一种食品用高压射流磨柱塞及其制备方法
文献发布时间:2023-06-19 12:11:54
技术领域
本发明属于高压射流磨柱塞制备技术领域,尤其涉及一种食品用高压射流磨柱塞及其制备方法。
背景技术
高压射流磨具有可最小限度地混入杂质,得到高纯净产品且保持颗粒的粒形以及设备简单可靠等特点,同时由于其在高压条件下工作,其粉碎效果好、产量高。在食品行业,特别是豆类、谷物类等食品的粉碎、超细化生产中应用广泛。而在这一技术中,所用到的柱塞为生产效率的稳定提供保障。
由于行业特殊性,食品用高压射流磨所用柱塞不仅工况为高压磨损环境,而且不能有有害物质的析出影响食品质量。因此不仅需要所用柱塞能耐高压耐磨,且在工作中柱塞表面不能有脱层、掉块等情况出现。同时,为处理掉因长时间工作后柱塞表面附着的杂物,需要定期将柱塞置于硝酸和氢氧化钠水溶液中进行高温浸煮,这就要求柱塞必须要耐酸碱腐蚀。
为满足该条件下的柱塞性能要求,目前所采用的柱塞多为硬质合金材料制造,但是硬质合金需要大量用到钨、钴等材料,价格昂贵,而且该条件下所用柱塞表面要求高,所用硬质合金柱塞由于其表面硬度过高,也大大增加了其加工成本;更为严重的是,由于所用柱塞会定期进行酸碱高温浸煮以除去表面杂质,而硬质合金在该条件下会因为晶间腐蚀的问题出现Co的析出、表面掉块、破损等情况,导致柱塞快速失效,严重还会影响产品质量。
发明内容
本发明的目的在于:为了解决上述问题,而提出的一种食品用高压射流磨柱塞及其制备方法。
为了实现上述目的,本发明采用了如下技术方案:一种食品用高压射流磨柱塞,包括基材和金属陶瓷层,所述金属陶瓷层熔覆在基材的外表面上。
作为上述技术方案的进一步描述:
所述金属陶瓷层包括以下成分材料:Mo、Cr、B、Ni、C、W、Nb、Ti、N、Mn余量为Fe。
作为上述技术方案的进一步描述:
所述各个成分材料的质量百分比分别为:Mo:32%-42%,Cr:15%-25%,B:2%-5%,Ni:2.5%-4.5%,C:0.5%-2.0%,W:2%-5%,Nb:0.5%-1.5%,Ti:0.5%-1.2%,N:0.4%-1.2%,Mn:0.3%-0.9%,余量为Fe。
作为上述技术方案的进一步描述:
所述基材为奥氏体不锈钢、铁素体不锈钢、双相不锈钢中的一种。
本文还公开了一种食品用高压射流磨柱塞的制备方法,包括如下步骤:
S1、获取基材,机加工成柱塞毛坯尺寸,将柱塞毛坯置于电炉内,对其进行一定速率的升温至一定程度,并进行保温;
S2、取金属陶瓷层的原材料,置于感应电炉内,给予其高温,使其融化成为金属液;
S3、将金属液导入至雾化装置内,装置内喷射一定速率的气体,对金属液进行雾化;
S4、雾化后,待金属液滴冷却成为颗粒状,过筛网,获取一定粒度的熔敷用粉末;
S5、利用S4制作的粉末,通过熔敷方式将粉末熔敷在预热的柱塞毛坯表面;
S6、精加工至柱塞要求的尺寸精度,完成制备;
S7、对成品进行入库、保存。
作为上述技术方案的进一步描述:
所述S1中,获取基材,将柱塞毛坯置于电炉内,对其表面以5-10℃/min的速度加热至400-500℃,并保温2-3h。
进一步的,通过一定温度的预热和保温,可有效保证柱塞毛坯的温度均匀性及后续表面熔敷金属陶瓷层的质量。速率对于基材表面温度进行提升,可有效保证基材上升温的均匀性,可有效保证基材内的热稳定性。
作为上述技术方案的进一步描述:
所述S2中,取金属陶瓷层的原材料,置于感应电炉内,给予其高温至1700-2000℃,使其融化成为金属液。
