一种多工位蓄电池接线桩的自动化焊接机
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于蓄电池加工技术领域,更具体地说,特别涉及一种多工位蓄电池接线桩的自动化焊接机。
背景技术
蓄电池是将化学能直接转化成电能的一种装置,是按可再充电设计的电池,通过可逆的化学反应实现再充电,通常是指铅酸蓄电池,它是电池中的一种,属于二次电池。它的工作原理:充电时利用外部的电能使内部活性物质再生,把电能储存为化学能,需要放电时再次把化学能转换为电能输出生产蓄电池时焊接和修复蓄电池时用的焊接方法不同,生产的时候,电池内部焊接用气焊,电池圆柱形端子用铸焊,L型端子制造时用磨具浇铸,焊接时也是用气焊,修复蓄电池端子的时候,圆形端子必须用到磨具,然后用气焊融化铅条来修复,也可以用碳棒依靠蓄电池自身的电发热融化铅来修复。
例如申请号:CN201611140814.0本发明涉及一种自动化焊接机。一种多工位蓄电池接线桩的自动化焊接机,该焊接机包括送料装置、工件翻转装置、机械手搬送装置、焊接装置、焊丝送丝装置、焊丝加药水装置和下料装置,所述的送料装置、工件翻转装置、机械手搬送装置依次相衔接实现焊接工件的进料,焊丝送丝装置和焊丝加药水装置相衔接实现焊丝的进料,焊接工件和焊丝在焊接装置实现焊接后通过下料装置下料。该焊接机实现了自动化生产,焊接效率高,产品质量稳定性好。
基于上述专利的检索,以及结合现有技术中的设备发现,上述设备在应用时,虽然可以实现了自动化生产,焊接效率高,产品质量稳定性好,但是在蓄电池端头批量焊接的时候,是通过传送带对蓄电池进行运输,面对不同型号的蓄电池的端头进行焊接的时候会需要调整蓄电池的位置,而目前在对焊枪位置进行调整的时候是通过调整传送带的位置进行调整,并不能调整设备焊枪位置。
发明内容
为了解决上述技术问题,本发明提供一种多工位蓄电池接线桩的自动化焊接机,以解决现有的在对焊枪位置进行调整的时候是通过调整传送带的位置进行调整,并不能调整设备焊枪位的问题。
本发明一种多工位蓄电池接线桩的自动化焊接机的目的与功效,由以下具体技术手段所达成:
一种多工位蓄电池接线桩的自动化焊接机,包括架体机构和固定机构,所述架体机构顶部前端位置与限位机构底部后端位置固定连接;所述限位机构底部中间位置与调整机构顶部中间位置固定连接;所述调整机构底部中间位置与焊接机构顶部固定连接;所述固定机构顶部固定连接在焊接机构底部位置;所述固定机构包括有夹环、夹板、环盘、延伸导杆和储块,夹环中间位置开设有通槽,夹环通槽内前后两端对称设有一处夹板,两处夹板中间位置设有夹槽,每处夹板均转动连接有环盘,夹环左右两侧均与一处延伸导杆顶部转动连接,两处延伸导杆底部位置转动连接有储块。
进一步的,所述架体机构包括有连接架和支座,连接架后端面左右两侧均固定连接有一处支座,连接架前端为矩形形状;
进一步的,所述限位机构包括有限位架、轴承和延伸杆,限位架顶端面中间位置开设有通孔,轴承固定连接在限位架顶端面中间位置,延伸杆转动连接在轴承内,限位机构安装状态下,限位架底端面后方与连接架顶端面固定连接;
进一步的,所述调整机构包括有调整内杆、调整外杆、十字旋钮A、十字旋钮B、连接台A和连接台B,调整内杆滑动连接在调整外杆凹槽内,十字旋钮A前后两端与调整内杆顶部转动连接,十字旋钮B前后两端与调整外杆底部转动连接,十字旋钮A左右两端与连接台A转动连接,十字旋钮B左右两端与连接台B转动连接;
