一种3D车载玻璃的喷墨印刷工艺
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及玻璃印刷技术领域,尤其涉及一种3D车载玻璃的喷墨印刷工艺。
背景技术
随着新能源汽车、自动驾驶和车联网等汽车产业的发展,车载触控显示呈现多屏化、大屏化和异形化趋势,作为防护的3D车载玻璃的油墨印刷工艺也需要不断发展。
目前3D车载玻璃的油墨印刷是使用油墨喷涂-曝光-显影的办法来实现:通过将曝光显影的油墨喷涂到3D车载玻璃上,烤干后再拿到曝光机上曝光视窗区域,曝光后拿去显影,把视窗区域的油墨显影掉后,最终在所述3D车载玻璃的弧面上印刷上一层油墨。但该种方法制作的3D车载玻璃不仅无法加工弧度较高(50MM以上)的产品,更重要的是成本高,良品率低。
发明内容
基于背景技术存在的技术问题,本发明提出了一种3D车载玻璃的喷墨印刷工艺,通过喷墨和激光雕刻结合实现了对3D车载玻璃的喷墨印刷,整个工艺不仅适用各种弧形高度的3D车载玻璃,而且成本低、良品率高。
本发明提出的一种3D车载玻璃的喷墨印刷工艺,包括如下步骤:
S1、在3D车载玻璃的待喷墨面上贴敷覆盖整个预设视窗区域的保护膜;
S2、采用喷墨枪对3D车载玻璃的待喷墨面进行油墨喷涂,烘烤至油墨全干后撕去保护膜;
S3、采用激光雕刻机对撕去保护膜区域的边缘油墨进行激光雕刻,形成具有精确尺寸的预设视窗区域。
本发明中,先在3D车载玻璃的待喷墨面上贴好覆盖整个预设视窗区域的保护膜,以便保护预设视窗区域后续在油墨喷涂时不被油墨污染,之后在油墨喷涂后通过撕去保护膜漏出预设视窗区域,再对漏出的预设视窗区域的边缘油墨进行激光雕刻,从而获得边缘平整且具有精确尺寸的预设视窗区域。
优选地,步骤S1中,所述保护膜为耐高温200℃以上的保护膜。
本发明中,保护膜为耐高温200℃以上的保护膜,使得再对3D车载玻璃喷墨后进行烘烤时,避免保护膜在烘烤温度下变形,造成后续撕揭困难。
优选地,步骤S1中,还包括在3D车载玻璃的非喷墨面上贴敷覆盖整个非喷墨面的保护膜。
本发明中,通过上述设定,进一步保护3D车载玻璃的非喷墨面后续在油墨喷涂时不被油墨污染。
优选地,步骤S2中,所述油墨喷涂次数至少为一次,并且在进行油墨喷涂时,保持所述3D车载玻璃以预设温度,以对所喷涂的油墨层进行预固化。
本发明中,通过在预设温度下对所述3D车载玻璃进行油墨喷涂,既增强了喷涂油墨对所述3D车载玻璃的浸润效果,从而增加油墨层与3D车载玻璃的附着作用,更重要的是还可以使喷涂后的油墨层溶剂更好的被挥发,实现一定程度上的干燥,加强对所得油墨层的固化效果和保证油墨涂层的均一性,避免后续撕去保护膜时,由于油墨层固化效果不佳造成围绕保护膜边缘的油墨层大面积变形,不利于后续雕刻,同时均一的油墨层则有助于激光雕刻对撕去保护膜区域的边缘油墨实现精确雕刻。
优选地,所述预设温度为40-80℃。
