一种涡壳零件装夹工装
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及装夹工装领域,具体涉及一种涡壳零件装夹工装。
背景技术
涡壳一般用来承载叶轮,涡壳的作用是将叶轮传给液体(或气体)的动能转化为压力能。涡壳一般用作吹风机、鼓风机、水泵以及增压泵等的壳体,涡壳的外形类似渐开线,叶轮的轴心偏向一边,叶轮外缘与涡壳最近处缝隙最小,离心轮的旋转使风或水从出口吹出。进水口(或进风口)从叶轮轴心进入,在离心力的作用下吹出到涡壳边缘的出口。
涡壳具有对被叶轮驱动的空气或者水进行加压的效果,能够提高涡壳出口的风压或水压。涡壳加工尺寸的不同会导致其加压性能出现差异,因此人们对涡壳的加工尺寸要求较为精准,在加工检测涡壳尺寸过程中往往需要用到定位装置对涡壳进行精准定位。
涡壳的装夹加工是行业难题,耗时长,需要多次装夹且工序间因多次校准导致尺寸不稳定,容易造成工件变形与相关尺寸的偏差。
因此,如何解决上述现有技术存在的不足,便成为本发明所要研究解决的课题。
发明内容
本发明的目的是提供一种涡壳零件装夹工装。
为达到上述目的,本发明采用的技术方案是:
一种涡壳零件装夹工装,针对涡壳零件设置,所述涡壳零件具有连接端口、出气端口以及进气端;所述装夹工装包括六面体底座、锁紧装置以及防震装置;
所述锁紧装置包括上部顶紧件、下部顶紧件以及定位杆;
所述上部顶紧件对应所述涡壳零件的出气端口设置,所述下部顶紧件对应所述涡壳零件的连接端口设置,所述定位杆穿设于所述上部顶紧件和下部顶紧件,并锁紧于所述六面体底座的上表面,构成所述涡壳零件通过所述锁紧装置定位于所述六面体底座的上表面;
所述防震装置连设于所述六面体底座上,所述防震装置对应所述涡壳零件的进气端设有定位凹面,构成所述涡壳零件的进气端通过其下表面与所述定位凹面相紧贴配合达成定位。
上述技术方案中的有关内容解释如下:
1.上述方案中,所述上部顶紧件与所述涡壳零件的出气端口的口径相匹配;所述下部顶紧件与所述涡壳零件的连接端口的口径相匹配。在定位所述涡壳零件过程中,所述上部顶紧件顶紧所述所述涡壳零件的出气端口,所述下部顶紧件顶紧所述涡壳零件的连接端口。
2.上述方案中,所述定位杆为定位螺栓,所述上部顶紧件和所述下部顶紧件对应所述定位螺栓均开设有与其相匹配的螺纹孔。
3.上述方案中,所述防震装置一方面起到定位所述涡壳零件的进气端的作用,另一方面在涡壳零件进行加工过程中可以防止涡壳零件因震动而造成的脱位或掉落。
4.上述方案中,所述六面体底座的各表面上均均匀布置有多个定位孔。因此,可以通过与不同定位孔的配合将涡壳零件或者防震装置定位于不同的位置,起到调节位置的作用。
本发明相比于现有技术具有优点如下:
1、本发明通过锁紧装置对涡壳零件的中心管路进行锁紧定位,再通过防震装置的定位凹面将涡壳零件的进气端定位,定位精度高,从而有效提高了涡壳零件的加工质量;
2、本发明结构简单、易于加工、加工成本低,具有很高的实用性。
附图说明
附图1为本发明实施例的结构示意图;
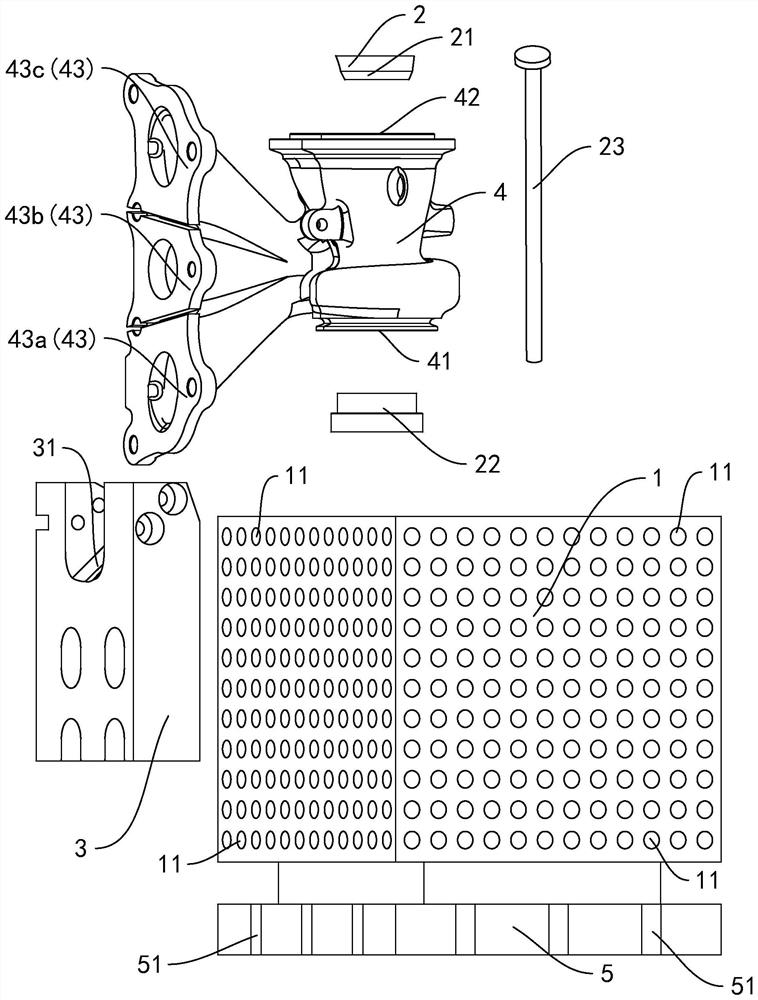
附图2为本发明实施例的爆炸图;
附图3为本发明实施例的侧视图;
附图4为本发明实施例的俯视图。
以上附图中:1.六面体底座;2.锁紧装置;3.防震装置;4.涡壳零件;5.安装底板;11.定位孔;21.上部顶紧件;22.下部顶紧件;23.定位杆;31.定位凹面; 41.连接端口;42.出气端口;43.进气端;51.安装位;43a.第一进气端;43b.第二进气端;43c.第三进气端。
具体实施方式
下面结合附图及实施例对本发明作进一步描述:
实施例:以下将以图式及详细叙述对本案进行清楚说明,任何本领域技术人员在了解本案的实施例后,当可由本案所教示的技术,加以改变及修饰,其并不脱离本案的精神与范围。