进一步的,所述调整内杆杆体设有条纹,调整外杆顶端面开设有凹槽,且调整外杆凹槽内设有槽纹,调整机构安装状态下,连接台A顶端面与延伸杆底端面固定连接;
进一步的,所述焊接机构包括有枪身、枪头和转接块,枪身底部与枪头顶部固定连接,枪身顶端面与转接块底端面固定连接,焊接机构安装状态下,转接块顶端面与连接台B底端面固定连接;
进一步的,所述储块中间位置开设有通孔,储块位于夹环正下方位置,固定机构安装状态下,枪头通过与环盘的配合固定连接在夹板夹槽内,枪头位于储块中心位置的正上方。
与现有技术相比,本发明具有如下有益效果:
在使用本装置对蓄电池端头进行焊接的时候,首先通过连接架进行固定,使得限位架整体位于设备传送带的上方位置,焊接机构处于传送带上方,接下来对焊接机构整体的位置进行微调,通过十字旋钮A与连接台A的转动配合来调整枪身的前后位置,通过调整内杆与十字旋钮A的配合来调整枪身的左右位置,通过调整内杆与调整外杆的配合可进行延伸与收缩,便于高度不同的蓄电池接触到枪头进行焊接,之后通过十字旋钮B与调整外杆的转动配合对调整外杆前后移动进行找平,再通过十字旋钮B与连接台B的转动配合对调整外杆左右移动进行找平,使得枪身处于垂直的状态,将蓄电池的端头置于储块通孔内,在枪头对蓄电池的端头进行焊接的过程中,可防止枪头灼热损伤到蓄电池顶盖端头边缘的塑料。
附图说明
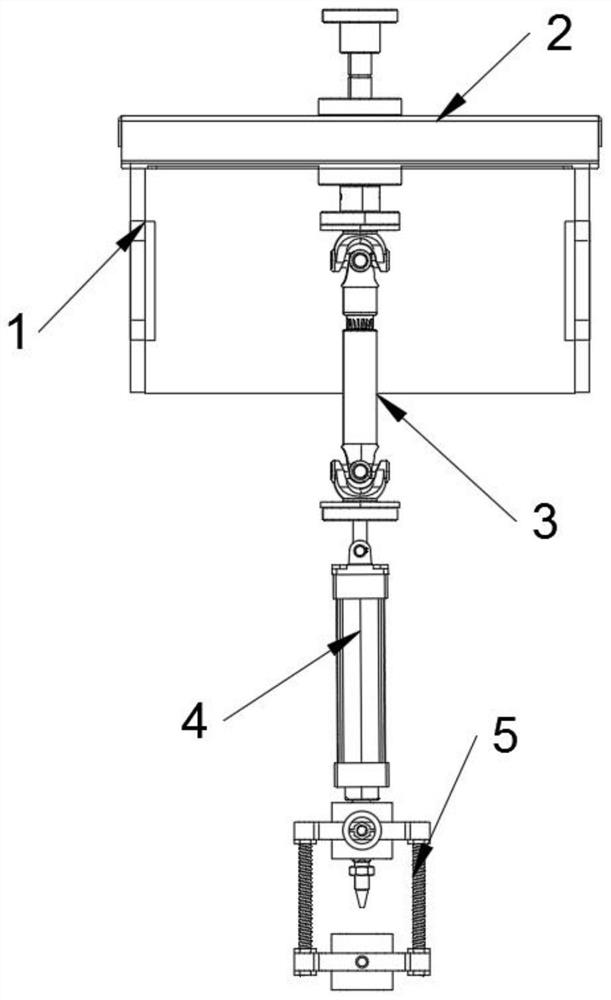
图1是本发明的主视状态结构示意图。
图2是本发明的左视状态结构示意图。
图3是本发明的侧视状态结构示意图。
图4是本发明的限位机构侧视结构示意图。
图5是本发明的调整机构侧视结构示意图。
图6是本发明的固定机构侧视结构示意图。
图中,部件名称与附图编号的对应关系为:
1、架体机构;101、连接架;102、支座;2、限位机构;201、限位架;202、轴承;203、延伸杆;3、调整机构;301、调整内杆;302、调整外杆;303、十字旋钮A;304、十字旋钮B;305、连接台A;306、连接台B;4、焊接机构;401、枪身;402、枪头;403、转接块;5、固定机构;501、夹环;502、夹板;503、环盘;504、延伸导杆;505、储块。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
实施例:
如附图1至附图6所示:
本发明提供一种多工位蓄电池接线桩的自动化焊接机,包括有:架体机构1和固定机构5,架体机构1顶部前端位置与限位机构2底部后端位置固定连接;限位机构2底部中间位置与调整机构3顶部中间位置固定连接;调整机构3底部中间位置与焊接机构4顶部固定连接;固定机构5顶部固定连接在焊接机构4底部位置;固定机构5包括有夹环501、夹板502、环盘503、延伸导杆504和储块505,夹环501中间位置开设有通槽,夹环501通槽内前后两端对称设有一处夹板502,两处夹板502中间位置设有夹槽,每处夹板502均转动连接有环盘503,夹环501左右两侧均与一处延伸导杆504顶部转动连接,两处延伸导杆504底部位置转动连接有储块505。
