一种半自动伞管钻孔打销机及其使用方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种半自动伞管钻孔打销机及其使用方法,属于伞管制造装配技术领域。
背景技术
目前,国内的伞管的加工、装配方式,大多还是采用较为传统的工艺,即先通过台钻在伞管上的塑件上进行钻孔,然后再通过人工的方式,将铁销打进已经钻好的孔内,来固定塑件与伞管。
申请号为CN2016213604076的中国实用新型专利“伞管销钉压装机构”,其旨在提供一种可有效提高伞管销钉压装效率,降低伞管销钉压装的工作强度的伞管销钉压装机构。它包括机架;设置在机架上的伞管夹持机构,伞管夹紧机构包括用于夹持伞管的第一气动手指;设置在机架上的销钉压装执行装置,销钉压装执行装置包括压装台、设置在机架上用于升降压装台的下压气缸、设置在压装台上的制动块、与制动块配合的压块以及设置在压装台上用于平移压块的压销钉气缸;以及销钉夹持机构,销钉夹持机构位于销钉压装执行装置的正下方,销钉夹持机构包括用于夹持销钉的第二气动手指以及用于升降第二气动手指的上升气缸。
但是,上述专利,仅仅只能完成打销工作,钻孔工作还需另外一套设备来进行,不够简便。
发明内容
为了克服上述问题,本发明提供一种半自动伞管钻孔打销机及其使用方法,该半自动伞管钻孔打销机工作时,塑件与架杆的钻孔与打销工序在同一设备上一气呵成,能够提高生产效率;同时,钻孔产生的粉尘,由配套的吸尘设备直接吸走,不会产生粉尘污染。
本发明的技术方案如下:
一种半自动伞管钻孔打销机,包括工作台、装配模座、滑动架、送销机构、吹尘机构以及空压机;所述工作台一侧上端固定一竖直的侧板;所述侧板上水平固定有架导轨;所述滑动架后端固定有能够在所述架导轨上滑动的滑槽;所述侧板上固定一水平的顶推气缸,所述顶推气缸的活塞杆末端与所述滑动架固定;所述滑动架上端固定一水平的上固定板;有钻孔气缸、打销气缸分别竖直固定在所述上固定板上端;所述钻孔气缸的活塞杆向下穿出所述上固定板,末端固定有电机;所述电机的输出端固定有夹具,所述夹具内设置有钻头;所述打销气缸的活塞杆向下穿出所述上固定板,末端固定有铁销冲针;所述装配模座固定在所述工作台上,位于所述滑动架下方;所述装配模座上放置有伞管;所述送销机构设置在所述侧板上,能够向装配模座输送铁销;所述吹尘机构固定在所述工作台上;所述空压机分别与装配模座、钻孔气缸、打销气缸、顶推气缸以及吹尘机构连通。
进一步的,所述装配模座包括座固定板、块导轨、仿形固定块、仿形滑块、滑块气缸、推销气缸以及载销块;所述座固定板固定在所述工作台上;所述块导轨固定在所述座固定板上端中部;所述滑块气缸、所述推销气缸均固定在所述座固定板上,且分别间隔位于所述块导轨两侧;所述载销块与所述推销气缸的活塞杆末端固定,所述载销块滑动设置在所述块导轨上;所述载销块中部开设一竖直贯通的容销孔,所述送销机构能够将铁销输送到所述容销孔内;所述仿形固定块贴合固定在所述块导轨靠近所述滑块气缸的一侧,且所述仿形固定块外侧贴合所述伞管的塑件一侧外沿设置;所述仿形滑块与所述滑块气缸的活塞杆末端固定,且所述仿形滑块外侧贴合所述塑件另一侧外沿设置;所述空压机分别与所述滑块气缸、所述推销气缸连通。
