一种增韧增强聚乳酸复合材料的制备方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及3D打印材料技术领域,具体涉及一种增韧增强聚乳酸复合材料的制备方法。
背景技术
3D打印技术,又被称为增材制造技术(AM),根据成型方式的不同,3D打印技术可分为立体光固化成型技术(SLA)、数字光处理成型技术(DLP)、聚合物喷射技术(Polyjet)、连续液体界面提取技术(3DP)、熔融沉积成型技术(FDM)、直接油墨书写(DIW)、选择性激光烧结成型(SLS)、选择性热烧结(SHS)和快速液态打印技术(RLP)等,各种3D打印技术各有特点,对材料和打印对象具有选择性。
熔融沉积成型技术(FDM)是发展和应用最早、设备低廉的3D打印技术。FDM材料打印件强度较高,是一种易于工业化生产的3D打印技术。目前可用于FDM 3D打印的材料有聚乳酸(PLA)、ABS塑料和聚碳酸酯(PC)等聚合物和复合材料,以及常用吹塑成型等一般塑料成型方式的聚乙烯(PE)、聚丙烯(PP)和尼龙6(PA6)等热塑性塑料,其中PE和PP能够被很容易加工成FDM 3D打印所需要的丝材,但是在实际打印过程中,因为经常出现分层开裂现象而无法满足打印需求;PA6则是在打印过程中易发生翘曲,影响打印效果从而导致打印件的质量较差。因此要求FDM 3D打印的材料需要具备以下特点:具有较好的韧性、刚性、高温流动性和成型收缩率小,以及良好的粘合性和较低的熔融温度。目前可用于FDM 3D打印的材料种类较少,价格较高,仅有部分热塑性高分子材料满足打印要求,所以,关于新型的FDM3D打印材料的研发对扩展3D打印技术向更多领域渗透和实际工业化应用,有着很重要的意义。
PLA是发展较早且应用最广泛的可生物降解塑料之一,和国外的发展尚有差距,国内经过近年发展,技术逐渐成熟,应用也在逐渐扩大;PLA作为目前产业化水平最高的生物质基降解材料,其具有良好的可生物降解性能、收缩率小和不易发生翘曲等特点,广泛应用于FDM 3D打印领域。但由于成本高和性脆等原因,PLA作为FDM 3D打印材料使用有很大的局限性,一般来说,需要对PLA进行物理或者化学改性,以改善PLA性能制备结构型高分子材料或复合材料;或者赋予特殊性能(如压电、导电等)功能性高分子材料或复合材料。
纤维素的FDM 3D打印材料的制备不仅可以增加3D打印材料的种类,而且为纤维素的高值化利用提供一条可行的路径。以天然纤维改性塑料以增强塑料基体的性能和节省成本,从而取代玻璃和其他合成材料,是目前研究的一个热点。但天然纤维与聚合物基体的相容性差,在加工过程中容易团聚,导致纤维素在聚合物基体分散性低,从而导致纤维素/聚合物力学性能变差,在较低纤维素添加量下复合材料能保持良好的力学性能。纤维之间的相互作用以及纤维与基体之间的相互作用是应力从基体向纤维传递的基础,利用多功能单体对纤维表面的改性可以在与聚合物基质的二次反应中得到利用,从而在纤维和聚合物之间提供稳定的结合网络。木塑复合材料将天然植物纤维与塑料的优势有效结合,既具备天然植物纤维的高强度和高弹性,又具备塑料的高弹性和耐疲劳性,力学强度高,容易加工成型。
