一种可与卷取机同步横移钢卷压紧方法及装置
文献发布时间:2023-06-19 11:47:31
技术领域
本发明属于带钢精整技术领域,具体涉及一种可与卷取机同步横移钢卷压紧方法及装置。
背景技术
在平整机组中带钢甩尾阶段至带尾脱离张力辊时,压紧装置自动投入压住钢卷外圈,以避免松卷。目前正在建设和运行的平整机组使用的压紧装置仅可沿钢卷直径方向摆动,无法与卷取机卷筒同步横向移动,压紧辊投入后,EPC即停止投入,卷筒停止横移调整。将直接导致从张力辊区域至卷取机卷筒这段长度6~10米带钢宽度方向位移处于不可控状态;同时,平整机组带钢尾部为热轧线带钢头部,带钢质量不稳定,部分带钢头部存在一定的镰刀弯;就会造成在平整机组卷取时带钢尾部的特征表现为最后一两圈会存在较大的塔形,塔形严重时会超过80mm,影响钢卷正常发货。出现这种情况的处理方式为:取消带钢自动打捆,将钢卷运送到地辊上,旋转钢卷将压在钢卷下面的带头脱离地辊,人工用铁锤将外圈砸齐,进行手动补打捆带,再进行后续喷印及入库工作。这样,塔形钢卷增加了手动打捆及塔形处理等额外工作,在提升劳动生产率及少人化背景下,这个问题显得越发突出。
发明内容
有鉴于此,本发明的目的在于提供一种可与卷取机同步横移钢卷压紧方法及装置,旨在有效解决平整机组带钢卷取时的最后一两圈钢卷塔形问题,以提升带钢卷形质量、并减少异常塔形处理工序。
本发明是通过以下技术方案来实现的:
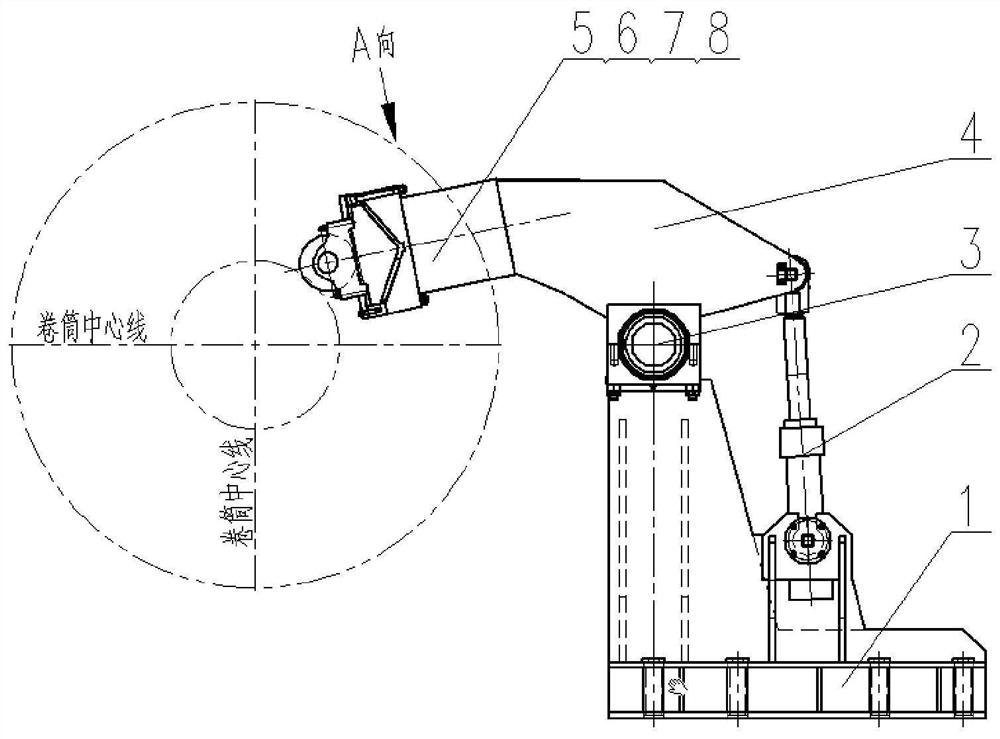
本发明提供的一种可与卷取机同步横移钢卷压紧装置,包括底座,底座上通过芯轴铰接有摆臂支架,摆臂支架上并在背离卷筒的远端通过摆动器连接上底座,摆臂支架上并在靠近卷筒的近端设置有大梁,大梁上通过横移器设置有横梁,横梁上设置有压辊,由摆动器实现压辊在卷筒径向上摆动,由横移器实现压辊沿卷筒轴向上并与之同步横向移动。
进一步,芯轴的圆心与所述卷筒的中心在同一平面上。
进一步,大梁上还设置有用于检测压辊横向位移量的位移传感器。
进一步,摆动器和横移器均采用液压缸、气缸或电液推杆中的一种。
进一步,横移器具有与卷筒相一致的横移行程。
本发明还基于上述的可与卷取机同步横移钢卷压紧装置的压紧方法,包括如下步骤:
B1、带钢卷取阶段,由摆动器控制压辊不摆入;
B2、带钢甩尾阶段,由摆动器控制压辊摆入,并由横移器控制压辊随卷筒同步横向移动,直至带钢卷取位完成;
B3、带钢卷取完成,复位压辊,并重复步骤B1。
优选的,步骤B1中,在卷筒实时横移调整带钢卷边部位置时,由横移器控制压辊随卷筒同步横向移动。
优选的,步骤B2中,压辊复位至大梁居中位置。
本发明的优点在于:本压紧装置在带钢甩尾至脱离张力辊时,并在其投入并压住钢卷外圈后,仍然可以保持卷取机卷筒与压紧装置同步横向移动,以始终保持带钢边部对齐,直至卷取完成,解决了最后一两圈卷形问题。还能够减少尾部异常塔形人工处理工序,降低操作工工作量和劳动强度,及避免人工处理塔形卷造成的钢卷质量问题,提高钢卷质量和经济效益。
