光纤预制棒芯棒用两种规格包芯比生产设备及其方法
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及光纤预制棒芯棒生产技术领域,特别是涉及一种光纤预制棒芯棒用两种规格包芯比生产设备及其方法。
背景技术
光纤预制棒芯棒有两层,称之为芯层和包层,光信号在芯层中传输,芯棒的一项重要光学参数为芯棒的包层和芯层直径的比值,称之为包芯比,在VAD生产环节,用两个喷灯分别沉积芯层和包层,通过调整芯层喷灯的位置可以调整芯棒芯层的直径,进而达到调整包芯比的目的,VAD沉积完成的产品称之为疏松体,疏松体经过脱水烧结、拉伸和酸洗等流程制成光纤预制棒芯棒,在沉积过程中提升速度是保持稳定不变,生产出的芯棒的包芯比和光学折射率也是稳定不变的,一台设备一个沉积过程只能生产一种规格包芯比的产品。
芯棒的包芯比的调整是通过调整芯层喷灯的位置实现的,所以每次调整需要等到完成沉积一个疏松体后才能进行,一个疏松体的包芯比从头到尾都是一样的,由于产能的限制,各规格的包芯比的芯棒分布不能满足出货要求,需要经常切换包芯比规格进行生产,切换的过程中需要耗费调机时间,还容易产生报废,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种光纤预制棒芯棒用两种规格包芯比生产设备及其方法。
发明内容
本发明主要解决的技术问题是提供一种光纤预制棒芯棒用两种规格包芯比生产设备及其方法,结构紧凑,设计巧妙,在沉积过程中改变提升速度,一台设备可以生产两种规格的包芯比,无需切换设备,减少调机时间,提升效率。
为解决上述技术问题,本发明采用的一个技术方案是:提供一种光纤预制棒芯棒用两种规格包芯比生产设备,该种光纤预制棒芯棒用两种规格包芯比生产设备包括沉积腔体、提升电机、升降杆、靶棒、包层喷灯、芯层喷灯、气体质量流量控制器MFC、PLC系统和人机界面,所述沉积腔体外侧设置有提升电机,提升电机驱动升降杆向上移动,升降杆下端位于沉积腔体内且下端安装有靶棒,靶棒由电机驱动转动,所述沉积腔体内安装有包层喷灯和芯层喷灯,包层喷灯和芯层喷灯分别通过气体管道与GeCl4气源和SiCl4气源连接,包层喷灯和芯层喷灯处的气体管道上分别安装有气体质量流量控制器MFC,两气体质量流量控制器MFC和提升电机通过信号线连接到PLC系统,PLC系统通过信号线与人机界面连接。
优选的是,所述人机界面设定参数分别为position设定位置、提升速度1、提升速度2、SiCl4流量1、SiCl4流量2、GeCl4载气流量1、GeCl4载气流量2,人机界面设定的参数会传输给PLC系统,PLC系统根据设定的参数来控制升降电机的速度和气体质量流量控制器MFC的流量。
一种光纤预制棒芯棒用两种规格包芯比生产设备的生产方法,其特征在于:包括以下步骤:
S1:沉积,包层喷灯和芯层喷灯的火焰上生成的SiO2颗粒沉积到靶棒上,包层喷灯和芯层喷灯分别沉积包层和芯层,靶棒不停的旋转和上升,最终形成圆柱体的疏松体,疏松体由包层和芯层组成;
S2:在沉积设备人机界面上输入需要修改的参数;
