一种多主轴高效钻铣机床及其钻孔方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及数控机床设备技术领域,具体涉及一种多主轴高效钻铣机床及其钻铣加工方法。
背景技术
众所周知,熔喷布及无纺布作为口罩、防护服以及卫生用品最核心的材料,由聚丙烯PP材料经喷丝模具喷射出丝,聚集成型后便是熔喷布或无纺布。在这类模具喷射头的表面上,均匀矩阵排列有成千上万的微孔。一般而言,微孔的质量决定了熔喷布和无纺布的质量,特别是对于医用类N95口罩及医用防护服,熔喷布等级必须达到99级标准,这对于模具上的微孔质量要求是极高的。首先,这些微孔的直径必须在φ0.1~φ0.5mm之间,且要保证孔壁光滑无毛刺,孔径的误差必须控制在极小范围内(±0.002以内)。
目前,模具上的微孔大多数采用高精度数控机床钻孔加工,而要在模具平面上钻削微孔,钻头与工件之间的位置关系要求精确,机床动态性能必须优良。模具在机床上的定位,采用人工目视的方法是很难找准的。
另外,对于大尺寸模具(主要是长度尺寸大于等于1000mm)的微孔加工,特别是无纺布模具,若采用高性能的小型高精密机床来完成钻孔,虽然该类机床精度性能极佳,但行程小,加工范围有限,对于加工长度尺寸较大的模具,需要人工在模具长度方向上多次移位,重新对位,从而不可避免的产生定位(接刀)误差,导致一系列不良的喷丝效果。另外,长条形的喷丝板,每次只有约1/4或1/5甚至更小的实际加工行程,未加工部份在机床工件台上形成较大悬伸,较重的工件作用在机床导轨上,会产生较大的应力,长期不利于导轨寿命及精度表现。另外,若采用较大加工行程的机床来完成钻孔,由于大行程机床的精度性能不及小行程机床,加工尺寸误差较大,且容易发生断钻。对于喷丝模具而言,只要发生断钻将直接导致模具报废或繁锁返工。如此大尺寸的精密机床,价格非常昂贵,占用场地大,维护运营成本高,环境条件要求严荷,操作技术难度大。模具上数以万计的微孔,依据目前行业内普遍采用单加工机头,模具的制造周期非常长,如3000mm长的无纺布模具,孔数超过30000个,数控加工超过30天。因此,大尺寸喷丝模具微孔的加工效率、加工精度以及由此形成的较高成本,一直是喷丝模具行业的痛点。
因此,如何提供一种具备高性能、有良好经济性、能缩短制造周期以及实现对大尺寸模具加工微孔的小型精密加工机床,是本领域技术人员亟待解决的技术问题。
发明内容
为了克服上述现有技术所述的缺陷,本发明提供一种多主轴高效钻铣机床及其钻铣加工方法。
本发明为解决其问题所采用的技术方案是:
本发明首先提供了一种多主轴高效钻铣机床,包括机床床身以及设置在所述机床床身上且用于放置工件的工作台,还包括:
设置在所述工作台上方且沿工件的长度方向并列共线设置的若干主轴、分别驱动若干所述主轴沿工件高度方向上下移动的若干第一驱动组件以及分别驱动若干所述主轴沿工件长度方向左右移动的若干第二驱动组件;
在若干所述第一驱动组件和第二驱动组件的作用下,若干所述主轴移动并对工件进行加工。
本发明的多主轴高效钻铣机床,若干主轴分别由若干独立的第一驱动组件和第二驱动组件驱动,使得多个主轴不仅可以同时加工,还可方便调整各主轴之间的中心距,从而适应不同孔距工件的加工,加工效率数倍提高,工件制造周期数倍缩短。
进一步地,还包括设置在工作台上且用于对工件沿其长度方向移动进行导向的导向机构,所述导向机构包括限制工件前后移动的前后导向滑道以及限制工件上下移动的上下导向滑道;