进一步的,所述吹尘机构包括吹尘器、吹尘管以及吹尘头;所述吹尘器固定在所述工作台上;所述吹尘管两端分别连通所述吹尘器与所述吹尘头;所述吹尘头悬于所述塑件外侧上方,且所述吹尘头末端正对所述塑件;所述空压机与所述吹尘器连通。
进一步的,所述送销机构包括振动盘、引导软管以及送销座;所述振动盘固定在所述侧板上,其内部存储有铁销;所述送销座固定在所述块导轨中部上端,且所述送销座位于所述载销块上方;所述引导软管连通所述振动盘与所述送销座,且所述引导软管内径大于铁销外径;铁销经由引导软管和送销座,最终进入容销孔内。
进一步的,还包括一吸尘机构;所述吸尘机构包括吸尘器、吸尘管以及吸风口;所述吸风口固定在所述工作台上,且所述吸风口正对所述塑件;所述侧板上开设一避让槽;所述吸尘管两端分别连通所述吸尘器与所述吸风口;所述吸尘管中部穿过所述避让槽。
进一步的,所述工作台上还设置有保护罩、移动垫块、踏板启动器以及PLC控制器;所述保护罩呈U形,且所述保护罩的敞开端固定在所述工作台上端外侧;所述保护罩罩设在所述推销气缸末端外侧;所述移动垫块放置在所述工作台上,且所述伞管的架杆放置在所述移动垫块上端;所述PLC控制器位于所述工作台内;所述PLC控制器分别与所述踏板启动器、滑块气缸、推销气缸、钻孔气缸、电机、打销气缸、顶推气缸、振动盘、吹尘器、吸尘器电信号连接。
进一步的,所述工作台上还固定一限位板;所述限位板位于所述仿形固定块后方,且所述架杆顶端抵靠在所述限位板前端。
进一步的,所述上固定板前端下方还竖直固定一粉尘挡板;所述粉尘挡板下端延伸至伞管的架杆的上方;所述粉尘挡板、所述侧板分别位于所述装配模座的两侧。
进一步的,所述打销气缸的活塞杆向下穿出所述上固定板,末端固定有冲针座;所述冲针座下端固定有所述铁销冲针;所述滑动架下端固定有水平的针板;所述针板上开设一供所述铁销冲针穿过的通孔。
一种半自动伞管钻孔打销机的使用方法,具体步骤如下:
步骤一:启动工作;
打开电源和振动盘,接通空压机,整个设备开始运行;
步骤二:安装伞管;
将伞管的塑件一侧贴合仿形固定块放置,同时使架杆的顶端贴合在限位板的前端;然后调节移动垫块,将伞管的架杆搭设在所述移动垫块上;
步骤三:夹紧工序;
踩下踏板启动器,PLC控制器驱动滑块气缸工作,滑块气缸的活塞杆探出,带动仿形滑块移动并压紧伞管的塑件的另一侧,夹紧塑件;
步骤四:钻孔工序;
PLC控制器驱动钻孔气缸、电机工作,电机带动钻头转动,钻孔气缸的活塞杆探出,钻头下压打入塑件上进行钻孔;然后PLC控制器控制钻孔气缸复位,同时电机停止;
步骤五:送销工序;
PLC控制器驱动振动盘工作,振动盘将铁销经由引导软管输送至送销座,最终进入载销块的容销孔内;
步骤六:打销工序;
PLC控制器驱动推销气缸、顶推气缸工作,推销气缸的活塞杆探出,将载销块推至塑件上方,直至载销块内铁销、塑件上钻好的铁销孔同心;顶推气缸的活塞杆收缩,滑动架移动,直至铁销冲针、载销块内铁销、塑件上钻好的铁销孔同心;然后PLC控制器驱动打销气缸工作,打销气缸的活塞杆探出,铁销冲针下压,将载销块内铁销打入塑件上钻好的铁销孔内;然后PLC控制器依次驱动打销气缸、推销气缸复位;
