一种塑料管自动热熔焊接设备
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及塑料焊接技术领域,尤其涉及一种塑料管自动热熔焊接设备。
背景技术
目前行业内对于塑料管热熔承插焊接主要是手动方式操作,具体操作方式是有人工分别拿着塑料承插管件和塑料管材分别在放在加热板上进行加热融化,达到一定时间后将塑料管材和管件取下,快速将管材插入到管件承口内进行冷却。其中手动操作容易导致承插偏斜,导致后期产生泄露隐患;承插深度不准确,不仅成品的尺寸一致性差,而且承插过深会导致管材缩径影响管路流量,承插过浅会导致焊接处强度不足;手工近距离操作,可能会吸入有害废气影响健康;手动操作时,人员劳动强度大,对人员操作技能要求较高。
发明内容
本发明的目的是提供一种塑料管自动热熔焊接设备,解决常规塑料管在热熔焊接时效率较低并且影响工人健康的问题。
为解决上述技术问题,本发明采用如下技术方案:
本发明提供了一种塑料管自动热熔焊接设备,包括底座、依次安装在所述底座上的第一机架、中机架和第二机架;
在所述底座上设置有两条平行的滑动轨道;所述第一机架和所述第二机架的下部分别通过第一操作台和第二操作台可滑动地设置在所述滑动轨道上,在所述底座的两端部分别设置有第一气缸固定座和第二气缸固定座;
在所述第一操作台上安装有第一下夹具,在所述第一机架上安装有可向所述第一下夹具的方向进行伸缩的第一上夹具,在所述第一操作台上靠近所述中机架一端部设置有管材定位气缸,在所述管材定位气缸的伸缩端上安装有管材定位板,在所述第一气缸固定座上安装有用于调节所述第一操作台在所述滑动轨道上滑动的第一推进气缸;
在所述底座上,所述中机架位于所述第一机架与所述第二机架之间,所述中机架的底部固定在所述底座上,在所述中机架设置有可向下延伸的加热板,在所述加热板上分别相对于所述第一机架和所述第二机架的两侧面设置有第二管材焊接模头和所述第一管材焊接模头;
所述第二机架的下部通过第二操作台可滑动地设置在所述滑动轨道上,在所述第二操作台上安装有第二下夹具,在所述第二机架上安装有可向所述第二下夹具的方向进行伸缩的第二上夹具,在所述第二气缸固定座上安装有用于调节所述第二操作台在所述滑动轨道上滑动的第二加热气缸。
进一步的,所述第一操作台和所述第二操作台的底面上分别安装有与所述滑动轨道限位滑动连接的滑动附件。
再进一步的,所述滑动轨道为两条平行的滑杆,所述滑动附件为限位套设在所述滑杆上的弧形限位座。
再进一步的,在所述第一机架上安装有向下伸缩的第一压紧气缸,所述第一压紧气缸的伸缩端安装有朝向所述第一下夹具的第一上夹具。
再进一步的,在所述第二机架上安装有调节所述第二下夹具和所述第二上夹具的第二压紧气缸。
再进一步的,在所述第一操作台与所述第一推进气缸之间安装有第一加热气缸。
再进一步的,所述中机架上安装有调节所述加热板升降的加热板推进气缸。
再进一步的,所述第二管材焊接模头和所述第一管材焊接模头通过螺栓安装在所述加热板的两端侧。
与现有技术相比,本发明的有益技术效果:本申请中可采用多工位方式,提升工作效率;其中管件采用专用夹具,定位精度高,缩小了焊接偏差,使焊接质量标准化;管材管件焊接融化深度标准化,焊接成品尺寸一致性较好;
另外避免了手工焊接时近距离操作,可能烫伤或吸入废气的问题,降低了对操作人员的技术要求,人员劳动强度下降,并且可通过更换夹具兼容多个口径规格,节约设备和场地投入。
附图说明
下面结合附图说明对本发明作进一步说明。