本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步的详细描述,其中:
图1为本发明的可与卷取机同步横移钢卷压紧装置的结构示意图;
图2为图1中压紧装置的A向视图;
附图标记:底座1,摆动器2,芯轴3,摆臂支架4,压辊5,横梁6,横移器7,大梁8。
具体实施方式
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
如图1-2所示,本实施例中提及的可与卷取机同步横移钢卷压紧装置,包括底座1、摆动器2、芯轴3、摆臂支架4、压辊5、横梁6、横移器7和大梁8,其中:压辊5安装在横梁6内,横梁6安装在大梁8内,横移器7连接横梁6与大梁8,以驱动压辊5和横梁6在大梁8内横向移动;大梁8与摆臂支架4连接,摆臂支架4固定在芯轴3上,通过摆动器2与底座1连接;这样,通过摆动器2实现压辊5沿带钢卷直径方向摆动,通过横移器7实现压辊5与卷筒横向同步移动。采用上述方案,在带钢卷甩尾至脱离张力辊时,本压紧装置投入并压住带钢卷后,仍然可以保持卷取机卷筒与压紧装置同步横向移动,以始终保持带钢卷边部对齐,直至卷取完成,解决了最后一两圈卷形问题。
在本实施例中的大梁8上还设置有用于检测压辊5横向位移量的位移传感器(未画出)。利用位移传感器读数,实现压辊与卷筒实时同步横移控制。
在本实施例中的摆动器2和横移器7均采用液压缸形式,当然在不同示例中还可以采用气缸或电液推杆,都是实现各自相对于压辊的控制作用。
在本实施例中的横移器7具有与卷筒相一致的横移行程。实现压辊与卷筒同步横移,如横移行程为200mm。
下面详细介绍下本压紧装置的压紧方法:在带钢正常卷取阶段,压辊5不摆入,不接触钢卷,此时的EPC处于自动投入状态,卷筒实时横移调整钢卷边部位置,使卷取机卷筒上的钢卷边部对齐,而卷筒横移调整时,压辊在横移器7的作用下也同步横移,以保证两者同步,直至带钢进入甩尾阶段;在带钢甩尾阶段,带尾离开平整机,卷取机由生产张力切换为静态张力,由摆动器2控制压辊5摆入,与钢卷接触,并由横移器7控制压辊5随卷筒同步横向移动,此时的EPC继续保持自动投入状态,压辊与卷筒横移同步,实时调整钢卷边部位置,使卷取机卷筒上的钢卷边部始终对齐,直至带钢卷取位完成;在卷取完成后,卷取机复位阶段,卷筒横移到居中位置,压辊同步自动复位,由横移器7驱动压辊5恢复到大梁8居中位置,等待下一卷钢卷甩尾时来自动配合完成相应的工作。
这样,通过本发明压紧装置及方法,能够有效解决平整机组带钢卷取时最后一两圈钢卷塔形问题;还能够减少尾部异常塔形人工处理工序,降低操作工工作量和劳动强度,及避免人工处理塔形卷造成的质量问题,提高钢卷质量和经济效益。
上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
- 一种可与卷取机同步横移钢卷压紧方法及装置
- 一种可与卷取机同步横移钢卷压紧装置