目前,关于FDM 3D新型结构性材料的研究水平有限,受限于现有打印材料的性能和成本,FDM 3D打印的发展和推广受到阻碍。而纤维素作为可生物降解的生物质资源,可以节省3D打印的成本,关于可FDM 3D打印用的复合材料的研究成为热点。从分子水平设计新型结构性3D打印材料,改善现有材料的缺陷,或者制备成本低、强度高的复合材料,对于扩宽3D打印材料的可选择范围具有积极意义。
公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
发明内容
本发明的目的在于提供一种增韧增强聚乳酸复合材料的制备方法,以解决现有3D打印材料存在的问题。
为实现上述目的,本发明提供了如下技术方案:
一种增韧增强聚乳酸复合材料的制备方法,包括以下步骤:
(1)制备粗接枝产物:将PLA母料粉碎,与反应单体甲基丙烯酸缩水甘油酯GMA和自由基引发剂过氧化苯甲酸叔丁酯TBPB充分混合;将混合物手动喂入微量双螺杆挤出机中,待反应结束后,挤出,得到粗接枝产物PLA-GMA;
(2)纯化接枝产物:室温下,将粗接枝产物PLA-GMA完全溶解于三氯甲烷中,缓慢加入过量无水乙醇使其沉淀,搅拌,过滤,无水乙醇洗涤2-3次,75℃真空干燥12h,得到纯化的接枝产物PLA-GMA;
(3)预处理蔗渣:蔗渣用水浸泡10-14h,沥干水分,用去离子水洗涤2-3尺,置于105℃烘箱中烘至恒重,得到蔗渣纤维BF;将蔗渣纤维BF加入到去离子水中,煮沸40min,然后经超声处理40min后置于105℃烘箱中烘至恒重,后经碱处理、漂白和筛分,得到蔗渣纤维素BC;
(4)制备PLA复合材料:取蔗渣纤维素BC、纯化的接枝产物PLA-GMA和PLA预先均匀混合,添加到双螺杆混合挤出机中,在165℃、30rpm条件下共混4min后挤出成型,即得PLA复合材料。
作为优选,步骤(1)中甲基丙烯酸缩水甘油酯GMA相对于PLA的用量为20%;过氧化苯甲酸叔丁酯TBPB相对于PLA的用量为3%;反应温度为185℃。
作为优选,步骤(2)中,蔗渣纤维BF的质量和去离子水的体积比为1mg:20L。
作为优选,步骤(3)中碱处理的具体操作为:在1:20mg/L固液比的条件下,用10%NaOH溶液在70℃下搅拌处理10h脱除半纤维素,反应结束后,过滤,用去离子水洗涤至滤液为中性,在50℃下干燥12h。
作为优选,步骤(3)中漂白处理的具体操作为:在1:20mg/L固液比的条件下,用20%H
作为优选,步骤(3)中筛分过80-200目。
作为优选,步骤(4)中蔗渣纤维素BC相对于PLA的用量为10-50%;纯化的接枝产物PLA-GMA相对于PLA的用量为10-30%。
与现有技术相比,本发明具有如下有益效果:
(1)本发明充分利用了GMA的双官能团特性实现了对聚乳酸PLA的增韧、增强改性,扩大了FDM 3D打印材料的选择和应用范围。
(2)本发明聚乳酸PLA的增韧、增强时均采用熔融聚合法制备,工艺步骤简单且易操作,有利于实现工业化生产,同时减少了化学溶剂的使用,较为环保。
(3)本发明的聚乳酸复合材料中纤维素负载量高,减少了聚乳酸的使用量,实现了蔗渣资源的高价值化利用,节约了生产成本。
附图说明
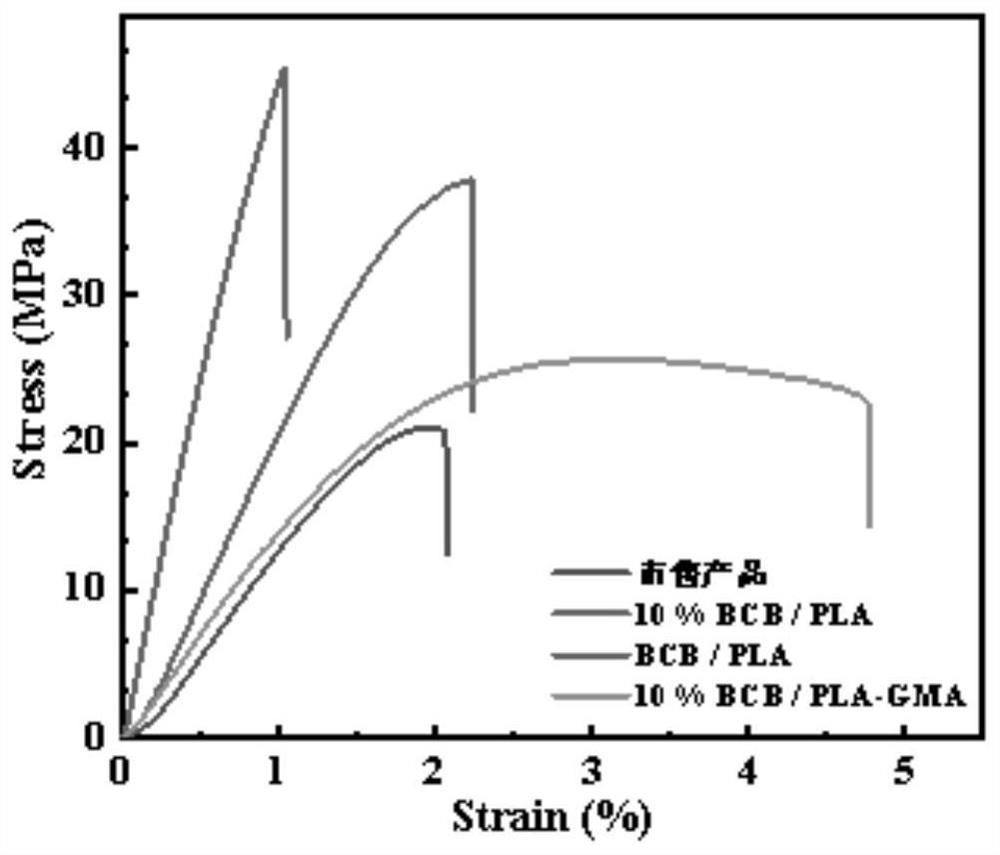
图1为不同复合材料的应力应变曲线图;
