一种轮毂轴承在线检测装置
文献发布时间:2023-06-19 11:29:13
技术领域
本发明属于轮毂轴承检测装置技术领域,主要涉及一种轮毂轴承在线检测装置。
背景技术
随车汽车工业的快速发展,汽车主机厂对汽车各零部件的精度要求越来越高,作为汽车行驶环节重要的部品——汽车轮毂轴承亦是如此,为满足日益严格的加工要求,许多轮毂轴承厂家在轮毂轴承轴轮热处理后会再进行一次精车,轴轮产品在精车前后的外观没有明显差异,极易造成未精车产品的流出,但是轮毂轴承的生产加工是大批量产品,如果进行精车部位外径尺寸的100%检测,将极大的影响生产效率,无疑会给生产厂家增加巨大的生产成本,在这样的情况下如何通过简易的方法预防未精车产品的流出就显得格外重要。
发明内容
针对现有技术存在的问题,本发明提供一种轮毂轴承在线检测装置,该检测装置结构简单,体积小重量轻,检测效率高,易于操作。
为实现上述目的,本发明采用如下技术方案:
一种轮毂轴承在线检测装置,包括固定底板,所述固定底板的四角固定连接有垂直设置的支撑柱;所述支撑柱的顶部设置有水平放置的固定板;所述固定板的顶面一角处设置有光电传感器,在固定板的中部设置有用于放置被测轮毂轴承的圆形通孔;所述圆形通孔前后两端的固定板顶面对称设置有沉槽A,在圆形通孔左右两端的固定板底面还对称设置有沉槽B;所述沉槽A上均对称设置有纵向排列的槽孔,在槽孔的上部均通过螺纹连接设置有与沉槽A配合的定位块;所述沉槽B内通过螺纹连接对称设置有传感器固定块;所述传感器固定块的顶部均对称设置有安装孔,在安装孔内设置有接近传感器;还包括中央控制器和AD转换器;所述光电传感器通过与固定板顶面螺纹连接的光电传感器支架相连接,且光电传感器的检测方向朝向被测轮毂轴承的中心;所述光电传感器和接近传感器均与数控车床电气控制系统电性连接;所述光电传感器的输出端通过AD转换器与中央控制器的输入端电性连接;所述中央控制器的输出端连接接近传感器的开关控制电路。
所述定位块的内侧设置有V型开口结构,外侧设置有用于与沉槽A连接的螺纹孔;所述V型开口的上部均对称设置有凸台。
所述定位块上的螺纹孔与其下部沉槽A上的槽孔上下对应设置。
所述接近传感器的输出端与中央控制器的输入端电性连接,中央控制器的输出端分别与计数器、报警灯的控制电路电性连接。
所述中央控制器为PLC控制器。
通过本发明的实施,达到了良好的使用效果:一种轮毂轴承在线检测装置,本装置结构简单、体积小重量轻、检测效率高、易于操作使用方便,可快速识别轮毂轴承轴轮产品精车外径的加工与否,可有效避免未精车的轴轮产品流入下道工序,从而提高了检测效率,降低劳动强度。
附图说明
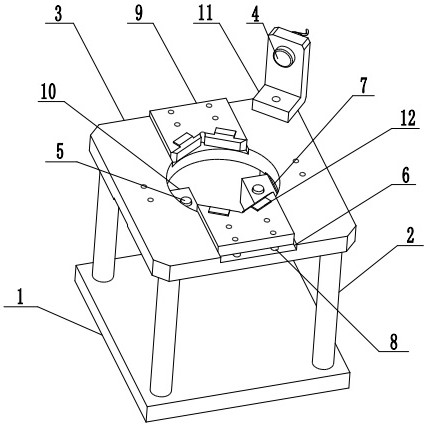
图1是本发明的结构示意图。
图2是本发明的前视剖面图。
图3是本发明的左视剖面图。
图4是本发明的传感器之间的连接框图。
图5是本发明的测量流程图。
图中:1、固定底板,2、支撑柱,3、固定板,4、光电传感器,5、接近传感器,6、沉槽A,7、沉槽B,8、槽孔,9、定位块,10、传感器固定块,11、光电传感器支架,12、凸台,13、被测轮毂轴承。
具体实施方式
结合附图对本发明加以说明。
