ZrN析出相的钢板及其制造方法和使用该钢板的焊接结构