步骤七:滑动架复位;
打销气缸复位后,PLC控制器驱动顶推气缸工作,顶推气缸的活塞杆探出,将钻孔气缸移动至塑件上方,钻头复位;
步骤八:吹尘、吸尘工序;
PLC控制器驱动吹尘器、吸尘器工作,吹尘头将钻孔产生的碎屑、粉尘吹至吸风口进行收集;
步骤九:更换工件;
将加工完成的伞管取下,然后装入待加工的伞管;重复步骤二至步骤八,直至所有待加工的伞管加工完成。
本发明具有如下有益效果:
1、该半自动伞管钻孔打销机工作时,塑件与架杆的钻孔与打销工序在同一设备上一气呵成,能够提高生产效率。
2、钻孔产生的粉尘,由配套的吸尘设备直接吸走,不会产生粉尘污染,也不会危害到操作人员的身体健康。
3、该半自动伞管钻孔打销机结构简单,一人即可操作多台机器,可以减少人工成本。
附图说明
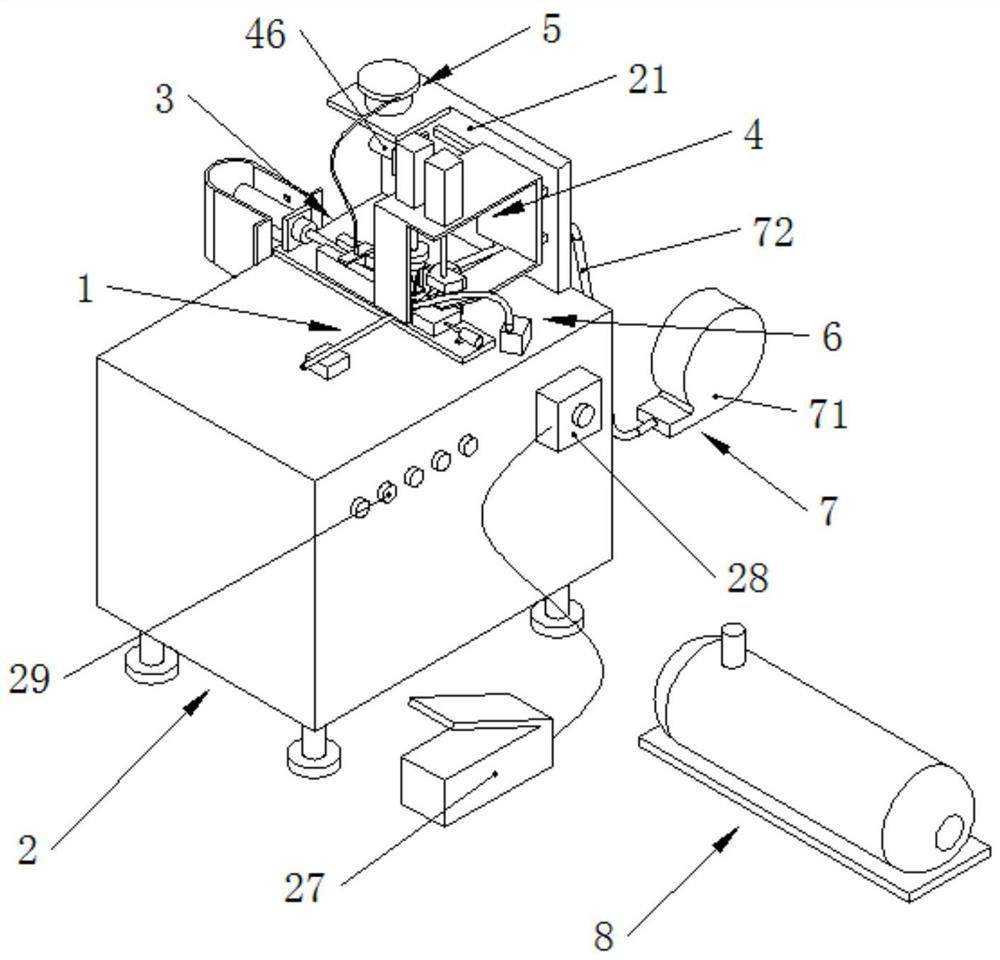
图1为本发明的整体结构示意图。
图2为本发明的内部结构示意图。
图3为本发明的滑动架和装配模座的配合钻孔时的示意图。
图4为本发明的滑动架和装配模座的配合打销时的示意图。
图5为本发明的滑动架的结构示意图。
图6为本发明的装配模座的结构示意图。
图中附图标记表示为:
1、伞管;11、架杆;12、塑件;2、工作台;21、侧板;22、架导轨;23、避让槽;24、保护罩;26、移动垫块;27、踏板启动器;28、手动启动器;29、指示灯;3、装配模座;31、座固定板;32、块导轨;33、仿形固定块;34、仿形滑块;35、滑块气缸;36、推销气缸;37、限位板;38、载销块;4、滑动架;41、滑槽;42、上固定板;43、钻孔气缸;431、电机;432、夹具;433、钻头;44、打销气缸;441、冲针座;442、铁销冲针;443、针板;45、粉尘挡板;46、顶推气缸;5、送销机构;51、振动盘;52、引导软管;53、送销座;6、吹尘机构;61、吹尘器;62、吹尘管;63、吹尘头;7、吸尘机构;71、吸尘器;72、吸尘管;73、吸风口;8、空压机。
具体实施方式
下面结合附图和具体实施例来对本发明进行详细的说明。
特别的,伞管1为使用在自动雨伞上或者帐篷关节上的连接件。包括架杆11和塑件12。架杆11采用空心或实心管制成,材质一般可采用玻纤架杆、碳素纤维管、铝管、铁管等。塑件12与架杆11相对应的一端设有容纳架杆11的空腔,且塑件12套设在架杆11上。
参见图1-6,一种半自动伞管钻孔打销机,包括工作台2、装配模座3、滑动架4、送销机构5、吹尘机构6以及空压机8;所述工作台2一侧上端固定一竖直的侧板21;所述侧板21上水平固定有架导轨22;所述滑动架4后端固定有能够在所述架导轨22上滑动的滑槽41;所述侧板21上固定一水平的顶推气缸46,所述顶推气缸46的活塞杆末端与所述滑动架4固定;所述滑动架4上端固定一水平的上固定板42;有钻孔气缸43、打销气缸44分别竖直固定在所述上固定板42上端;所述钻孔