图2为不同复合材料以100℃/min升温速率升温到200℃的DSC曲线图;
图3为不同PLA-GMA添加量复合材料的应力应变曲线图;
图4为不同PLA-GMA添加量复合材料以100℃/min升温速率升温到200℃的DSC曲线图;
图5为不同蔗渣纤维素BC粒径复合材料的应力应变曲线图;
图6为不同蔗渣纤维素BC粒径复合材料以100℃/min升温速率升温到200℃的DSC曲线图;
图7为不同蔗渣纤维素BC添加量复合材料的应力应变曲线图;
图8为不同蔗渣纤维素BC添加量复合材料以100℃/min升温速率升温到200℃的DSC曲线图;
图9为不同复合材料的热失重曲线图。
具体实施方式
下面结合对本发明专利的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域所属的技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
(1)制备粗接枝产物:将PLA母料粉碎,与反应单体甲基丙烯酸缩水甘油酯GMA和自由基引发剂过氧化苯甲酸叔丁酯TBPB充分混合;将混合物手动喂入微量双螺杆挤出机中,待反应结束后,挤出,得到粗接枝产物PLA-GMA;
通过单因素实验探究反应温度、反应时间、甲基丙烯酸缩水甘油酯GMA用量和过氧化苯甲酸叔丁酯TBPB用量对PLA-GMA接枝率的影响规律,得出最高接枝率的工艺条件为:反应温度为185℃;甲基丙烯酸缩水甘油酯GMA相对于PLA的用量为20%;过氧化苯甲酸叔丁酯TBPB相对于PLA的用量为3%,最后得到的接枝率为10.33%,Mn为125286g/mol,Mw为196520g/mol,PDI为1.57,此时分子量分布比较均匀;且拉伸强度为15.94MPa,弹性模量为969.01MPa,断裂伸长率为278.17%,经过化学接枝的GMA,PLA的韧性得到极大的改善;
(2)纯化接枝产物:室温下,将粗接枝产物PLA-GMA完全溶解于三氯甲烷中,缓慢加入过量无水乙醇使其沉淀,搅拌,过滤,无水乙醇洗涤2-3次,75℃真空干燥12h,得到纯化的接枝产物PLA-GMA;其中,蔗渣纤维BF的质量和去离子水的体积比为1mg:20L。
蔗渣用水浸泡12h,沥干水分,用去离子水洗涤2-3尺,置于105℃烘箱中烘至恒重,得到蔗渣纤维BF;将蔗渣纤维BF加入到去离子水中,煮沸40min,然后经超声处理40min后置于105℃烘箱中烘至恒重,后经碱处理、漂白和筛分80-200目,得到蔗渣纤维素BC;
其中,碱处理的具体操作为:在1:20mg/L固液比的条件下,用10%NaOH溶液在70℃下搅拌处理10h脱除半纤维素,反应结束后,过滤,用去离子水洗涤至滤液为中性,在50℃下干燥12h;
漂白处理的具体操作为:在1:20mg/L固液比的条件下,用20%H
按下表1取蔗渣纤维素BC、纯化的接枝产物PLA-GMA和PLA预先均匀混合,添加到双螺杆混合挤出机中,在165℃、30rpm条件下共混4min后挤出成型,即得PLA复合材料。
表1PLA复合材料的制备原料
注1:BCA、BCB和BCC分别为过80目、120目和200目筛的蔗渣纤维素;表1中的百分比为相对于PLA的添加量。
1、探究蔗渣纤维素BC和PLA-GMA对复合材料的影响