进一步的,通过给予金属陶瓷层的原材料高温,可使其快速融化并原位反应形成三元硼化物金属陶瓷,可利用其融化的金属液进行进一步的雾化处理。
作为上述技术方案的进一步描述:
所述S3中,将金属液导入至雾化装置内,装置内喷射700-800m/s的高压氩气,对金属液进行雾化。
作为上述技术方案的进一步描述:
所述S4中,雾化后,待金属液滴冷却成为颗粒状,使其过100-200目的筛网。
进一步的,通过雾化使其成为颗粒,通过一定规格的筛网,可保证其粉末的粒度,提高其使用效果。
作为上述技术方案的进一步描述:
所述S5中,利用S4制作的粉末,通过激光熔敷、等离子熔敷、氩弧堆焊中任意一工艺将金属陶瓷粉末熔敷在基材的表面上。
进一步的,通过多种工艺将金属陶瓷粉末熔敷在基材的表面上,具有很大的选择加工方式范围,提高其加工效果。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
本发明所制备的高压射流磨用柱塞不需要大量用到W、Co战略资源,制备成本低,后续的加工比硬质合金简单易操作,所制备的柱塞性价比高。并且,本发明所制备的柱塞表面金属陶瓷覆层具有较高硬度和优异的耐磨、耐蚀性能,其在酸碱高温浸煮过程中不会出现晶间腐蚀情况。同时该柱塞基材选用了高性能的不锈钢,同样能耐酸碱腐蚀,保证了其在使用过程中的完整性。因此,与现有硬质合金柱塞相比,本发明所制备的高压射流磨用柱塞制造成本低,加工简单,并具有优异的抗高压和耐磨、耐蚀性能,能很好的在高压射流磨工况环境中长时间服役。
附图说明
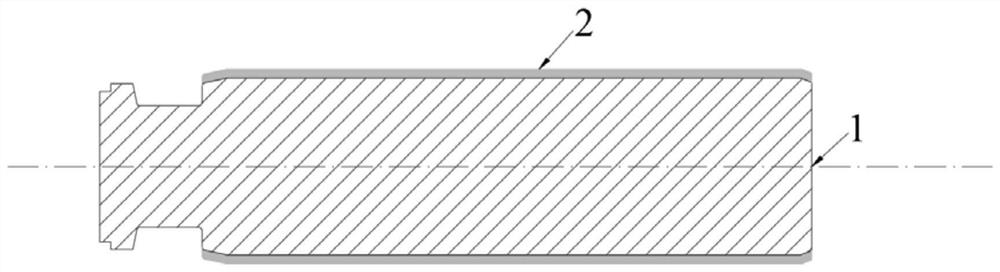
图1为一种食品用高压射流磨柱塞的剖面图。
图2为一种食品用高压射流磨柱塞表面金属陶瓷覆层截面微观形貌图。
图例说明:
1、基材;2、金属陶瓷层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
请参阅图1-2,本发明提供一种技术方案:一种食品用高压射流磨柱塞,包括基材1和金属陶瓷层2,所述金属陶瓷层2熔覆在基材1的外表面上,所述金属陶瓷层2包括以下成分材料:Mo:32%-42%,Cr:15%-25%,B:2%-5%,Ni:2.5%-4.5%,C:0.5%-2.0%,W:2%-5%,Nb:0.5%-1.5%,Ti:0.5%-1.2%,N:0.4%-1.2%,Mn:0.3%-0.9%,余量为Fe,所述基材1为奥氏体不锈钢;
本文还公开了一种食品用高压射流磨柱塞的制备方法,包括如下步骤:
S1、获取基材1,机加工成柱塞毛坯尺寸,将柱塞毛坯置于电炉内,对其表面以5℃/min的速度加热至400℃,并保温2h;
S2、取金属陶瓷层2的原材料,置于感应电炉内,给予其高温至1700℃,使其融化成为金属液;
S3、将金属液导入至雾化装置内,装置内喷射700m/s的高压氩气,对金属液进行雾化;
S4、雾化后,待金属液滴冷却成为颗粒状,使其过100目的筛网,获取一定粒度的熔敷用粉末;
S5、利用S4制作的粉末,通过激光熔敷、等离子熔敷、氩弧堆焊中任意一工艺将金属陶瓷粉末熔敷在基材1的表面上;
S6、精加工至柱塞要求的尺寸精度,完成制备;
S7、对成品进行入库、保存。
本实施例中,所制备的高压射流磨用柱塞不需要大量用到钨,同时也不需要钴的参与,制备成本低,所制备的柱塞性价比高。
实施例2
