具有被覆盖的安全编码的安全标签及其制备方法
文献发布时间:2023-06-19 09:26:02
本发明涉及一种根据权利要求1的前序部分所述的安全标签以及一种用于制备所述安全标签的方法。
具有所谓隐藏编码的安全标签是在现有技术中已知的。隐藏编码的特殊之处在于,消费者必须与安全标签进行互动然后才能露出不可见的编码。为此,已知各种类型和方式,例如所谓的刮开区域(其中将视线遮挡层刮掉)或者多层标签(其中上层至少部分被打开并且因此允许观看隐藏编码)。
隐藏编码于是例如可以用于参与有奖游戏或奖励程序。隐藏编码可以设计为可读取的数字或者还可以以经编码的方式(例如作为数据矩阵或二维码)设计,这取决于应用提供何种自动化程度或数字化程度。
在大多数应用情形下,标签上的隐藏编码以与可见编码组合的形式存在。通过可见编码(例如同样为二维码),消费者进入有奖游戏(例如网站)并且随后被要求输入隐藏编码。此时,对于用户有利的是,预先已知哪些可见编码和隐藏编码是彼此相关的,以便例如能够进行逻辑验证或控制奖励率。已知的隐藏编码的缺点是通过刮开区域或通过双层设计向安全标签中进行整合是相对高耗费的。
因此本发明的目的是:提供一种具有第一安全编码和第二安全编码的安全标签,所述安全标签可以成本低廉地生产;以及提供一种可以用于制备此类安全标签的方法。
这个目的在其第一方面通过具有权利要求1特征的、开篇提及的安全标签来实现。
本发明利用如下想法:将可见编码和隐藏编码整合到具有空隙效应(Void-Effekt)的常规安全标签中。这样的安全标签例如是从EP 2 717 243B1中已知的。
所述安全标签首先以常规方式具有多层的、优选四层的结构,所述结构依次由第一分离漆层、第一颜色层、第二分离漆层和第二颜色层组成。第一分离漆层和第二分离漆层至少局部彼此互补地形成,也就是说,在垂直于所述安全标签观看时,每个区域要么被第一分离漆层遮盖要么被第二分离漆层遮盖。
这些分离漆层和载体箔优选形成为透明的。这些分离漆层降低了相应的分离力。因此,在将撕拉条与载体箔一起从所述安全标签撕掉时,第一颜色层断开。在透过第二分离漆层的第二颜色层中显示出第一颜色层被拆除的区域,而在第一颜色层保留在所述安全标签上的区域上,没有显示出这个第一颜色层。因为在证明首次开封之后重新印刷被撕掉的撕拉条时,在撕拉条与保留在产品上的安全标签残留物之间包封了空气并且因此改变了光的折射率,对于用户而言,可以从外部容易地辨认出标签是否已经被打开过。
根据本发明,在所述安全标签封闭的情况下能够读取第一安全编码,并且只有在打开所述首次开封证明物
特别优选的是,不仅第一安全编码还有第二安全编码都是数字印刷物,这两者可以在一个印刷步骤中同时印刷,优选为此使用呈激光打印机或喷墨打印机形式的数字印刷机。
此外,第二安全编码是被遮盖的并且只有在打开所述安全标签之后才变得可见。相反,第一安全编码优选在分离所述首次开封证明物之前已经是可见的。
第二安全编码还被称为隐藏编码。在一个优选的实施方式中,第一安全编码布置在第二颜色层与第一分离漆层之间,并且第二安全编码布置在第二颜色层与第二分离漆层之间。因此,在撕开安全标签时,第一安全编码还有第二安全编码保留在第二颜色层上,因为第一安全编码和第二安全编码与第二颜色层之间的分离力大于第一安全编码与第一分离漆层之间的分离力或第二安全编码与第二分离漆层之间的分离力。
在从安全标签上撕掉撕拉条时,第一安全编码以及第二安全编码都保留在第二颜色层上,所述第二颜色层优选在这个和所有其他实施方式中都整面地设置有粘合剂层,利用所述粘合剂层,第二颜色层粘合到产品上。第二安全编码保留在保留于产品上的安全标签残留物上。