气缸43的活塞杆向下穿出所述上固定板42,末端固定有电机431;所述电机431的输出端固定有夹具432,所述夹具432内设置有钻头433;所述打销气缸44的活塞杆向下穿出所述上固定板42,末端固定有铁销冲针442;所述装配模座3固定在所述工作台2上,位于所述滑动架4下方;所述装配模座3上放置有伞管1;所述送销机构5设置在所述侧板21上,能够向装配模座3输送铁销;所述吹尘机构6固定在所述工作台2上;所述空压机8分别与装配模座3、钻孔气缸43、打销气缸44、顶推气缸46以及吹尘机构6连通。
根据上述描述,该半自动伞管钻孔打销机主要包括工作台2、装配模座3、滑动架4、送销机构5、吹尘机构6以及空压机8。工作台2设置侧板21,侧板21上设置架导轨22;滑动架4上设置滑槽41,且滑槽41套设在架导轨22,则顶推气缸46能够带动滑动架4沿架导轨22往复滑动。装配模座3固定在工作台2上,位于滑动架4下方,用于放置待加工的伞管11。送销机构5设置在侧板21上,用于向装配模座3输送铁销。滑动架4上还分别设置钻孔气缸43、打销气缸44,钻孔气缸43通过下压钻头433,对塑件12进行钻孔工作;打销气缸44通过下压铁销冲针442,将装配模座3上的铁销打入塑件12上钻好的铁销孔内。吹尘机构6固定在工作台2上,用于吹开钻头433在塑件12上钻孔产生的粉尘。
该半自动伞管钻孔打销机工作时,伞管1的钻孔、打销工序可以在同一设备上同时进行、一气呵成,不仅可以减少设备的投入、减小设备的占地面积,同时还能大大提升生产效率。同时,钻孔时产生的粉尘,可由吹尘机构6直接吹走,降低了粉尘污染,同时也降低了对操作人员身体健康的危害。此外,该半自动伞管钻孔打销机结构简单,一人即可操作多台机器,还可以减少人工成本。
进一步的,所述装配模座3包括座固定板31、块导轨32、仿形固定块33、仿形滑块34、滑块气缸35、推销气缸36以及载销块38;所述座固定板31固定在所述工作台2上;所述块导轨32固定在所述座固定板31上端中部;所述滑块气缸35、所述推销气缸36均固定在所述座固定板31上,且分别间隔位于所述块导轨32两侧;所述载销块38与所述推销气缸36的活塞杆末端固定,所述载销块38滑动设置在所述块导轨32上;所述载销块38中部开设一竖直贯通的容销孔,所述送销机构5能够将铁销输送到所述容销孔内;所述仿形固定块33贴合固定在所述块导轨32靠近所述滑块气缸35的一侧,且所述仿形固定块33外侧贴合所述伞管1的塑件12一侧外沿设置;所述仿形滑块34与所述滑块气缸35的活塞杆末端固定,且所述仿形滑块34外侧贴合所述塑件12另一侧外沿设置;所述空压机8分别与所述滑块气缸35、所述推销气缸36连通。
根据上述描述,装配模座3主要包括座固定板31、块导轨32、仿形固定块33、仿形滑块34、滑块气缸35、推销气缸36以及载销块38。座固定板31固定在工作台2上,主要对装配模座3上其他部件起固定作用;块导轨32固定在座固定板31上端中部;滑块气缸35、推销气缸36分别位于块导轨32的两侧;推销气缸36的活塞杆末端固定有载销块38,载销块38沿块导轨32滑动,载销块38上开设容销孔,用于承载铁销;仿形固定块33贴合块导轨32末端设置,且仿形固定块33外侧贴合塑件12一侧外沿;滑块气缸35的活塞杆末端固定有仿形滑块34,仿形滑块34外侧贴合塑件12另一侧外沿,则仿形固定块33、仿形滑块34可以分别在塑件12的两侧,通过仿形结构的设置,辅以气缸推动,从而夹紧塑件12。