图1为本发明塑料管自动热熔焊接设备的主体示意图;
图2为本发明塑料管自动热熔焊接设备中第一机架结构的示意图;
图3为本发明塑料管自动热熔焊接设备中机架的示意图;
图4为本发明塑料管自动热熔焊接设备中第二机架结构示意图。
附图标记说明:
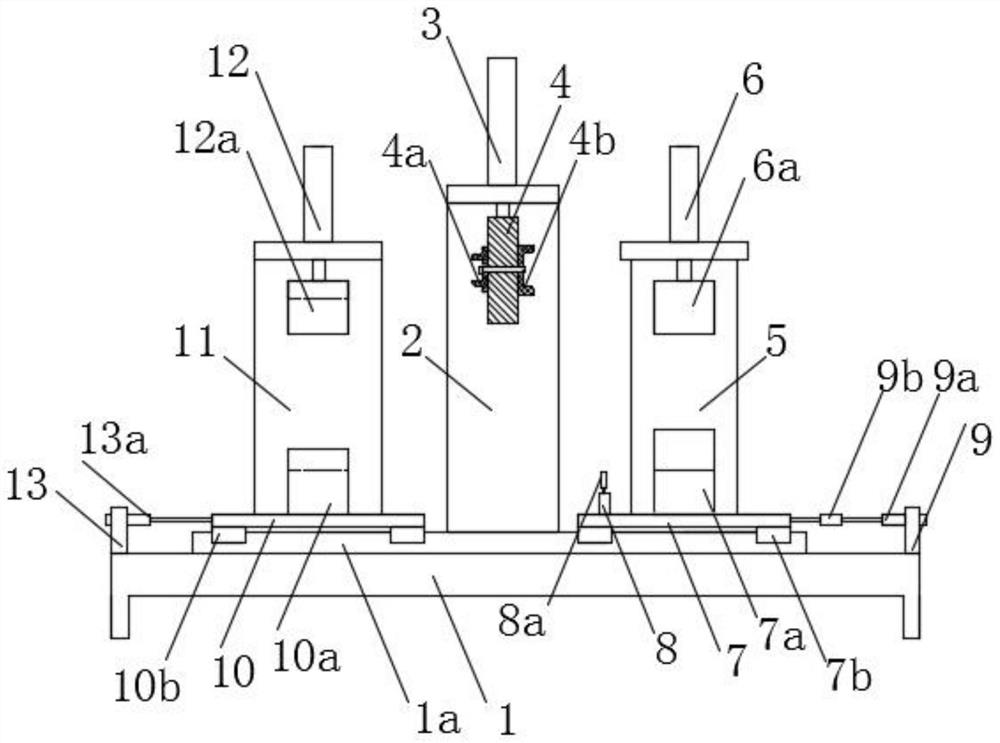
1、底座;1a、滑动轨道;2、中机架;3、加热板推进气缸;4、加热板;4a、第一管材焊接模头;4b、第二管材焊接模头;
5、第一机架;6、第一压紧气缸;6a、第一上夹具;7、第一操作台;7a、第一下夹具;8、管材定位气缸;8a、管材定位板;9、第一气缸固定座;9a、第一推进气缸;9b、第一加热气缸;
10、第二操作台;10a、第二下夹具;10b、滑动附件;11、第二机架;12、第二压紧气缸;12a、第二上夹具;13、第二气缸固定座;13a、第二加热气缸。
具体实施方式
请参见图1,本实施例中公开了一种塑料管自动热熔焊接设备,包括底座1、依次安装在所述底座1上的第一机架5、中机架2和第二机架11,其中所述第一机架5和所述第二机架11分别用于定位安装待焊接的管材,而在所述中机架2上安装用于对管材的端部进行加热的加热板,从而对经过定位的管材进行定位热熔焊接;在所述底座1的两端还安装有对热熔后的管材进行移动焊接的推进气缸;
在进行水平滑动调节时,本实施例中,其中在所述底座1上安装有两条平行的滑动轨道1a,其中具体地,所述第一操作台7和所述第二操作台10的底面上分别安装有与所述滑动轨道1a限位滑动连接的滑动附件10b;请参见图2,所述滑动轨道1a为两条平行的滑杆,所述滑动附件10b为限位套设在所述滑杆上的弧形限位座,从而根据需求进行调节滑动;
请参见图1,其中所述第一机架5和所述第二机架11的下部分别通过第一操作台7和第二操作台10可滑动地安装在所述滑动轨道1a上,在所述底座1的两端部分别安装有第一气缸固定座9和第二气缸固定座13,在所述第一气缸固定座9上安装有用于调节所述第一操作台7在所述滑动轨道1a上滑动的第一推进气缸9a;在所述第一操作台7与所述第一推进气缸9a之间安装有第一加热气缸9b,其中通过第一推进气缸9a和所述第一加热气缸9b带动经过加热的管件进行调节焊接对接作用。
在进行热熔操作时,请参见图1,本实施例中,在所述底座1上,所述中机架2位于所述第一机架5与所述第二机架11之间,所述中机架2的底部固定在所述底座1上的边侧,在所述中机架2安装有可向下延伸的加热板4,在所述加热板4上分别相对于所述第一机架5和所述第二机架11的两侧面安装有第二管材焊接模头4b和所述第一管材焊接模头4a,其中所述第二管材焊接模头4b用于加热管材外壁,所述第一管材焊接模头4a用于加热管件内壁,从而便于两个管材热熔焊接;
所述中机架2上安装有调节所述加热板4升降的加热板推进气缸3,所述第二管材焊接模头4b和所述第一管材焊接模头4a通过螺栓安装在所述加热板4的两端侧;所述加热板4的中心开设有圆孔,用于安装固定螺栓,并通过该固定螺栓使第二管材焊接模头4b和所述第一管材焊接模头4a分别与加热板4紧密贴合,使加热板4的温度传递到所述第二管材焊接模头4b和所述第一管材焊接模头4a上;从而通过调节所述加热板4的升降,使得所述第二管材焊接模头4b和所述第一管材焊接模头4a分别与所述第一操作台7和所述第二操作台10上的限位固定的管材保持同一直线,从而便于对管材的端部进行限位并加热。