在所述安全标签的优选的第二实施方式中,第一安全编码布置在载体箔与第二分离漆层之间,并且第二安全编码布置在第二颜色层与第一分离漆层之间。在证明首次开封之后,第一安全编码保留在载体箔上,并且第二安全编码保留在第二颜色层上,第二安全编码与第二颜色层直接接触,使得第一安全编码随着撕拉条一起被拉掉并且保持粘合在载体箔上,而第二安全编码保留在第二颜色层上并且由此保留在保留于产品上的安全标签残留物上,并且第一安全编码和第二安全编码由此在证明首次开封之后彼此分离。安全标签的这种第二实施方式自然使得分开读取安全编码(尤其分开读取被遮盖的、在证明首次开封之后暴露的第二安全编码)、即隐藏编码更容易。
在所述安全标签的第三实施方式中,第一安全编码布置在第一分离漆层与同所述第一分离漆层互补形成的第二分离漆层之间并且第二安全编码布置在第二颜色层与第一分离漆层之间。由此,在分离首次开封证明物之后,第二安全编码保留在产品上,而可见的第一安全编码在证明首次开封之后被破坏,因为第一安全编码不仅局部地施加到第一分离漆层上而且还互补地局部地施加到第二分离漆层上。
这个目的在其第二方面通过具有权利要求6特征的方法来实现。
所述用于制备安全标签的方法适合于制备上述安全标签,反之亦然,上述安全标签中的每一种可以通过以下方法之一来制备。
安全标签具有层结构,其中在载体箔上施加第一颜色层和第二颜色层以及第一分离漆层和第二分离漆层。优选首先向载体箔上施加第一分离漆层,然后是第一颜色层,然后是第二分离漆层,并且然后施加第二颜色层,并且在产品侧上向第二颜色层上整面地施加粘合剂层。施加优选以印刷方法进行。
特别优选地在一个共同的印刷步骤中将第一安全编码和第二安全编码印刷在这些层之间;第一安全编码和第二安全编码优选在数字印刷中进行印刷。根据本发明,在一个印刷步骤中同时引入第一安全编码和第二安全编码是特别简单的,因为只需要在向载体箔上印刷颜色层和漆层的常规印刷机中增加一个额外的步骤。
第二安全编码只有在证明首次开封之后才能读取,并且第二安全编码被印刷在第一分离漆层或第二分离漆层与第二颜色层之间。
在构造以其初始方式包含空隙效应的安全标签时,第一颜色层和第二颜色层以及第一分离漆层和第二分离漆层以反转印刷法(Konterdruckverfahren)进行印刷。
便利的是,在证明首次开封之前第二安全编码被视线阻挡物遮挡并且因此从外部不可见。
在证明首次开封之后,第二安全编码(即隐藏编码)保留在保留于产品上的安全标签残留物上并且可以在那里被读取。
第二安全编码可以以二维码、数字、数值或类似物的形式印刷。安全编码的形成在此应非常一般地进行理解,它可以为可读取的编码,如数字、序列号或类似物,但是还可以为以二维码形式加密的加密编码,所述二维码必须借助于二维码阅读器来解密。还可以设想其他形式。
便利的是,第一安全编码和第二安全编码被在线印刷。在此,在线表示属于单一的一个工艺步骤。除了印刷这两个安全编码之外,所述一个工艺步骤优选另外包括其他的印刷步骤。
优选地,第一安全编码被印刷在第二颜色层与第一分离漆层之间,并且第二安全编码被印刷在第二颜色层与第二分离漆层之间。在所述方法的这个实施方式中,在将第二分离漆层施加到预定位置之后,在一个印刷步骤中将第一安全编码和第二安全编码一起印刷。在此优选第一安全编码被印刷在没有第一颜色层的位置处,并且第二安全编码被印刷在被第一颜色层覆盖的位置(所述位置优选另外还被视线阻挡物遮盖)处。