请参阅图1-2,本发明提供一种技术方案:一种食品用高压射流磨柱塞,包括基材1和金属陶瓷层2,所述金属陶瓷层2熔覆在基材1的外表面上,所述金属陶瓷层2包括以下成分材料:Mo:32%-42%,Cr:15%-25%,B:2%-5%,Ni:2.5%-4.5%,C:0.5%-2.0%,W:2%-5%,Nb:0.5%-1.5%,Ti:0.5%-1.2%,N:0.4%-1.2%,Mn:0.3%-0.9%,余量为Fe,所述基材1为铁素体不锈钢;
本文还公开了一种食品用高压射流磨柱塞的制备方法,包括如下步骤:
S1、获取基材1,机加工成柱塞毛坯尺寸,将柱塞毛坯置于电炉内,对其表面以8℃/min的速度加热至450℃,并保温2.5h;
S2、取金属陶瓷层2的原材料,置于感应电炉内,给予其高温至1800℃,使其融化成为金属液;
S3、将金属液导入至雾化装置内,装置内喷射750m/s的高压氩气,对金属液进行雾化;
S4、雾化后,待金属液滴冷却成为颗粒状,使其过150目的筛网,获取一定粒度的熔敷用粉末;
S5、利用S4制作的粉末,通过激光熔敷、等离子熔敷、氩弧堆焊中任意一工艺将金属陶瓷粉末熔敷在基材1的表面上;
S6、精加工至柱塞要求的尺寸精度,完成制备;
S7、对成品进行入库、保存。
本实施例中,在经过熔敷后,柱塞表面由三元硼化物金属陶瓷层构成。该金属陶瓷层具有耐高压、耐磨的特点,其在酸碱高温浸煮过程中不会出现晶间腐蚀情况,同时该柱塞基材选用了高性能的不锈钢,同样能耐酸碱腐蚀,保证了其在使用过程中的完整性。
实施例3
请参阅图1-2,本发明提供一种技术方案:一种食品用高压射流磨柱塞,包括基材1和金属陶瓷层2,所述金属陶瓷层2熔覆在基材1的外表面上,所述金属陶瓷层2包括以下成分材料:Mo:32%-42%,Cr:15%-25%,B:2%-5%,Ni:2.5%-4.5%,C:0.5%-2.0%,W:2%-5%,Nb:0.5%-1.5%,Ti:0.5%-1.2%,N:0.4%-1.2%,Mn:0.3%-0.9%,余量为Fe,所述基材1为双相不锈钢;
本文还公开了一种食品用高压射流磨柱塞的制备方法,包括如下步骤:
S1、获取基材1,机加工成柱塞毛坯尺寸,将柱塞毛坯置于电炉内,对其表面以10℃/min的速度加热至500℃,并保温3h;
S2、取金属陶瓷层2的原材料,置于感应电炉内,给予其高温至2000℃,使其融化成为金属液;
S3、将金属液导入至雾化装置内,装置内喷射800m/s的高压氩气,对金属液进行雾化;
S4、雾化后,待金属液滴冷却成为颗粒状,使其过200目的筛网,获取一定粒度的熔敷用粉末;
S5、利用S4制作的粉末,通过激光熔敷、等离子熔敷、氩弧堆焊中任意一工艺将金属陶瓷粉末熔敷在基材1的表面上;
S6、精加工至柱塞要求的尺寸精度,完成制备;
S7、对成品进行入库、保存。
本实施例中,该方法制备的高压射流磨用柱塞的金属陶瓷层硬度比硬质合金低,其后续的加工比硬质合金简单易操作,减少了加工消耗,且该方法成本低,加工简单,所制备的高压射流磨用柱塞抗高压、耐磨耐蚀,能很好的在高压射流磨工况环境中长时间服役。
关于实施例1-3中,需要说明的是:
由图2钢基材表面金属陶瓷层可知,本发明提供的一种食品用高压射流磨柱塞及其制备方法,通过敷焊工艺,在基材表面形成均匀致密化的涂层,涂层与基材呈良好冶金结合,柱塞表面具有优异的耐磨性和耐蚀性,较目前使用的硬质合金柱塞(使用寿命约30天),使用寿命提高了一倍以上,提高生产效率,降低成本,进一步证明该方法的优异性及可行性。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种食品用高压射流磨柱塞及其制备方法
- 一种超大流量高压微射流均质机柱塞泵组