对比例1:市售产品(兰博,PLA 500g,颜色:WOOD木质;直径:1.75mm);
实验例1:BCB+PLA,其中BCB相对于PLA的添加量为10%,制备方法同上,记作10%BCB/PLA;
实验例2:BCB+PLA,其中BCB和PLA的添加量相等,制备方法同上,记作BCB/PLA;
实验例3:BCB+PLA-GMA,其中BCB相对于PLA-GMA的添加量为10%,制备方法同上,记作10%BCB/PLA-GMA;
实验例4:纯PLA,制备方法同上;
测量对比例1及实验例1-4各复合材料的性能,结果见表2和图1;
测量对比例1、实验例1-2和实验例4的结晶度,结果见图2。
表2蔗渣纤维素BC和PLA-GMA对复合材料性能的影响结果
结合图1和表2,将实验例1、实验例2和对比例1相比可以看出,实验例1和实验例2的弹性模量和拉伸强度明显大于对比例1,说明添加BC可以提高复合材料的弹性模量和拉伸强度;将实验例1和实验例2相比可以看出,实验例2的弹性模量和拉伸强度高于实验例1,但断裂伸长率却低于实验例1,说明虽然添加BC可以提高复合材料的弹性模量和拉伸强度,但会降低其断裂伸长率;将实验例3同对比例1和实施例1相比可以看出,当同时添加BC和PLA-GMA时,虽然会降低复合膜的弹性模量和拉伸强度(仍高于对比例1),但会明显提高复合膜的断裂伸长率。综上可以看出,单独添加BC会提高复合膜的弹性模量和拉伸强度,但会降低其断裂伸长率;当同时添加BC和PLA-GMA时,会显著提高复合膜的断裂伸长率。
从图2可以看出,实验例1和实验例2复合材料中PLA的相对结晶度均高于实验例4;说明在PLA中加入BCB能促进PLA的结晶,增加复合材料的强度和硬度。另外,在图2中,除实验例4外,对比例1、实验例1和实施例2的复合材材料在120℃附近都出现一个向上的放热弥散峰,这是复合材料中PLA的冷结晶峰,说明BCB在复合材料中对PLA起到了异相成核剂的作用,能增加复合材料的刚性和韧性。
2、探究不同PLA-GMA添加量对复合材料的影响
测量实施例2及实施例8-11各复合材料的性能,结果见下表3和图3;
并作出实施例2及实施例8-11的DSC测试曲线图,结果见图4。
表3不同PLA-GMA添加量对复合材料性能的影响结果
结合图2和表3可以看出,当PLA-GMA相对于PLA的添加量从10%增加到25%时,弹性模量从1972.63MPa增加到2112.03MPa;拉伸强度从36.38MPa增加到41.29MPa;断裂伸长率从2.87%增加到4.60%;将复合材料2和实验例1相比,拉伸强度提高了9.18%,断裂伸长率提高了106.28%;综上可以看出,随着PLA-GMA添加量的增多,复合材料的各项性能指标得到增强,在添加量为25%时,拉伸强度和断裂伸长率达到最优。与未添加PLA-GMA的复合材料相比,拉伸强度和断裂伸长率均得到明显提升。
通过公式计算各种复合材料中PLA的相对结晶度(X
式中:
ΔH
ΔH
ω—聚乳酸在复合材料中的质量分数(%)。
从图4可以看出,随着PLA-GMA添加量的增多,复合材料的T
3、探究不同蔗渣纤维素BC粒径对复合材料的影响
测量实施例1-3各复合材料的性能,结果见下表4和图5;