所述前后导向滑道和上下导向滑道共同组成工件的移动滑道。
具体的,该前后导向滑道由与工件前侧面相滑动抵接的前导向轮组以及与工件后侧面相滑动抵接的后导向轮组组成;该上下导向滑动由与工件顶面相滑动抵接的上导向轮组以及与工件底面相滑动抵接的下导向轮组组成;该前导向轮组、后导向轮组、上导向轮组以及下导向轮组共同组成工件移动的滑道。
进一步地,还包括用于与若干所述主轴相装配的移动工具,在所述主轴的驱动下,所述移动工具与工件相配合并带动所述工件沿所述移动滑道进行分段移送。
具体的,该移动工具可以为装有刀柄的固定轴以及设置在工件上且与固定轴相配合的装配孔。当然,也可以采用其他的刀具与工件配合方式形成移动结构,如真空、电磁、摩擦等结构方式。
由此,当需要对工件进行移送时,将装有刀柄的固定轴装配到主轴上,在第一驱动组件的驱动下,主轴带动固定轴插入装配孔,使主轴与工件相配合;随后在第二驱动组件的驱动下,主轴按照设定距离带动工件沿其长度方向移动,从而实现对工件的分段移送。
进一步地,还包括用于与若干所述主轴相装配的检测装置,所述检测装置用于对工件位置进行测量。
具体的,该检测装置为装有刀柄的测量装置,该测量装置可以是接触式测量探针,也可以是CCD或COMS工业视觉测量装置或激光测量装置。
由此,当需要对工件位置进行测量时,将装有刀柄的测量探头装配到主轴上,测量探头即可自动获取并找正工件坐标,从而实现对工件长度方向的定位。
进一步地,还包括矩形刀库以及换刀机构,其中:
所述矩形刀库上设有若干刀柄安装座;
所述换刀机构包括用于夹持刀柄的若干刀夹、驱动若干所述刀夹从矩形刀库或主轴上拔插刀柄的换刀驱动模组、提供承载平台以安装若干所述刀夹的移动座以及驱动所述移动座承载刀夹并在主轴与矩形刀库之间往复移动的第三驱动组件。
由此,位于工作台上方的主轴可在换刀机构的配合下更换刀具、移动工具或检测装置,从而实现对工件的加工、移送以及定位。
进一步地,还包括设置在所述工作台上的若干定位支撑杆以及第一压紧机构,若干所述定位支撑杆用于支撑在工件底面;所述第一压紧机构包括第一驱动件以及压板,所述第一驱动件驱动所述压板压住工件顶面并使工件底面与定位支撑杆相抵接以将工件上下夹紧。
进一步地,还包括设置在所述工作台前侧或后侧的若干第二压紧机构,所述第二压紧机构包括第二驱动件以及压头,所述第二驱动件驱动压头压住工件并与前后导向滑道相抵接以将工件前后夹紧。
进一步地,还包括用于顶起工件的顶升机构,所述顶升机构包括顶升板以及驱动所述顶升板沿工件高度方向进行移动的第三驱动件。
进一步地,还包括设置在工作台左右两侧或左右任意一侧的辅助滑动支撑台,所述辅助滑动支撑台包括支撑座以及设置在所述支撑座上且用于与工件底面相滑动配合的导向杆。
由此,设置辅助滑动支撑台可给超出加工范围的工件提供支撑,防止较重工件对机床工作台的压迫。
进一步地,还包括设置在所述工作台下方的第四驱动组件,在所述第四驱动组件的驱动下,可带动所述工作台沿工件的宽度方向进行移动。
另外,本发明还提供一种应用于多主轴高效钻铣机床的钻铣加工方法,包括以下步骤:
步骤S1:将工件安装在工作台上,并将工件的待钻孔加工区域设置在机床行程范围内,进行初次定位;
步骤S2:换刀机构从矩形刀库中抓取刀具并将其安装在主轴上,并开始钻孔钻削等数控加工;