本文的用语只为描述特定实施例,而无意为本案的限制。单数形式如“一”、“这”、“此”、“本”以及“该”,如本文所用,同样也包含复数形式。
关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本案,其仅为了区别以相同技术用语描述的组件或操作。
关于本文中所使用的“连接”或“定位”,均可指二或多个组件或装置相互直接作实体接触,或是相互间接作实体接触,亦可指二或多个组件或装置相互操作或动作。
关于本文中所使用的“包含”、“包括”、“具有”等,均为开放性的用语,即意指包含但不限于。
关于本文中所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在本案内容中与特殊内容中的平常意义。某些用以描述本案的用词将于下或在此说明书的别处讨论,以提供本领域技术人员在有关本案描述上额外的引导。
关于本文中所使用的 “上”、“下”等,均为方向性用词,在本案中仅为说明各结构之间位置关系,并非用以限定本案保护方案及实际实施时的具体方向。
参见附图1-4所示,一种涡壳零件装夹工装,针对涡壳零件4设置,所述涡壳零件4具有连接端口41、出气端口42以及进气端43。本实施装夹的涡壳零件4为三链排涡壳零件,其具进气端43包括第一进气端43a、第二进气端43b以及第三进气端43c。在其他实施例中也可装夹两链排或者单链涡壳零件,本实施例在此不对涡壳零件4的类型作限定。
所述装夹工装包括六面体底座1、锁紧装置2以及防震装置3。所述锁紧装置2包括上部顶紧件21、下部顶紧件22以及定位杆23。
所述上部顶紧件21对应所述涡壳零件4的出气端口42设置,所述下部顶紧件22对应所述涡壳零件4的连接端口41设置。所述上部顶紧件21与所述涡壳零件4的出气端口42的口径相匹配;所述下部顶紧件22与所述涡壳零件4的连接端口41的口径相匹配。在定位所述涡壳零件4过程中,所述上部顶紧件21顶紧所述所述涡壳零件4的出气端口42,所述下部顶紧件22顶紧所述涡壳零件4的连接端口41。
所述定位杆23穿设于所述上部顶紧件21和下部顶紧件22,并锁紧于所述六面体底座1的上表面,构成所述涡壳零件4的中心管路通过所述锁紧装置2定位于所述六面体底座1的上表面。本实施例中,所述定位杆23为定位螺栓,所述上部顶紧件21和所述下部顶紧件22对应所述定位螺栓均开设有与其相匹配的螺纹孔。
所述防震装置3连设于所述六面体底座1上,所述防震装置3对应所述涡壳零件4的进气端43设有定位凹面31,构成所述涡壳零件4的进气端43通过其下表面与所述定位凹面31相紧贴配合达成定位。所述防震装置3一方面起到定位所述涡壳零件4的进气端43的作用,另一方面在涡壳零件4进行加工过程中可以防止涡壳零件4因震动而造成的脱位或掉落。本实施例中,所述防震装置3为定位块,所述定位块通过螺栓定位于所述六面体底座1侧部。
所述六面体底座1的各表面上均均匀布置有多个定位孔11。因此,可以通过与不同定位孔11的配合将涡壳零件4或者防震装置3定位于不同的位置,起到调节位置的作用。
优选地,所述六面体底座1下端连设有一安装底板5,所述安装底板5上设有安装位51,所述装夹工装通过一紧固件与所述安装位51相配合装配,以使所述装夹工装定位于加工位上。
综上所述,本发明相比于现有技术具有优点如下:
1、本发明通过锁紧装置对涡壳零件的中心管路进行锁紧定位,再通过防震装置的定位凹面将涡壳零件的进气端定位,定位精度高,从而有效提高了涡壳零件的加工质量;
2、本发明结构简单、易于加工、加工成本低,具有很高的实用性。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 一种涡壳零件装夹工装
- 一种用于装夹薄壁筒状零件的装夹工装