本发明中,预设温度为40-80℃是为了避免温度过高导致油墨层受热不均,过低时无法实现预干燥,最终影响所述3D车载玻璃上形成的油墨层性质。
优选地,步骤S2中,所述烘烤温度为150-180℃,时间为30-40min。
本发明中,通过烘烤使得所述油墨层中剩余的溶剂被进一步烘干固化,形成最终的油墨层。
优选地,步骤S3中,所述激光雕刻的光斑直径为5-200um。
优选地,所述3D车载玻璃的弧度高度为50mm以上。
本发明中,所述喷墨印刷工艺可以适配各种弧形高度的3D车载玻璃,设置是弧度高度为50mm以上的3D车载玻璃。
本发明还提出一种具有油墨印刷层的3D车载玻璃,其是上述喷墨印刷工艺加工而成。
优选地,所述3D车载玻璃表面上具有未覆盖油墨印刷层的预设视窗区域。
本发明提出的一种3D车载玻璃的喷墨印刷工艺,通过全新的印刷工艺制作形成了具有印刷油墨层的3D车载玻璃。与现有的曝光显影工艺相比,不仅成本降低达70%以上,且可以加工弧度高达50mm以上的产品,良品率亦可达到95%(曝光显影的印刷工艺良品率仅为70-80%)。
附图说明
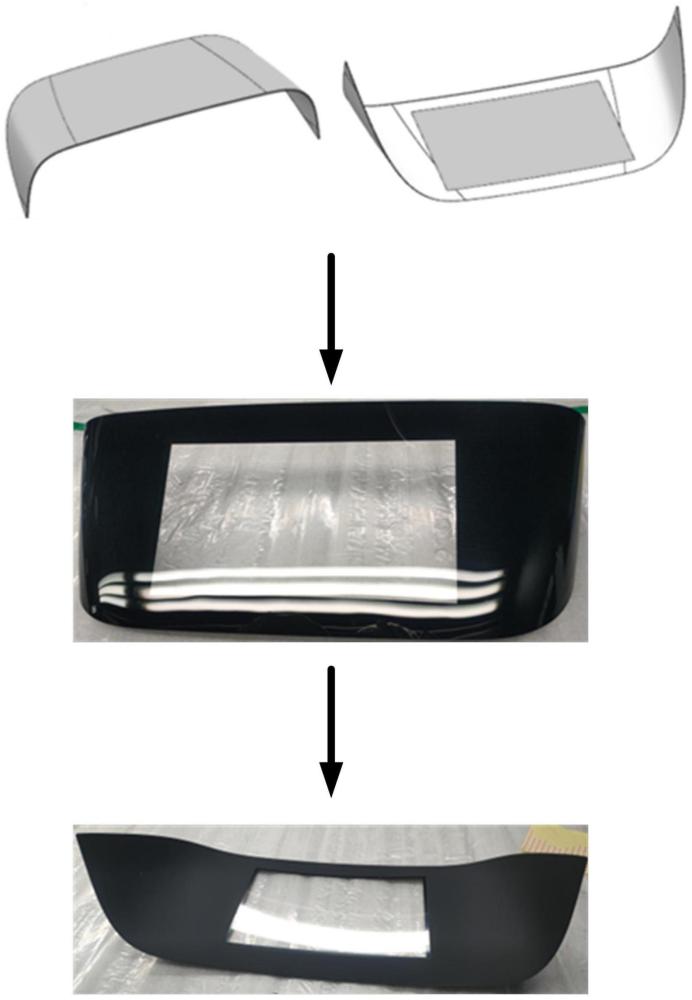
图1为本发明所述3D车载玻璃的喷墨印刷工艺的流程示意图。
具体实施方式
下面,通过具体实施例对本发明的技术方案进行详细说明,但是应该明确,提出这些实施例用于举例说明,但是不解释为限制本发明的范围。
实施例
参照图1,本实施例中提出了一种3D车载玻璃的喷墨印刷工艺,具体包括如下步骤:
(1)先在3D车载玻璃的非喷墨面上贴敷好覆盖整个非喷墨面的保护膜(耐温200℃以上),再在3D车载玻璃的待喷墨面的中部弧面上预设视窗区域,并且在待喷墨面上贴敷好覆盖整个预设视窗区域的保护膜(耐温200℃以上);
(2)将上述3D车载玻璃置于喷墨底座上,喷墨底座由导热性的铜制成,下面为发热垫,使所述3D车载玻璃保持在60℃后,采用喷墨枪对准所述3D车载玻璃的待喷墨面,并进行整面油墨喷涂;再将该油墨喷涂后的3D车载玻璃置于烘箱中烘烤固化,烘烤固化的温度控制为170℃,时间为30min,冷却至室温后,从所述3D车载玻璃上撕脱下保护膜;
(3)将上述3D车载玻璃再置于激光雕刻机的样品台上,采用激光雕刻机对撕去保护膜区域的边缘油墨进行激光雕刻,形成具有精确尺寸的预设视窗区域,即在3D车载玻璃除预设视窗区域外的区域上形成油墨层,油墨层厚度为10μm。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种玉米纤维地毯3D高清数码喷墨印花工艺
- 一种使用UV喷墨打印机和3D打印机的油画3D复制方法
- 一种分体式3D玻璃热弯模具及3D玻璃热弯成型方法
- 喷墨打印机、印刷控制方法及装置、印刷工艺方法
- 一种喷墨印刷纸用涂料、涂布印刷纸及其制备方法
- 一种3D车载玻璃特殊装饰印刷工艺
- 一种PVC、ABS封边条3D水性喷墨印刷工艺