如图1、图2、图3、图4所示一种轮毂轴承在线检测装置,包括固定底板1,所述固定底板1的四角固定连接有垂直设置的支撑柱2;所述支撑柱2的顶部设置有水平放置的固定板3;所述固定板3的顶面一角处设置有光电传感器4,固定板3的底部设置有接近传感器5,在固定板3的中部设置有用于放置被测轮毂轴承13的圆形通孔;所述圆形通孔前后两端的固定板顶面对称设置有沉槽A6,在圆形通孔左右两端的固定板底面还对称设置有沉槽B7;所述沉槽A6上均对称设置有纵向排列的槽孔8,在槽孔8的上部均通过螺纹连接设置有与沉槽A6配合的定位块9;所述沉槽B7内通过螺纹连接对称设置有传感器固定块10;所述传感器固定块10的顶部均对称设置有安装孔,在安装孔内设置有接近传感器5,接近传感器5可在安装孔内进行上下位置的调整,用以对不同型号的被测轮毂轴承13进行设定。所述定位块9的内侧设置有V型开口结构,外侧设置有用于与沉槽A6连接的螺纹孔;所述定位块9上的螺纹孔与其下部沉槽A6上的槽孔8上下对应设置,定位块9可在对应沉槽A6的槽孔8内移动,根据不同型号的被测轮毂轴承13的尺寸调整其在槽孔8的位置,最后通过螺栓旋入螺纹孔中进行固定;所述的两个定位块9上对称的V型开口结构用以检测卡设被测轮毂轴承13的外径尺寸,当符合所需外径要求的轮毂轴承即可放入,反之,不符合所需外径要求的轮毂轴承不可放入;所述V型开口的上部均对称设置有凸台12,凸台12用以支撑被测轮毂轴承13的法兰面,更好起到固定支撑的作用;所述光电传感器4通过与固定板3顶面螺纹连接的光电传感器支架11相连接,且光电传感器4的检测方向朝向被测轮毂轴承13的中心;所述光电传感器4和接近传感器5均与数控车床电气控制系统电性连接;所述光电传感器4的输出端通过AD转换器与中央控制器的输入端电性连接;所述中央控制器的输出端连接接近传感器的开关控制电路;所述接近传感器的输出端与中央控制器的输入端电性连接,中央控制器的输出端分别与计数器、报警灯的控制电路电性连接。所述中央控制器为PLC控制器。
如图5所示,本装置在使用时,首先将两个定位块V型开口所形成的内接圆直径调整至已加工轮毂轴承轴轮产品要求外径的上限尺寸位置,将已完成加工并且合格的被测轮毂轴承13放入时,被测轮毂轴承13的外径部位可以进入两个定位块9的V型开口所形成的空间内,此时位于光电传感器支架11上的光电传感器4发射光束将检测到有产品的信号反馈输入至中央控制器,此时中央控制器会控制位于产品外径端面下方的两个接近传感器5进行信号检测,已精车加工过的轮毂轴承外径端面部位此时处于接近传感器5的检测范围内,两个传感器同时将高电平信号输入中央控制器,此时电气同判定此轮毂轴承产品已经完成精车加工,下一步将输出信号发送至三色报警灯中的绿灯,绿灯亮起并且与其相关联的计数器数值加一,此时检测结束,操作工可将产品转移至流传托盘内;反之,当未进行精车加工过的轮毂轴承产品放置至本装置时,此时产品的待加工外径尺寸将大于定位块9的V型开口所形成的内接圆直径,产品将无法放入,此时支架上的光电传感器4将有料信号输入中央控制器,中央控制器会控制位于产品外径端面下方的两个接近传感器5进行信号检测,未加工轮毂轴承外径端面部位此时处于接近传感器的检测范围内,两个传感器同时将低电平信号输入中央控制器,此时电气同判定轴轮产品为未加工产品,下一步将输出信号发送至三色报警灯中的红灯,红灯亮起并伴随蜂鸣器响起,提醒操作工进行确认,此时计数器保持原有数值不变,操作工将不合格轮毂轴承拿下进行下一个检测。通过本装置的使用,可快速识别轮毂轴承轴轮产品精车外径的加工与否,配合计数装置可有效避免未精车的轴轮产品流入下道工序,从而提高了检测效率,降低劳动强度。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种轮毂轴承在线检测装置
- 一种轮毂轴承轴向负游隙的直测式电涡流在线检测装置