S3:当沉积的疏松体的长度低于position的设定值时,运行过程中执行提升速度1,SiCl4流量1和GeCl4载气流量1的设置值;当疏松体的长度超过position的设定值时,运行过程中执行提升速度2,SiCl4流量2和GeCl4载气流量2的设置值;
S4:提升电机的提升速度的设定根据实际生产需求的包芯比规格设定,SiCl4流量和GeCl4载气流量的设定根据在当前的目标速度下的要求设定,并且结合设备的实际情况和工程师的经验总结;
S5:步骤S4中包芯比和提升速度的关系公式如下:
其中D:包层直径,d:芯层直径,A:沉积速率,V:提升速度,ρ疏松体密度,提升速度慢,D增加,包芯比增加;提升速度快,D变小,包芯比变小。
优选的是,所述步骤S3中Position的设定值最好是疏松体总长度的1/2,设定值过小,疏松体前面一段可用长度少,设定值过大,疏松体后面一段可用长度少。
与现有技术相比,本发明的有益效果是:
在沉积过程中改变提升速度,提升速度变化后芯层的直径不会改变,包层的直径会改变,提升速度变快则包层直径变小,包层直径与芯层直径比值会变小,提升速度变慢,包层直径会变大,包层直径与芯层直径的比值会变大,可以生产两种规格的包芯比。
附图说明
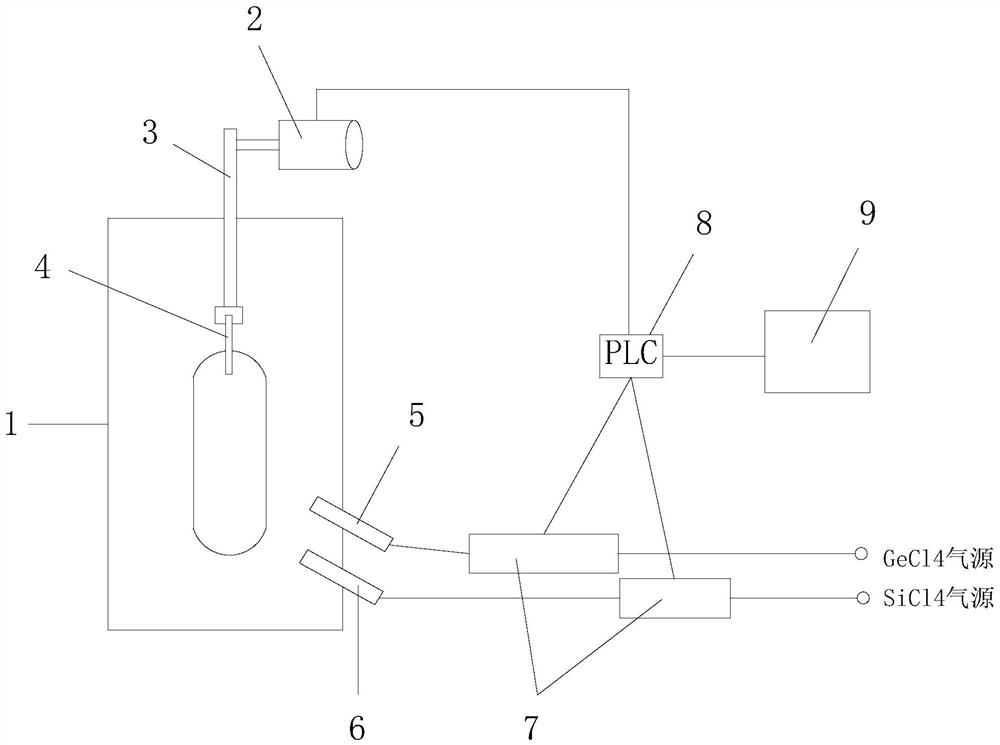
图1为光纤预制棒芯棒用两种规格包芯比生产设备结构示意图。
图2为光纤预制棒芯棒用两种规格包芯比生产设备上人机界面参数设定界面图。
图3为沉积过程中的各气体流量变化示意图。
图4为光纤预制棒芯棒用两种规格包芯比生产设备生产时程序的逻辑判定流程图。
具体实施方式
下面结合附图对本发明较佳实施例进行详细阐述,以使发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
请参阅图1至图4,本发明实施例包括:
一种光纤预制棒芯棒用两种规格包芯比生产设备,该光纤预制棒芯棒用两种规格包芯比生产设备包括沉积腔体1、提升电机2、升降杆3、靶棒4、包层喷灯5、芯层喷灯6、气体质量流量控制器MFC7、PLC系统8和人机界面9,所述沉积腔体1外侧设置有提升电机2,提升电机2驱动升降杆3向上移动,升降杆3下端位于沉积腔体1内且下端安装有靶棒4,靶棒4由电机驱动转动,所述沉积腔体1内安装有包层喷灯5和芯层喷灯6,包层喷灯5和芯层喷灯6分别通过气体管道与GeCl4气源和SiCl4气源连接,包层喷灯5和芯层喷灯6处的气体管道上分别安装有气体质量流量控制器MFC7,两气体质量流量控制器MFC7和提升电机2通过信号线连接到PLC系统8,PLC系统8通过信号线与人机界面9连接。
所述人机界面9设定参数分别为position设定位置、提升速度1、提升速度2、SiCl4流量1、SiCl4流量2、GeCl4载气流量1、GeCl4载气流量2,人机界面9设定的参数会传输给PLC系统8,PLC系统8根据设定的参数来控制升降电机2的速度和气体质量流量控制器MFC7的流量。
一种光纤预制棒芯棒用两种规格包芯比生产设备的生产方法,其特征在于:包括以下步骤:
S1:沉积,包层喷灯5和芯层喷灯6的火焰上生成的SiO2颗粒沉积到靶棒4上,包层喷灯5和芯层喷灯6分别沉积包层和芯层,靶棒4不停的旋转和上升,最终形成圆柱体的疏松体,疏松体由包层和芯层组成;
S2:在沉积设备人机界面9上输入需要修改的参数,参数设定界面如图2所示;
S3:当沉积的疏松体的长度低于position的设定值时,运行过程中执行提升速度1,SiCl4流量1和GeCl4载气流量1的设置值;当疏松体的长度超过position的设定值时,运行过程中执行提升速度2,SiCl4流量2和GeCl4载气流量2的设置值,沉积过程中的各气体流量变化如图3所示;
S4:提升电机2的提升速度的设定根据实际生产需求的包芯比规格设定,SiCl4流量和GeCl4载气流量的设定根据在当前的目标速度下的要求设定,并且结合设备的实际情况和工程师的经验总结;
S5:步骤S4中包芯比和提升速度的关系公式如下:
其中D:包层直径,d:芯层直径,A:沉积速率,V:提升速度,ρ疏松体密度,提升速度慢,D增加,包芯比增加;提升速度快,D变小,包芯比变小。
所述步骤S3中Position的设定值最好是疏松体总长度的1/2,这样才能使最终的利用率最大,设定值过小,疏松体前面一段可用长度少,设定值过大,疏松体后面一段可用长度少。
本发明一种光纤预制棒芯棒用两种规格包芯比生产设备及其方法工作时,人机界面9是用来工程师设定参数和反应设备运行状态的,人机界面9设定的参数会传输给PLC系统8,PLC系统8根据设定的参数来控制升降电机的速度和气体质量流量控制器MFC气体质量流量控制器的流量,气体从气源处进入气体管路经过MFC,最终通过喷灯出去并在喷灯口进行燃烧的化学反应,火焰中反应生成的SiO2颗粒沉积到靶棒上,靶棒不停的旋转和上升最终生长成圆柱状的疏松体,整个生长过程在一个密闭的沉积腔体里进行,沉积过程中提升速度的快慢取决于疏松体芯层生长的快慢,芯层生长的快则提升速度快。芯层生长的快慢的则由芯层SiCl4的流量决定,芯层SiCl4流量大则芯层生长的快,沉积过程中会在芯层参杂少量的GeO2来调节光纤预制棒的折射率,GeO2是由GeCl4在芯层火焰上生成的,提升速度快则折射率会降低,为保证折射率不变,提升速度加快时还应当增加GeCl4载气的流量,提升速度变化点的过渡时间不能超过10分钟,因为过渡段光学性能不稳定,所以要减少过渡段,提升速度改变后,相应的控制折射率的GeCl4载气流量应改变,否者该产品会报废;提升速度改变后,芯层SiCl4的流量应改变,否则提升速度无法达到目标值,控制好疏松体的最大直径,使疏松体能顺利进入烧结设备进行下一步工序。
本发明一种光纤预制棒芯棒用两种规格包芯比生产设备及其方法,结构紧凑,设计巧妙,在沉积过程中改变提升速度,一台设备可以生产两种规格的包芯比,无需切换设备,减少调机时间,提升效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 光纤预制棒芯棒用两种规格包芯比生产设备及其方法
- 光纤预制棒芯棒用两种规格包芯比生产设备