在所述方法的优选的第二实施方式中,第一安全编码被印刷在第一颜色层与第二分离漆层之间,并且第二安全编码被印刷在第二颜色层与第一分离漆层之间。在这种实施方式中,第一安全编码以及第二安全编码都优选被印刷在没有第一颜色层的区域中,第二安全编码(即隐藏编码)的区域同样再次被视线阻挡物覆盖。
在第二实施方式中,第二安全编码(即隐藏编码)保留在保留于产品上的安全编码残留物上,而第一安全编码随着撕拉条一起被拉掉。
在第三实施方式中,第一安全编码被印刷在第一分离漆层与第二分离漆层之间,并且被遮盖的第二安全编码被印刷在第二颜色层与第一分离漆层之间。在第三实施方式中,可见的第一安全编码在证明首次开封时被破坏并且变得不可读取。
将借助在十二张附图中的三个实施例来说明本发明。在附图中:
图1a-1c在图1a中示出在证明首次开封之前第一实施方式中的安全标签,在图1b中示出拉掉的撕拉条,并且在图1c中示出保留在产品上的安全标签残留物,
图2a-2c在图2a中示出在证明首次开封之前第二实施方式中的安全标签,在图2b中示出拉掉的撕拉条,并且在图2c中示出保留在产品上的安全标签残留物,
图3a-3c在图3a中示出在证明首次开封之前第三实施方式中的安全标签,在图3b中示出拉掉的撕拉条,并且在图3c中示出保留在产品上的安全标签残留物,
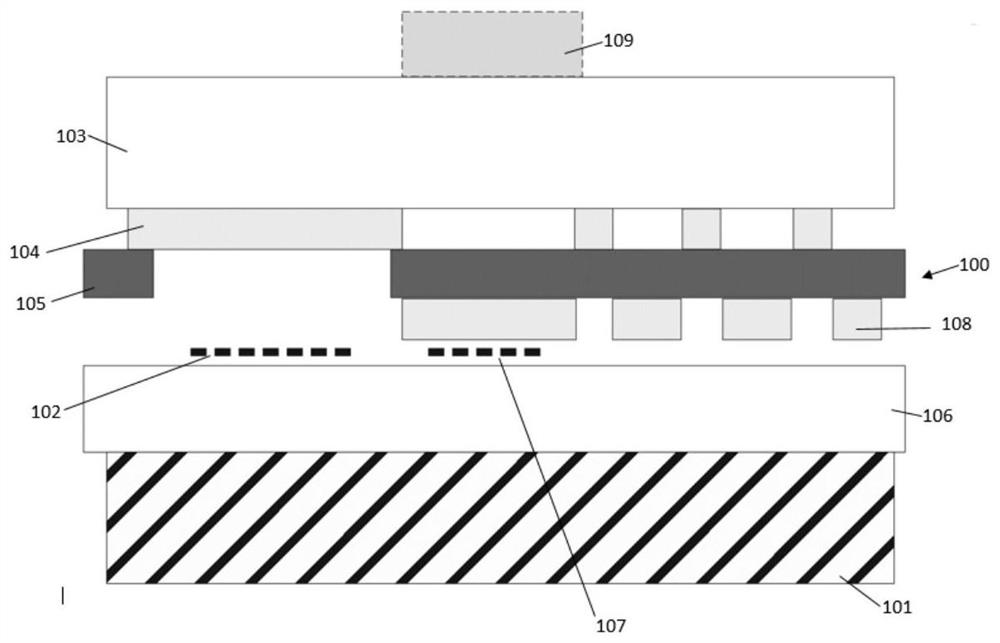
图4示出图1a-1c的安全标签的示意性结构,
图5示出图2a-2c的安全标签的示意性结构,
图6示出图3a-3c的安全标签的示意性结构。
在图1a、2a、3a中展示的三个安全标签100、200、300在图4-6中分别以截面图示出。安全标签100、200、300被粘合到产品上。在其朝向产品的下侧上,安全标签分别具有连续的粘合剂层101、201、301。
图1a、2a、3a示出,安全标签100、200、300的所有三个实施方式在分离首次开封证明物之前在封闭的状态下从外部看是相同的并且分别可以辨别第一安全编码102、202、302,
图4示出根据图1a的第一安全标签100在分离首次开封证明物之前的层结构。第一安全标签100包括形成为透明的载体箔103。在产品侧上向载体箔103上施加中断的第一分离漆层104。在产品侧上向第一分离漆层104上施加第一颜色层105。第一分离漆层104在一个印刷方法步骤中被印刷到载体箔103的产品侧上。第一分离漆层104并非连续地而是中断地形成。在产品侧上向第一分离漆层104上印刷第一颜色层105,所述第一颜色层同样可以是中断的。第一颜色层105不是仅仅如图4所示位于第一分离漆层104的产品侧上,而是在中断的区段中位于载体箔103的产品侧上。因此准确地说,第一颜色层105不是形成为完全直的,而是匹配于第一分离漆层104的挖空部。在第一分离漆层104的挖空部中,第一颜色层位于载体箔103的产品侧上,在其他情况下第一颜色层位于第一分离漆层104的产品侧上。
向第一颜色层105的产品侧上印刷第二分离漆层108。第二分离漆层108同样形成为中断的。第二分离漆层基本上优选与第一分离漆层104完全互补地形成,如图4所示。