其中,架体机构1包括有连接架101和支座102,连接架101后端面左右两侧均固定连接有一处支座102,连接架101前端为矩形形状。
其中,限位机构2包括有限位架201、轴承202和延伸杆203,限位架201顶端面中间位置开设有通孔,轴承202固定连接在限位架201顶端面中间位置,延伸杆203转动连接在轴承202内,限位机构2安装状态下,限位架201底端面后方与连接架101顶端面固定连接。
其中,调整机构3包括有调整内杆301、调整外杆302、十字旋钮A303、十字旋钮B304、连接台A305和连接台B306,调整内杆301滑动连接在调整外杆302凹槽内,十字旋钮A303前后两端与调整内杆301顶部转动连接,十字旋钮B304前后两端与调整外杆302底部转动连接,十字旋钮A303左右两端与连接台A305转动连接,十字旋钮B304左右两端与连接台B306转动连接。
其中,调整内杆301杆体设有条纹,调整外杆302顶端面开设有凹槽,且调整外杆302凹槽内设有槽纹,调整机构3安装状态下,连接台A305顶端面与延伸杆203底端面固定连接。
其中,焊接机构4包括有枪身401、枪头402和转接块403,枪身401底部与枪头402顶部固定连接,枪身401顶端面与转接块403底端面固定连接,焊接机构4安装状态下,转接块403顶端面与连接台B306底端面固定连接。
其中,储块505中间位置开设有通孔,储块505位于夹环501正下方位置,固定机构5安装状态下,枪头402通过与环盘503的配合固定连接在夹板502夹槽内,枪头402位于储块505中心位置的正上方。
使用时:首先将设备进行组装,第一步先将限位架201底端面后方与连接架101顶端面固定连接,完成限位机构2的安装过程,下一步将连接台A305顶端面与延伸杆203底端面固定连接,完成调整机构3的安装过程,下一步将转接块403顶端面与连接台B306底端面固定连接,完成焊接机构4的安装过程,最后将枪头402通过与环盘503的配合固定连接在夹板502夹槽内,完成固定机构5的安装过程。
在使用本装置对蓄电池端头进行焊接的时候,首先通过连接架101进行固定,使得限位架201整体位于设备传送带的上方位置,焊接机构4处于传送带上方,接下来对焊接机构4整体的位置进行微调,通过十字旋钮A303与连接台A305的转动配合来调整枪身401的前后位置,通过调整内杆301与十字旋钮A303的配合来调整枪身401的左右位置,通过调整内杆301与调整外杆302的配合可进行延伸与收缩,便于高度不同的蓄电池接触到枪头402进行焊接,之后通过十字旋钮B304与调整外杆302的转动配合对调整外杆302前后移动进行找平,再通过十字旋钮B304与连接台B306的转动配合对调整外杆302左右移动进行找平,使得枪身401处于垂直的状态,将蓄电池的端头置于储块505通孔内,在枪头402对蓄电池的端头进行焊接的过程中,可防止枪头402灼热损伤到蓄电池顶盖端头边缘的塑料,通过延伸导杆504和储块505的转动配合,可以调整储块505与夹环501的间距,便于储块505与蓄电池端头的对接。
本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
- 一种多工位蓄电池接线桩的自动化焊接机
- 一种多工位蓄电池接线桩的自动化焊接机