步骤S3::当完成第一次加工后,对工件进行分段移送,将已加工的工件的一段向另一侧移运,未加工的一段向工作台的加工范围移动,随后再次对工件进行定位,并重新开始钻孔钻削等数控加工;
步骤S4:重复步骤S2-S3,直到全部长度范围内的加工内容完成为止。
进一步地,对工件进行初次定位和再次定位的具体步骤为,换刀机构抓取检测装置并安装至主轴上,检测装置对工件位置进行精确测量,进而获取工件原点坐标,数控系统依据测量结果建立加工原点坐标及路径。
进一步地,对工件进行分段移送的具体步骤为,换刀机构抓取移动工具并安装在主轴上,在主轴的驱动下,使移动工具与工件相配合并带动所述工件沿其长度方向进行分段移动。
综上所述,本发明的一种多主轴高效钻铣机床及其钻孔方法,不仅机床的占地面积更小,成本更低,通过在工件长度方向设置多个可调中心距的主轴,可以成倍的提高生产效率,缩短工件制造周期;另外,通过在主轴上装配检测装置和移动工具,对于尺寸规模较大的模具,可以实现精确分段钻孔,无需人工进行高精准操作,降低了对操作员的技能要求,节约了时间,钻孔精度也得以保证,提高了加工效率。
附图说明
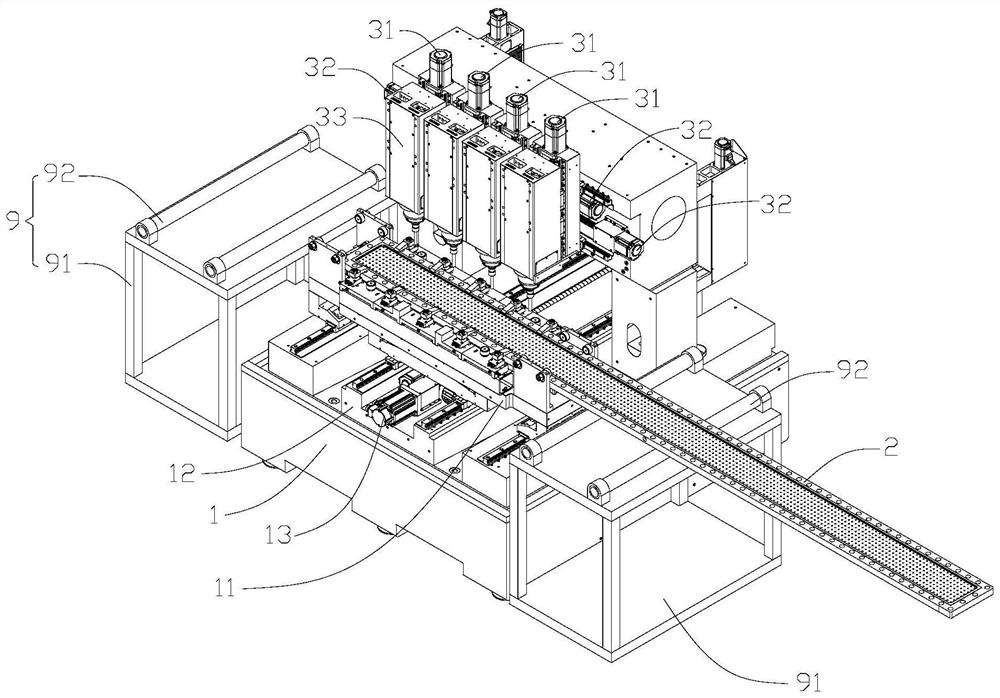
图1为本发明多主轴高效钻铣机床的结构示意图;
图2为本发明多主轴高效钻铣机床的部分结构示意图;
图3为本发明多主轴高效钻铣机床中工件处于夹紧状态的部分结构示意图;
图4为图3的侧视示意图;
图5为本发明多主轴高效钻铣机床中工件处于松开状态的部分结构示意图(已将工件隐藏);
图6为本发明多主轴高效钻铣机床中工件处于顶升状态的侧视示意图;
图7为本发明多主轴高效钻铣机床中工件处于移送状态的结构示意图;
图8为本发明多主轴高效钻铣机床另一视角的结构示意图。
其中,附图标记含义如下:
1、机床床身;11、工作台;12、基座;13、第四驱动组件;2、工件;21、微孔;22、装配孔;3、主轴;31、第一驱动组件;32、第二驱动组件;33、主轴箱;4、固定轴;5、矩形刀库;51、刀柄安装座;52、刀具;6、换刀机构;61、刀夹;62、移动座;63、第三驱动组件;71、前导向轮组;711、前导向轮;72、后导向轮组;721、后导向轮;73、上导向轮组;731、上导向轮;74、下导向轮组;741、下导向轮;81、定位支撑杆;82、第一压紧机构;821、压板;83、第二压紧机构;831、压头;84、顶升板;85、第三驱动件;9、辅助滑动支撑台;91、支撑座;92、导向杆。
具体实施方式
为了更好地理解和实施,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本发明。
参阅图1-8,本发明提供了一种多主轴高效钻铣机床,本实施例中的机床,为小型精密高性能定梁式龙门机床。当然,在其他实施例中,也可以采用其它结构的机床(如动梁式机床)。本实施例中的机床实际加工行程不大,一般小于1000mm,但其能加工的工件2尺寸,在长度方向上没有尺寸限制,即能加工1000mm以内尺寸规格的常规工件2,也能加工超过3000mm尺寸的工件2。
在本实施例中,该工件2为用于制作熔喷布及无纺布的喷丝模具。