在印刷第二分离漆层108之后,在数字印刷方法中在预定的位置处印刷第一安全编码102和第二安全编码107。尤其可以使用UV喷墨印刷方法作为数字印刷方法。第一安全编码102在此布置在如下位置处:在所述位置处,第一颜色层105中断,并且可以从外部穿过透明载体箔103并穿过透明的第一分离漆层104看到第一安全编码102。第二安全编码107被印刷到第二分离漆层108上、第一颜色层105的产品侧上以及额外施加到载体箔103上的视线阻挡物109(所述视线阻挡物遮盖第二安全编码107)的产品侧上。第二安全编码107从外部不可见。为了识别第二安全编码107,观察者必须穿过载体箔103和第一颜色层105进行查看,其中第一颜色层105形成为深色的并且由此至少使透过它进行查看变得困难。然而已经显示出,由于第一颜色层105的厚度,完全遮挡第二安全编码107很难实现,从而将额外的视线阻挡物109在外部印刷到第二安全编码107上方的载体箔103上。理论上,视线阻挡物109还可以用反转印刷法来印刷。
第一安全编码102与第二颜色层106之间的分离力大于第一安全编码102与第一分离漆层104之间的分离力,并且第二安全编码107与第二颜色层106之间的分离力大于第二安全编码107与第二分离漆层108之间的分离力。
在第一安全编码102和第二安全编码107的布置方面,图4还可以如此理解:这些安全编码不是准确地布置在一个水平高度上的,而是在一个共用的方法步骤中以数字印刷方法同时进行印刷。第一安全编码102在此被印刷到第一分离漆层104的产品侧上,并且第二安全编码107被印刷到第二分离漆层108的产品侧上,使得第一安全编码102和第二安全编码107可以以略微不同的高度被施加在载体箔103上方。
图4至6中的这些水平层分别反映了一个印刷步骤。
在产品侧,将第二颜色层106施加到这两个安全编码102、107上方。粘合剂层101施加在第二颜色层106的产品侧,通过所述粘合剂层,整个安全标签100可以粘合到产品上。
在剥下载体箔103时,这些分离漆层104、108之一与颜色层105、106之间的安全标签100断开。在第一安全编码102的区域中,第二颜色层106与第一分离漆层104之间的安全标签100断开,其中第一安全编码102保留在第二颜色层106上。
在第二安全编码107的区域中,第二颜色层106与第二分离漆层108之间的安全标签100断开,其中安全标签100保留在第二颜色层106上。在图4中右侧靠近第二安全编码107的其他区域中,安全标签100以常见方式作为具有空隙效应的首次开封证明物断开,也就是说,第二颜色层106在第一颜色层105的产品侧上通向第一分离漆层104的位置处分离并且在与第二分离漆层108的接触位置处在第二分离漆层108的产品侧分离,使得在去除载体箔103时第二颜色层106断开。在第一颜色层105同时被撕掉的位置处,穿过第二分离漆层108显示出第二颜色层106,并且在此处在第二颜色层106中显示出安全标签100。在第一颜色层105未被同时撕掉的位置处,在去除包括载体箔的撕拉条之后可以从外部辨别出第一颜色层。
尤其这两个安全编码102、107布置在剥下撕拉条150之后保留在产品上的安全标签残留物160上。
根据图5的第二实施方式的安全标签200的结构与图4中安全标签100的结构在第一安全编码202和第二安全编码207的区域中有所不同。安全标签200的在图5中右侧的区域中的实际的空隙证明物与在图4中相同地进行构造。
在其他方面,增加一百的附图标记表示与在图4中相同的特征。
在根据图5的第二实施方式中,首先向载体箔203的产品侧上印刷具有预定中断部的第一分离漆层204。向第一分离漆层204上施加第一颜色层205,所述第一颜色层同样是中断的。第一颜色层205空出了载体箔侧上的在第一安全编码202和第二安全编码207上的一个或多个区域。在第一颜色层205之后,在数字印刷方法中将第一安全编码202和第二安全编码207印刷到层结构的产品侧上。在此将第一安全编码202印刷到载体箔203的产品侧上,并且将第二安全编码207印刷到第一分离漆层204的产品侧上。
