一种用于TO半导体芯片点胶控制方法及系统
文献发布时间:2023-06-19 11:44:10
技术领域
本发明属于半导体芯片制造领域,具体涉及一种用于TO半导体芯片点胶控制方法及系统。
背景技术
在半导体大功率TO芯片制造过程中,TO芯片塑封体点胶是非常重要的一个环节,点胶质量的好坏直接影响芯片合格质量。目前在半导体TO芯片制造领域内的点胶机大多采用PLC控制加气动活塞压力式半自动点胶,该方案缺点是控制系统体积大,成本高,点胶不均匀,稳定性差,点胶效率低,产能低。
发明内容
为了克服现有技术的缺陷,本发明提供一种用于TO半导体芯片点胶控制方法及系统,解决现有半自动点胶,成本高,点胶效率低,产能低,点胶不均匀,稳定性差,使得半导体芯片的不合格率高的问题。
本发明通过如下技术方案实现:
本发明的TO半导体芯片点胶控制方法,包括如下步骤:
自动控制模块的主控板向三轴机械手模块的驱动电机模块发送移动控制命令;
所述三轴机械手模块的驱动电机模块接收所述移动控制命令后,携带点胶阀的点胶头模块,移动到芯片塑封体点胶位置;
所述自动控制模块的主控板向扩展控制板发送点胶控制命令;
所述自动控制模块的扩展控制板接收到主控板的点胶控制命令后,向点胶头模块的驱动电机模块发送移动控制命令;
所述点胶头模块的驱动电机模块接收到所述移动控制命令后,向芯片塑封体点胶位置进行挤胶。
进一步的,所述自动控制模块的主控板向三轴机械手模块的驱动电机模块发送移动控制命令前,还包括,
所述自动控制模块的主控板根据按钮状态和扩展控制板发送的信息判断点胶头模块是否进行点胶,若是,则所述自动控制模块的主控板向三轴机械手模块的驱动电机模块发送移动控制命令,若否,则所述自动控制模块的主控板不向三轴机械手模块的驱动电机模块发送移动控制命令。
进一步的,所述自动控制模块向点胶头模块发送点胶控制命令,点胶头模块在芯片塑封体点胶位置进行点胶,具体包括:
所述自动控制模块的主控板向扩展控制板发送点胶控制命令;
所述自动控制模块的扩展控制板接收到主控板的点胶控制命令后,向点胶头模块的驱动电机模块发送移动控制命令并向点胶阀加压模块发送加压命令;
所述点胶头模块的驱动电机模块接收到所述移动控制命令后,向芯片塑封体点胶位置进行挤胶;
所述点胶头模块的点胶阀加压模块接收到所述点胶阀加压控制命令后,向胶体加压。
进一步的,所述自动控制模块的扩展控制板向点胶头模块的驱动电机模块发送移动控制命令前,还包括,
所述自动控制模块的扩展控制板根据点胶阀到位传感器发送的信息判断点胶阀是否到位,若是,自动控制模块的扩展控制板向点胶头模块的驱动电机模块发送移动控制命令,若否,自动控制模块的扩展控制板不向点胶头模块的驱动电机模块发送移动控制命令。
进一步的,所述自动控制模块向点胶头模块发送点胶控制命令,点胶头模块在芯片塑封体点胶位置进行点胶后,还包括,
所述点胶头模块将芯片塑封体点胶次数反馈给自动控制模块;
所述自动控制模块判断当前芯片塑封体框架是否点胶完成,若否,则自动控制模块继续判断点胶头模块是否点胶;