在进行定位操作时,在所述第二气缸固定座13上安装有用于调节所述第二操作台10在所述滑动轨道1a上滑动的第二加热气缸13a;从而通过所述第一推进气缸9a调节所述第一操作台7上限位固定的管材端部与所述加热板上的第二管材焊接模头4b接触配合,另外通过第二加热气缸13a调节所述第二操作台10上限位固定的管材端部与第一管材焊接模头4a进行加热热熔,从而以实现管材的焊接;
请参见图2,本实施例中,在所述第一操作台7上安装有第一下夹具7a,在所述第一机架5上安装有可向所述第一下夹具7a的方向进行伸缩的第一上夹具6a,在所述第一操作台7上靠近所述中机架2一端部安装有管材定位气缸8,在所述管材定位气缸8的伸缩端上安装有管材定位板8a,其中所述管材定位板8a仅仅用于右侧管道的限位,从而控制焊接融化深度,当管材上夹具6a压下来固定住管材后,管材定位板8a就可以收回,从而保证管材的平整;在所述第一气缸固定座9上安装有用于调节所述第一操作台7在所述滑动轨道1a上滑动的第一推进气缸9a;本实施例中,在所述第一机架5上安装有向下伸缩的第一压紧气缸6,所述第一压紧气缸6的伸缩端安装有朝向所述第一下夹具7a的第一上夹具6a,从而通过调节所述第一上夹具6a与所述第一下夹具7a之间的间距,从而对不同管径的管材进行限位固定,从而提高管材的适用范围。
所述第二机架11的下部通过第二操作台10可滑动地安装在所述滑动轨道1a上,在所述第二操作台10上安装有第二下夹具10a,在所述第二机架11上安装有可向所述第二下夹具10a的方向进行伸缩的第二上夹具12a,在所述第二气缸固定座13上安装有用于调节所述第二操作台10在所述滑动轨道1a上滑动的第二加热气缸13a;在所述第二机架11上安装有调节所述第二下夹具10a和所述第二上夹具12a的第二压紧气缸12,从而通过第二压紧气缸12调节所述第二下夹具10a与所述第二上夹具12a以实现对不同管径管材的限位固定。
本实施例的工作过程:
ⅰ、加热板4加热到规定温度。
ⅱ、按“定位”按钮,管材限位气缸8带动管材定位板8a升起。
ⅲ、在管件夹具中放入管件,按“管件压紧”按钮,利用第一压紧气缸6和第二压紧气缸12分别带动管件上方第一上夹具6a和第二上夹具12a向下运动,从而压紧管件。
ⅳ、在第一上夹具6a和第一下夹具7a之间中放入管材,使管材的左端头与管材定位板8a的顶面接触,按“管材压紧”按钮,使得第一上夹具6a向第一下夹具7a压紧运动,从而压紧管材。
ⅴ、按“启动”按钮,管材限位气缸8带动管材限位板8a下降,然后加热板推进气缸3带动加热板4下降,然后第一加热气缸9b和第二加热气缸13a分别带动管材向加热板4的第一管材焊接模头4a和第二管材焊接模头4b靠近。
ⅵ、达到规定的时间后第一加热气缸9b带动第一操作台7向远离所述加热板4的方向移动,同时第二加热气缸13a带动第二操作台10向也向远离所述加热板4的方向一定,此时两个管材的端部均匀加热完成。
ⅶ、加热板推进气缸3带动加热板4上升。
ⅷ、加热板4上升到位后,利用第一推进气缸9a和第一加热气缸9b带动第一操作台7向靠近第二操作台10的方向滑动,使加热后的管材插入管件承口中,冷却10-15s后,同时松开第一上夹具6a和第二上夹具12a。
ⅸ、第一推进气缸9a复位,焊接完成。
在本发明创造的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上实施例仅是对本发明创造的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种塑料管自动式热熔焊接设备
- 一种塑料管自动热熔焊接设备