进一步的,所述吹尘机构6包括吹尘器61、吹尘管62以及吹尘头63;所述吹尘器61固定在所述工作台2上;所述吹尘管62两端分别连通所述吹尘器61与所述吹尘头63;所述吹尘头63悬于所述塑件12外侧上方,且所述吹尘头63末端正对所述塑件12;所述空压机8与所述吹尘器61连通。
特别的,吹尘头63的吹尘方向,是由塑件12外侧,朝向侧板21的方向进行吹尘的。
进一步的,所述送销机构5包括振动盘51、引导软管52以及送销座53;所述振动盘51固定在所述侧板21上,其内部存储有铁销;所述送销座53固定在所述块导轨32中部上端,且所述送销座53位于所述载销块38上方;送销座53上开设竖直中空的孔,供铁销经过;所述引导软管52连通所述振动盘51与所述送销座53,且所述引导软管52内径大于铁销外径;铁销经由引导软管52和送销座53,最终进入容销孔内。
进一步的,还包括一吸尘机构7;所述吸尘机构7包括吸尘器71、吸尘管72以及吸风口73;所述吸风口73固定在所述工作台2上,且所述吸风口73正对所述塑件12;所述侧板21上开设一避让槽23;所述吸尘管72两端分别连通所述吸尘器71与所述吸风口73;所述吸尘管72中部穿过所述避让槽23。
特别的,吸风口73与吹尘头63应分别设置在塑件12的两侧,以利吸风口73更好地对粉尘进行收集
进一步的,所述工作台2上还设置有保护罩24、移动垫块26、踏板启动器27以及PLC控制器;所述保护罩24呈U形,且所述保护罩24的敞开端固定在所述工作台2上端外侧;所述保护罩24罩设在所述推销气缸36末端外侧;所述移动垫块26放置在所述工作台2上,且所述伞管1的架杆11放置在所述移动垫块26上端;所述PLC控制器位于所述工作台2内;所述PLC控制器分别与所述踏板启动器27、滑块气缸35、推销气缸36、钻孔气缸43、电机431、打销气缸44、顶推气缸46、振动盘51、吹尘器61、吸尘器71电信号连接。
根据上述描述,作台2上还设置有保护罩24、移动垫块26、踏板启动器27以及PLC控制器。保护罩24主要对推销气缸36起保护作用。移动垫块26用于垫起架杆11末端。踏板启动器27用于启动整个设备。PLC控制器则是设置在工作台2内部,连接并控制其他元件运作。
特别的,工作台2上还设置有手动启动器28;手动启动器28与踏板启动器27、PLC控制器电信号连接。手动启动器28与踏板启动器27为同位替代,均可用于启动设备。
特别的,工作台2外侧还设置多个用于指示设备工作状态的指示灯29,可以让操作人员对整个设备的运行状态有直观的认知。
进一步的,所述工作台2上还固定一限位板37;所述限位板37位于所述仿形固定块33后方,且所述架杆11顶端抵靠在所述限位板37前端。