参阅图1-2,该多主轴高效钻铣机床包括机床床身1、设置在机床床身1上且用于放置工件2的工作台11以及矩形刀库5。该工作台11的上方沿工件2的长度方向并列共线设置有多个主轴箱33。该主轴箱33内设有主轴3,多个主轴3分别由独立的多个第一驱动组件31和第二驱动组件32驱动。在第一驱动组件31的驱动下,可带动主轴3沿工件2的高度方向上下移动,从而实现对工件2的钻孔;在第二驱动组件32的驱动下,可带动主轴3沿工件2的长度方向左右移动,从而方便调整各主轴3间的中心距,从而适应不同孔距工件2的加工。
在本实施例中,该第一驱动组件31和第二驱动组件32的结构相同,均包括电机以及与电机输出端相配合的丝杆组件。由于丝杆组件属于本领域技术人员根据现有技术可以实现的结构,此处对其具体结构不再赘述。当然,在其他实施例中,也可以采用其他驱动结构,如气缸;也可以采用其他传动组件,如滑轨组件等等,此处不受限制。
另外,在本实施例中,其机床为定梁式龙门机床,故该工作台11为移动式工作台11。该工作台11的下方设有驱动工作台11沿工件2宽度方向移动的第四驱动组件13以及安装在机床床身1上且用于承载第四驱动组件13的基座12;该第四驱动组件13同样包括电机以及与电机输出端相配合的丝杆组件,此处不再赘述。由此,在第四驱动组件13的驱动下,可带动工作台11上的工件2沿其宽度方向进行移动,从而方便主轴3沿工件2的宽度方向进行钻孔。当然,在其他实施例中,该工作台11也可以是固定式工作台11,其机床为动梁式或动柱式机床。
由此,若干主轴3分别由若干独立的第一驱动组件31和第二驱动组件32驱动,使得多个主轴3不仅可以同时加工,还可方便调整各主轴3之间的中心距,从而适应不同孔距工件2的加工,加工效率数倍提高,工件制造周期数倍缩短。
参阅图3,该机床还包括设置在工作台11上且用于对工件2沿其长度方向移动进行导向的导向机构,该导向机构包括用于与工件2前侧面相滑动抵接的前导向轮组71、用于与工件2后侧面相滑动抵接的后导向轮组72、用于与工件2顶面相滑动抵接的上导向轮组73以及用于与工件2底面相滑动抵接的下导向轮组74;该前导向轮组71和后导向轮组72组成限制工件2前后移动的前后导向滑道;该上导向轮组73与下导向轮组74组成限制工件2上下移动的上下导向滑道。
具体的,该前导向轮组71包括多个前导向轮711,该后导向轮组72包括多个后导向轮721,该上导向轮组73包括多个上导向轮731,该下导向轮组74包括多个下导向轮741;该前导向轮组71、后导向轮组72、上导向轮组73以及下导向轮组74共同组成工件2移动的滑道。
参阅图7,该机床还包括用于与若干主轴3相装配且将工件2沿其长度方向进行分段移送的移动工具,该移动工具包括装有刀柄的固定轴4以及设置在工件2上且与固定轴4相配合的装配孔22。
当然,在其它实施例中,也可以采用其他的刀具与工件配合的方式形成移动结构,如真空、电磁、摩擦等结构方式。
由此,当需要对工件2进行移送时,将装有刀柄的固定轴4装配到主轴3上,在第一驱动组件31的驱动下,主轴3带动固定轴4插入装配孔22,使主轴3与工件2相配合;随后在第二驱动组件32的驱动下,主轴3按照设定距离带动工件2沿其长度方向移动,从而实现对工件2的分段移送。
当然,在其他实施例中,可以采用操作人员人工手动进行分段移送。
在本实施例中,该移动工具安装在矩形刀库5内;当然,在其他实施例中,该移动工具可以固定安装在主轴箱33的下方,以此来规避可能存在的干涉,这种移动工具及方式,可以避免长期过大的移运力导致主轴3的损坏。