将第二分离漆层208印刷到安全编码202、207上,并且进而将第二颜色层206印刷到第二分离漆层上,第二颜色层在产品侧设置有整面的粘合剂层201。
在产品侧将第二分离漆层208印刷到第一安全编码202上。但是第二分离漆层将第二安全编码207的产品侧留空。在从安全标签200撕掉撕拉条250时载体箔203被拆除,而第一安全编码202与撕拉条250一起被拆除,而第二安全编码207保留在第二颜色层206上并且由此保留在保留于产品上的安全标签残留物260上。第一安全编码202保留在撕拉条250上。
理论上,载体箔203与第一安全编码202之间的分离力大于第一安全编码202与第二分离漆层208之间的分离力。此外,第二颜色层206与第二安全编码207之间的分离力大于第二安全编码207与第一分离漆层204之间的分离力。于是出现了在图2a、2b、2c中所示的在证明首次开封时的撕开行为。
图3示出本发明安全标签300的第三实施方式。在此,水平的布置还展示了在组合式印刷步骤中施加的层,因为在印刷这些层之后,这些层可以在竖直方向上向彼此滑移。
实际的空隙效应再次与图4和5完全相同地形成,第二安全编码307与在图5中一样地形成,第二安全编码307被施加到第一分离漆层304的产品侧上。但是,因为第二安全编码307与第二颜色层306之间的分离力大于第二安全编码307与第一分离漆层304之间的分离力,所以在证明首次开封之后,第二安全编码307保留在被撕掉的撕拉条350上。
在图6中将第一安全编码302印刷到第一分离漆层304上,但是第一安全编码302不是如图4中一样整面地位于第一分离漆层304上,而是分离漆层304在第一安全编码302的区域中是中断的,使得第一安全编码302部分地位于载体箔303的产品侧上且部分地位于第一分离漆层304的产品侧上。然后将第二分离漆层308施加到第一安全编码302和第二安全编码207的产品侧上方,所述第二分离漆层与第一分离漆层304互补地形成并且进而将第二颜色层306施加到第二分离漆层上,所述第二颜色层在产品侧上设置有粘合剂层301。
在从安全标签300拆除撕拉条350时,第一安全编码302的这些部分分别保留在(直接位于第一安全编码上的)第二颜色层306上,并且第一安全编码302的其他的互补部分保留在第二颜色层306上,使得根据图3b和3c的第一安全编码302在释放首次开封证明物时被破坏。
附图标记清单
100 安全标签
101 粘合剂层
102 第一安全编码
103 载体箔
104 第一分离漆层
105 第一颜色层
106 第二颜色层
107 第二安全编码
108 第二分离漆层
109 视线阻挡物
150 撕拉条
160 保留在产品上的安全标签残留物
200 安全标签
201 粘合剂层
202 第一安全编码
203 载体箔
204 第一分离漆层
205 第一颜色层
206 第二颜色层
207 第二安全编码
208 第二分离漆层
250 撕拉条
260 保留在产品上的安全标签残留物
300 安全标签
301 粘合剂层
302 第一安全编码
303 载体箔
304 第一分离漆层
305 第一颜色层
306 第二颜色层
307 第二安全编码
308 第二分离漆层
350 撕拉条
360 保留在产品上的安全标签残留物