一种高硬度高耐磨热卷取炉转鼓及其制备方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于冶金领域,涉及一种高硬度高耐磨转鼓及其制备方法。
背景技术
热卷取炉是在冶金行业普遍使用的设备,炉卷轧机在炉卷轧机的入口和出口侧设置两座热卷取炉,热卷取炉用来在轧制过程中卷取带钢,并使其保持一定的温度以满足轧制要求。热卷取炉内设有一个转鼓,由两个轴承座固定支撑在炉体支撑结构件上,卷筒上设有入钢口,需要卷取钢板时,首先将带钢的头部导入入钢口的槽口中卡住,然后旋转卷筒,实现对带钢的卷取。
转鼓通常是整体铸造或结构件制作而成,整体铸造的转鼓价格较高,损坏后修复难度较大;结构件制作而成的转鼓所用钢材经过正火处理,其硬度整体较低(30HRC左右),耐磨性变差。
热卷取炉卷转鼓在卷取钢板时长期处在工作温度约900-100℃的高温环境,同时其承受较大的冲击力,经常出现由于筒体整体强度不足造成纵向开裂延伸引发断裂的情况,其使用寿命通常只有4-6个月。现有一些企业在转鼓内部焊接钢板筋板的方法来增强转鼓的强度,延长转鼓的使用寿命,但是其并不能延长太长时间;也有企业采用整体铸造的方式制造转鼓,但是该方式需要大型的铸造设备,成本高,难度大,而且庞大工件铸造后无法固溶处理,导致先天裂纹缺陷。
发明内容
本发明公开了一种高硬度高耐磨转鼓,在转鼓表面堆焊耐磨层,提高转鼓强度和耐磨性。
为实现上述目的,本发明采用的技术方案如下:
一种高硬度高耐磨热卷取炉转鼓,包括转鼓本体,转鼓上轴向开有入钢口,转鼓本体外层焊有一层耐磨层,耐磨层的成分包括C:0.08%-0.30%,Cr:18%-25%,Ni:17%-22%,其余为Fe。
本发明技术方案的进一步改进在于:高硬度高耐磨转鼓耐磨层的制作方法,包括以下步骤:
(1)对转鼓进行表面机械处理,保证表面光洁度;
(2)在其表面堆焊一层高硬度耐磨层,整体尺寸高于要求尺寸;
(3)将高出的余量车削,加工后的直径尺寸达到图纸的设计要求。
本发明技术方案的进一步改进在于:所述的转鼓包括整体铸造转鼓和结构件制作成的转鼓。
本发明技术方案的进一步改进在于:步骤(2)中堆焊所用材料为焊丝。
本发明技术方案的进一步改进在于:步骤(2)耐磨层采用电弧熔敷技术进行堆焊。
本发明技术方案的进一步改进在于:所述耐磨层厚度为10-20mm。
本发明技术方案的进一步改进在于:步骤(3)采用车削的方式对耐磨层进行加工。
由于采用了上述技术方案,本发明取得的技术效果为:
(1)对整体铸造或结构件制作的转鼓表面整体堆焊10-20mm厚耐磨材料,有助于提高工作层强度(40-45HRC)和耐磨性。
(2)对结构件制作而成的转鼓表面整体堆焊,堆焊之后再加工成图纸要求尺寸,不用考虑组装过程中焊接导致的变形对圆周平整度的关系,降低制作难度。
附图说明
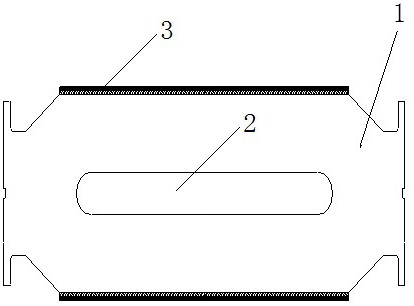
图1是本发明一种高硬度高耐磨热卷取炉转鼓示意图;
图2是图1剖切左视图;
其中,1、转鼓本体,2、入钢口,3、耐磨层。
具体实施方式
下面结合附图对本发明技术方案进行详细说明。
如图1图2所示,一种高硬度高耐磨热卷取炉转鼓,包括转鼓本体1,转鼓上轴向开有入钢口2,转鼓本体1外层焊有一层耐磨层3。
高硬度高耐磨转鼓耐磨层的制作方法,包括以下步骤:
(1)对整体铸造或结构件制作成的转鼓进行表面机械处理,保证表面光洁度。
(2)采用电弧熔敷技术在其表面堆焊一层高硬度耐磨层,整体尺寸高于要求直径。
(3)采用车削的方式将高出的余量车削,加工后的直径尺寸达到图纸的设计要求。耐磨层的成分为C:0.08%-0.30%,Cr:18%-25%,Ni:17%-22%,其余为Fe,耐磨层厚度为10-20mm。
制作完成后,对整体铸造或结构件制作的转鼓表面整体堆焊10-20mm厚耐磨材料,工作层强度提高至40-45HRC,耐磨性极大提高,转鼓的寿命提高3倍。
- 一种高硬度高耐磨热卷取炉转鼓及其制备方法
- 一种硬化液、柔性高硬度高耐磨盖板硬化膜、柔性高硬度高耐磨盖板及其制备方法