另外,该机床还包括用于与若干主轴3相装配且对工件2位置进行测量的检测装置,该检测装置为装有刀柄的测量探头(图中未示出)。
由此,当需要对工件2位置进行测量时,将装有刀柄的测量探头装配到主轴3上,测量探头即可自动获取并找正工件坐标,从而实现对工件长度方向的定位。
在本实施例中,该测量探头可以是接触式测量探针,也可以是CCD或COMS工业视觉测量装置或激光测量装置;该测量探头安装在矩形刀库5内。
由此,本发明的多主轴高效钻铣机床,通过在主轴3上装配检测装置和移动工具,对于尺寸规模较大的工件2,可以实现精确分段钻孔,无需人工进行高精准操作,降低了对操作员的技能要求,节约了时间,钻孔精度也得以保证,提高了加工效率。
再参阅图1,该还包括设置在工作台11左右两侧或左右任意一侧的辅助滑动支撑台9,该辅助滑动支撑台9包括支撑座91以及设置在支撑座91上且用于与工件2底面相滑动配合的导向杆92。
由此,设置辅助滑动支撑台9可给超出加工范围的工件2提供支撑,防止较重工件2对机床工作台11的压迫。
参阅图8,该机床的后方还设有与工作台11共轨设置的换刀机构,该换刀机构6包括用于夹持刀柄的若干刀夹61、驱动若干刀夹61从矩形刀库5或主轴3上拔插刀柄的换刀驱动模组、提供承载平台以安装若干刀夹61的移动座62以及驱动该移动座62承载刀夹61并在主轴3与矩形刀库5之间往复移动的第三驱动组件63。
由此,位于工作台11上方的主轴3可在换刀机构6的配合下更换刀具52、移动工具或检测装置,从而实现对工件2的加工、移送以及定位。
需要说明的是,主轴可以进行更换的工具,如各种刀具52、测量探头以及移动工具,这些工具都需要先安装在标准的刀柄上,刀柄可以通过换刀机构6中的刀夹在主轴3上进行拆卸。
在本实施例中,该第三驱动组件63同样包括电机以及与电机输出端相连接的丝杆组件,此处不再赘述。该矩形刀库5上设有若干刀柄安装座51,该刀柄安装座51上安装有刀具52、移动工具以及检测装置。
参阅3-6,该机床还包括设置在工作台11中部的若干定位支撑杆81以及设置在工作台前后两侧的若干第一压紧机构82,若干定位支撑杆81用于支撑工件2底面;该第一压紧机构82包括第一驱动件以及压板821,该第一驱动件驱动压板821压住工件2顶面并使工件2底面与定位支撑杆81相抵接以将工件2上下夹紧。
在本实施例中,该第一驱动件为回转夹紧气缸,当然,在其他实施例中,也可以采用其他驱动件,如电机,油缸等等,此处不受限制。
另外,该机床还包括设置在工作台11前侧或后侧的若干第二压紧机构83,该第二压紧机构83包括第二驱动件以及压头831,该第二驱动件驱动压头831压住工件2前侧面或后侧面并使工件另一相对侧面与前导向轮组71或后导向轮组72抵接以将工件2前后夹紧。
在本实施例中,该第二驱动件为气缸,当然,在其他实施例中,也可以采用其他驱动件,如电机、油缸等等,此处不受限制。
在其他实施例中,也可以通过工作台11与移动工具的配合,实现对工件2前后方向的定位夹紧,从而无需设置第二压紧机构83。首先,在换刀机构6的驱动下,将移动工具装配到主轴3上;在第一驱动组件31的驱动下,主轴3带动固定轴4插入装配孔22,使主轴3与工件2相配合;随后在第四驱动组件13的驱动下,带动工件2前侧面与前导向轮组71相紧靠,从而实现工件2的前后夹紧。
参阅图3-6,该机床还包括用于顶起工件2的顶升机构,该顶升机构包括顶升板84以及驱动该顶升板84上下移动的第三驱动件85;该顶升板84的前后两侧还设有上述下导向轮741。