并作出实施例1-3的DSC测试曲线图,结果见图6。
表4不同蔗渣纤维素BC粒径对复合材料性能的影响结果
结合图5和表4可以看出,当BC的粒径从过80目到过200目时,复合材料的断裂伸长率从3.6%增加到5.1%。复合材料2和对比例2相比,拉伸强度提高了9.18%,断裂伸长率提高了106.28%;复合材料3和对比例2相比,拉伸强度提高了9.18%,断裂伸长率提高了128.70%。综上可以看出,随着粒径的逐渐变小,弹性模量和拉伸强度呈现下降趋势,但断裂伸长率呈逐渐上升;与未添加PLA-GMA的复合材料相比,拉伸强度和断裂伸长率均得到明显提升。从整体上看,过120目的BC制备的复合材料,弹性模量、拉伸强度和断裂伸长率都适中。
从图6可以看出,随着BC粒径的减小,复合材料的T
4.探究不同蔗渣纤维素BC添加量对复合材料的影响
测量实施例2及实施例4-7各复合材料的性能,结果见下表5和图7;
并作出实施例2及实施例4-7的DSC曲线图,结果见图8。
表5不同蔗渣纤维素BC添加量对复合材料性能的影响结果
结合图7和表5可以看出,随着BC添加量的增多,弹性模量和拉伸强度逐渐上升,断裂伸长率逐渐下降;BCB相当于PLA的添加量达到40%时,弹性模量和拉伸强度分别达到了2608.44MPa和46.67MPa,断裂拉伸率降至3.03%。说明蔗渣纤维素BC的添加量会影响到复合材料的韧性和强度。从整体上看,当BCB相对于PLA的用量为30%时制备的复合材料,弹性模量、拉伸强度和断裂伸长率都适中。
从图8可以看出,随着BC添加量的增多,复合材料中连续相PLA的相对结晶度逐渐提升,说明BC能促进复合材料中PLA结晶区域的形成,进而增加复合材料的强度和硬度。
5.探究不同复合材料热稳定性
对比例2:市售产品(兰博,PLA 500g,颜色:WOOD木质;直径:1.75mm);
实验例5:BCB+PLA,其中BCB相对于PLA的添加量为10%,制备方法同上,记作10%BCB/PLA;
实验例6:BCB+PLA,其中BCB和PLA的添加量相等,制备方法同上,记作BCB/PLA;
实验例7:BCB+PLA-GMA+PLA,其中BCB相对于PLA的添加量为40%,BCB相对于PLA的添加量为25%,记作40%BCB/25%PLA-GMA/PLA,制备方法同上;
实验例8:BCC-GMA+PLA,其中BCC相对于PLA的添加量为30%,制备方法同上,记作30%BCC-GMA/PLA;
作出上述复合材料的热失重曲线图,结果见图9。
从图9可以看出,对比例2在279.61℃左右开始裂解,在318.08℃到到第一阶段的最大质量损失速率;在第二个分解阶段,于548.04℃和633.79℃处各有一个分解峰。
实验例5的T
实验例6的T
实验例7的T
实验例8的T
从上可以看出,本发明的复合材料具有较好的热稳定性。
综上所述,本发明利用GMA的双官能团特性实现了对聚乳酸PLA的增韧,增强改性,扩大了FDM 3D打印材料的选择和应用范围;且在聚乳酸PLA的增韧、增强时均采用熔融聚合法制备,工艺步骤简单且易操作,有利于实现工业化生产,同时减少了化学溶剂的使用,较为环保。
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。