若是,则当前芯片塑封体框架点胶结束。
对应于上述TO半导体芯片点胶控制方法,提供芯片塑封体点胶控制系统,包括自动控制模块、三轴机械手模块、点胶头模块、触摸屏、手轮、按钮模块;
所述触摸屏用于向所述自动控制模块下发所述控制命令控制,所述自动控制模块执行相应判断操作;
所述自动控制模块分别与所述三轴机械手模块、点胶头模块、触摸屏、手轮以及按钮模块连接;
所述自动控制模块,用于向所述三轴机械手模块、点胶头模块发送控制命令,并实时接收三轴机械手模块、点胶头模块、按钮模块和手轮的发送信息并进行实时存储;
所述三轴机械手模块、点胶头模块接收所述控制命令后,执行相应操作。
和最接近的现有技术比,本发明的技术方案具备如下有益效果:
本发明提供TO半导体芯片点胶控制方法,提高芯片点胶效率,进而提高了半导体芯片的生产能力。
本发明提供的TO半导体芯片点胶控制方法,采用螺杆式点胶,点胶均匀,稳定性好,进而提高半导体芯片的合格率。
本发明提供TO半导体芯片点胶控制系统,采用现有部件进行整合,结构简单,成本低,且系统内模块结构紧凑,使用方便,稳定性好。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
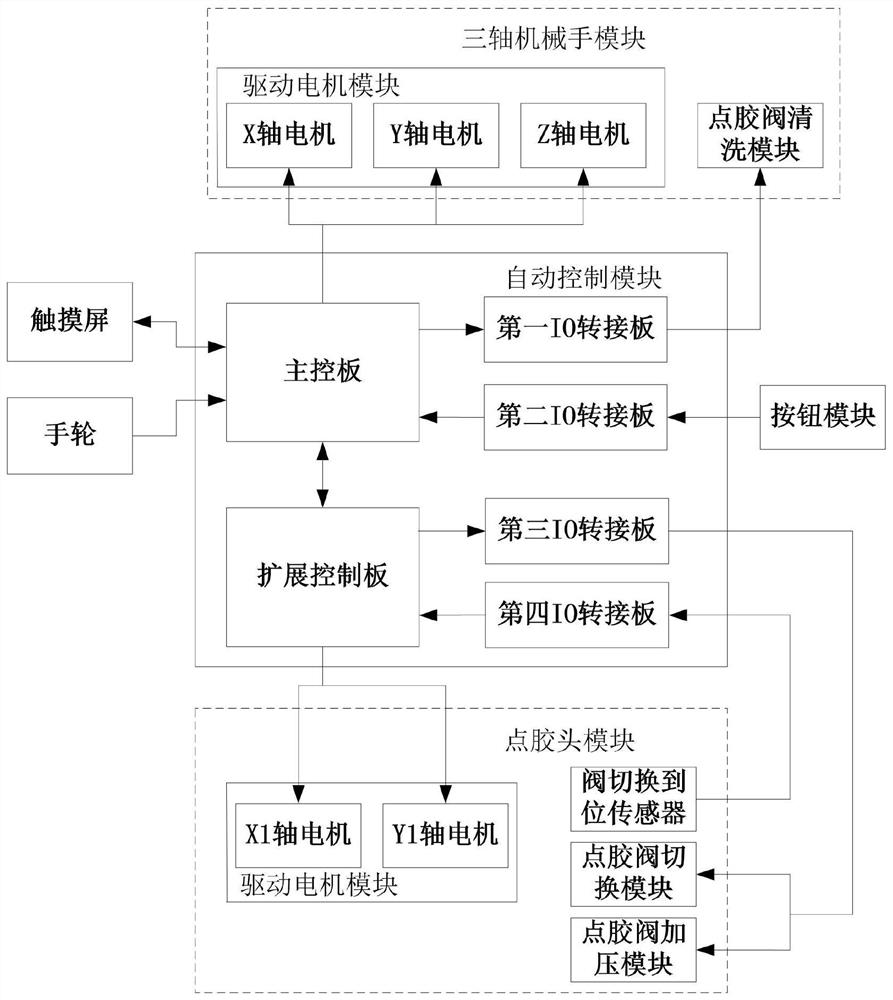
图1为本实施例的TO半导体芯片点胶控制系统的结构框图。
具体实施方式
下面将结合本发明的实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本实施例提供TO半导体芯片点胶控制系统,包括自动控制模块、三轴机械手模块、点胶头模块、触摸屏、手轮、按钮模块;
具体的,三轴机械手模块包括驱动电机模块和点胶阀清洗模块,驱动驱动电机模块包括X轴电机、Y轴电机和Z轴电机;
点胶头模块包括驱动电机模块、阀切换到位传感器、点胶阀切换模块、点胶阀加压模块,驱动驱动电机模块包括X1轴电机和Y1轴电机;
自动控制模块包括主控板、扩展控制板、IO转接板;
IO转接板包括第一IO转接板、第二IO转接板、第三IO转接板和第四IO转接板;
触摸屏与自动控制模块连接,自动控制模块分别与三轴机械手模块、点胶头模块、手轮和按钮模块连接,具体连接关系为:
触摸屏与主控板连接,具体是触摸屏与主控板之间通过RS485通信连接;
主控板与扩展控制板连接,具体是主控板与扩展控制板之间为RS422通信连接;
主控板与第一IO转接板和第二IO转接板连接;
扩展控制板与第三IO转接板和第四IO转接板连接;
第一IO转接板与三轴机械手模块的点胶阀清洗模块连接;
第二IO转接板与按钮模块连接;
第三IO转接板与点胶头模块的点胶阀切换模块、点胶阀加压模块连接;
自动控制模块,用于向三轴机械手模块、点胶头模块发送控制命令,并实时接收三轴机械手模块、点胶头模块、按钮模块和手轮的发送信息并进行实时存储;
三轴机械手模块和点胶头模块接收控制命令后,执行TO半导体芯片点胶控制系统的控制方法;