在本实施例中,该第三驱动件为气缸。
由此,当需要对工件2进行加工时,顶升机构内的第三驱动件85驱动顶升板84向下移动,顶升板84两侧的下导向轮741脱离工件2底面,工件2底面落在定位支撑杆81上,该第二压紧机构83中的第二驱动件驱动压头831压住工件2后侧面并使工件2前侧面与前导向轮组71相抵接以将工件2前后夹紧。随后,第一压紧机构82中的第一驱动件驱动该压板821压住工件2顶面以将工件2上下夹紧,从而实现对工件2完全定位夹紧,此时可以对工件2进行钻孔切削加工。
当需要对工件2进行移送时,顶升机构内的第三驱动件85驱动顶升板84向上移动,顶升板84两侧的下导向轮741接触工件2底面,第一压紧机构82中的第一驱动件驱动该压板821旋转上升并松开工件2;随后,该第二压紧机构83中的第二驱动件驱动压头831松开工件2后侧面,工件2从定位支撑杆81脱离并整体上移直到工件2上表面与上导向轮组73相接触,此时上导向轮组73、下导向轮组74、前导向轮组71和后导向轮组72、共同组成工件2移动的滑道。随后可在主轴3和移动工具的作用下实现对工件2的分段移送。
本发明的一种应用于该多主轴高效钻铣机床的钻孔方法(假设从左往右进行加工),具体包括以下步骤:
步骤一:将工件2的一端安装在工作台11上,另一端放置在辅助滑动支撑台9上,并进行大致校准,使工件2的待钻孔加工区域设置在机床行程范围内,进行初次粗定位;当然,操作人员也可以进行精确校准定位;
步骤二:初始加工前,换刀机构6从矩形刀库5中抓取在线测量探头并安装至主轴3上,设定初始基准,并开始对工件2进行精确测量,并由此自动获取工件2原点坐标,数控系统依据测量结果重建加工原点坐标及路径;
步骤三:换刀机构6从主轴3上卸下测量探头,从矩形刀库5中抓取刀具52并将其安装在主轴3上,第一压紧机构82和第二压紧机构83同时动作并夹紧工件2,开始钻孔钻削等数控加工;
步骤四:当完成第一次加工后,换刀机构6从主轴3上卸下刀具52,从矩形刀库5中抓取移动工具并安装在主轴3上,第一压紧机构82和第二压紧机构83松开工件2,顶升机构对工件2进行顶升,移动工具对工件2进行分段移动,已加工的工件2一段向另一侧移运,未加工的一段向工作台11的加工范围移动,顶升机构复位向下,第一压紧机构82和第二压紧机构83重新夹紧工件2;
步骤五:换刀机构6从主轴3上卸下移动工具,从矩形刀库5内重新抓取检测装置并安装至主轴3上,再次对上次已经完成钻孔位置的工件2上的其他特征进行在线测量,并由此获取新的工件原点,数控系统依据测量重建加工坐标和路径;
步骤六:重复步骤三到步骤五,直到全部长度范围内的加工内容完成为止。
综上所述,本发明的一种多主轴高效钻铣机床及其钻孔方法,不仅机床的占地面积更小,成本更低,通过在工件2长度方向设置多个可调中心距的主轴3,可以成倍的提高生产效率,缩短工件制造周期;另外,通过在主轴3上装配检测装置和移动工具,对于尺寸规模较大的工件2,可以实现精确分段钻孔,无需人工进行高精准操作,降低了对操作员的技能要求,节约了时间,钻孔精度也得以保证,提高了加工效率。
本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
- 一种多主轴高效钻铣机床及其钻孔方法
- 一种多主轴高效钻铣机床