特别的,限位板37上开设有长圆孔,且限位板37通过螺栓穿过长圆孔,锁定在工作台,以便限位板37能够对不同类型的待加工伞管1进行限位。
进一步的,所述上固定板42前端下方还竖直固定一粉尘挡板45;所述粉尘挡板45下端延伸至伞管1的架杆11的上方;所述粉尘挡板45、所述侧板21分别位于所述装配模座3的两侧。粉尘挡板45设置在靠近操作人员的一侧,可以更进一步阻止钻孔产生的粉尘靠近操作人员,进而起到保护操作人员的作用。
进一步的,所述打销气缸44的活塞杆向下穿出所述上固定板42,末端固定有冲针座441;所述冲针座441下端固定有所述铁销冲针442;所述滑动架4下端固定有水平的针板443;所述针板443上开设一供所述铁销冲针442穿过的通孔。冲针座441和针板443,主要起到稳定铁销冲针442的作用,防止铁销冲针442在下压打销的过程中,产生偏离。
一种半自动伞管钻孔打销机的使用方法,具体步骤如下:
步骤一:启动工作;
打开电源和振动盘51,接通空压机8,整个设备开始运行;
步骤二:安装伞管1;
将伞管1的塑件12一侧贴合仿形固定块33放置,同时使架杆11的顶端贴合在限位板37的前端;然后调节移动垫块26,将伞管1的架杆11搭设在所述移动垫块26上;
步骤三:夹紧工序;
踩下踏板启动器27,PLC控制器驱动滑块气缸35工作,滑块气缸35的活塞杆探出,带动仿形滑块34移动并压紧伞管1的塑件12的另一侧,夹紧塑件12;
步骤四:钻孔工序;
PLC控制器驱动钻孔气缸43、电机431工作,电机431带动钻头433转动,钻孔气缸43的活塞杆探出,钻头433下压打入塑件12上进行钻孔;然后PLC控制器控制钻孔气缸43复位,同时电机431停止;
步骤五:送销工序;
PLC控制器驱动振动盘51工作,振动盘51将铁销经由引导软管52输送至送销座53,最终进入载销块38的容销孔内;
步骤六:打销工序;
PLC控制器驱动推销气缸36、顶推气缸46工作,推销气缸36的活塞杆探出,将载销块38推至塑件12上方,直至载销块38内铁销、塑件12上钻好的铁销孔同心;顶推气缸46的活塞杆收缩,滑动架4移动,直至铁销冲针442、载销块38内铁销、塑件12上钻好的铁销孔同心;然后PLC控制器驱动打销气缸44工作,打销气缸44的活塞杆探出,铁销冲针442下压,将载销块38内铁销打入塑件12上钻好的铁销孔内;然后PLC控制器依次驱动打销气缸44、推销气缸36复位;
步骤七:滑动架4复位;
打销气缸44复位后,PLC控制器驱动顶推气缸46工作,顶推气缸46的活塞杆探出,将钻孔气缸43移动至塑件12上方,钻头433复位;
步骤八:吹尘、吸尘工序;
PLC控制器驱动吹尘器61、吸尘器71工作,吹尘头63将钻孔产生的碎屑、粉尘吹至吸风口73进行收集;
步骤九:更换工件;
将加工完成的伞管1取下,然后装入待加工的伞管1;重复步骤二至步骤八,直至所有待加工的伞管1加工完成。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种半自动伞管钻孔打销机及其使用方法
- 一种半自动伞管钻孔打销机