上述TO半导体芯片点胶控制系统的控制方法,包括如下步骤:
自动控制模块的主控板根据按钮状态和扩展控制板发送的信息判断点胶头模块是否进行点胶,若是,则自动控制模块的主控板向三轴机械手模块的驱动电机模块发送移动控制命令,若否,则自动控制模块的主控板不向三轴机械手模块的驱动电机模块发送移动控制命令;
自动控制模块的主控板向三轴机械手模块的驱动电机模块发送移动控制命令,具体是自动控制模块的主控板向驱动电机模块的X轴电机、Y轴电机发送移动控制命令;
三轴机械手模块的驱动电机模块接收移动控制命令后,携带点胶阀的点胶头模块,移动到芯片塑封体点胶位置,具体的,三轴机械手模块的驱动电机模块的X轴电机接收移动控制命令后,通过电动执行器带动点胶头模块在X轴方向移动,驱动电机模块的Y轴电机接收移动控制命令后,通过电动执行器带动点胶头模块在Y轴方向移动,从而使得点胶头模块移动到相应的点胶位置;
自动控制模块的主控板向扩展控制板发送点胶控制命令;
自动控制模块的扩展控制板接收到主控板的点胶控制命令后,自动控制模块的扩展控制板根据点胶阀到位传感器发送的信息判断点胶阀是否到位,若是,自动控制模块的扩展控制板向点胶头模块的驱动电机模块发送移动控制命令,若否,自动控制模块的扩展控制板不向点胶头模块的驱动电机模块发送移动控制命令;
点胶头模块的驱动电机模块接收到所述移动控制命令后,向芯片塑封体点胶位置进行点胶,具体的,自动控制模块的扩展控制板接收到主控板的点胶控制命令后,并根据点胶阀到位传感器发送的信息向点胶头模块的驱动电机模块发送移动控制命令并向点胶阀加压模块发送加压命令,点胶头模块的驱动电机模块接收到移动控制命令后,向芯片塑封体点胶位置进行挤胶,点胶头模块的点胶阀加压模块接收到所述点胶阀加压控制命令后,向胶体加压完成当次点胶;点胶头模块将芯片塑封体点胶次数反馈给自动控制模块;
然后自动控制模块将点胶头模块反馈的点胶次数与点胶设定次数进行比较,如果点胶次数达到点胶设定投放次数,则说明当前芯片塑封体框架点胶完成,如果点胶次数未达到点胶设定次数,则说明当前芯片塑封体框架点胶没有完成;
如果自动控制模块判断当前芯片塑封体框架点胶没有完成,则自动控制模块继续判断是否点胶;如果自动控制模块判断当前芯片塑封体框架点胶完成,则当前芯片塑封体框架点胶结束,操作结束。
需要说明的是,上述芯片塑封体点胶位置、点胶次数等都是预先设定在触摸屏内的,自动控制模块需要时可以从触摸屏中获取,并且保存在自动控制模块内,自动控制模块实时获取并存储三轴机械手模块、点胶头模块和按钮模块的发送信息;通过触摸屏改变参数时,触摸屏自动将更改的参数发送给自动控制模块保存。
以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员依然可以对本发明的具体实施方式进行修改或者等同替换,这些未脱离本发明精神和范围的任何修改或者等同替换,均在申请待批的本发明的权利要求保护范围之内。
- 一种用于TO半导体芯片点胶控制方法及系统
- 一种用于喷射点胶过程的一致性控制方法及系统