一种收线机防止乱排线的控制方法及装置
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及钢帘线捻股设备技术领域,尤其涉及一种收线机防止乱排线的控制方法及装置。
背景技术
在钢帘线生产捻股成品工序的生产设备中,其中有一部分设备是采用外收线及电动排线的控制方式,收线侧工字轮的转速与排线装置电机的转速成正比例的关系,从而保证了工字轮上钢帘线排距的一致性。因钢帘线捻制是恒线速度成绳,随着收线工字轮上卷绕的钢帘线米数的逐渐增加,其收线工字轮的转速与排线装置电机的转速都呈逐渐下降的趋势,因此钢帘线排线装置左右换向的时间是一个由快逐步变慢的过程。
当机床在正常生产过程中,钢帘线排线装置发生故障不行走时,成品钢帘线工字轮上就会产生钢帘线堆积的乱排线现象,从而导致报废品的产生,增加了企业的生产成本。如果排线装置中途发生机械阻滞或中途因电气线路上接触不良故障后又能自行恢复行走,会导致成品钢帘线内包乱排线流转轮胎企业,在轮胎厂压延使用过程中,会出现钢帘线放线张力不稳定,甚至压线拉断钢帘线的现象,从而导致轮胎企业的反馈与抱怨。
发明内容
本发明的目的是提供一种收线机防止乱排线的控制方法及装置,解决了成品钢帘线工字轮上产生钢帘线堆积的乱排线现象。
本发明为实现上述发明目的采用如下技术方案:
本发明提供了一种收线机防止乱排线的控制方法,包括:
获取排线导向轮从一侧感应接近开关移动至另一侧感应接近开关的动作时长;
在动作时长上增加设定时长,获得排线导向轮乱排线的报警时间;
获取排线导向轮停顿时间,将排线导向轮停顿时间与报警时间作比较,若排线导向轮停顿时间超过报警时间,发出报警信号。
本发明提供了一种收线机防止乱排线的控制装置,包括排线导向轮、收线组件和控制器,所述排线导向轮连接有用于驱动其水平移动的驱动机构,所述排线导向轮用于将钢帘线排至所述收线组件上,所述排线导向轮的附近沿其运动方向间隔设置有两个接近开关,所述控制器内置有上述的一种收线机防止乱排线的控制方法的程序。
进一步地,所述驱动机构选用丝杆滑块机构,所述排线导向轮设置于所述丝杆滑块机构的滑块上,在所述丝杆滑块机构的作用下,所述排线导向轮能够水平往返运动。
进一步地,所述丝杆滑块机构包括排线电机、安装座,所述排线电机设置于所述安装座的一侧,所述安装座上设置有一带开口的槽体,所述排线电机的输出轴通过传动机构连接有一延伸至所述槽体内的丝杆,所述丝杆上螺纹连接有一滑块,所述排线导向轮设置于所述滑块上并通过所述安装座的开口延伸至所述槽体外,所述安装座的槽体内还设置有一用于限定所述滑块水平移动的限位件。
进一步地,所述限位件选用限位杆,所述限位杆位于所述安装座的槽体内并与所述丝杆平行。
进一步地,所述安装座的槽体内还设置有一滑杆,两个所述接近开关滑动连接在所述滑杆上。
进一步地,所述收线组件包括收线电机,所述收线电机的输出轴通过传动机构固定连接有收线轮,通过所述收线电机驱动所述收线轮转动。
进一步地,所述收线轮背离所述收线电机的一侧连接有一用于限位所述收线轮的夹紧机构。
进一步地,所述夹紧机构选用夹紧气缸,所述夹紧气缸通过联动机构与所述收线轮活动相连。
本发明的有益效果如下:
机床在启动运行过程中,当排线导向轮移动感应到其一接近开关的信号时,控制器内的PLC程序开始计时,当排线导向轮移动感应到另一接近开关的信号时,PLC程序计时停止;通过计算排线导向轮感应两个所述接近开关的动作时长,并在动作时长上加上设定时长,作为该排线导向轮乱排线的报警时间,一旦机床在中途运行中发生排线停顿超过报警时间时,机床即会自动发出报警后停车。本发明能够实现防止成品钢帘线产生乱排线风险的功能,提升了产品质量,降低了生产成本。
附图说明
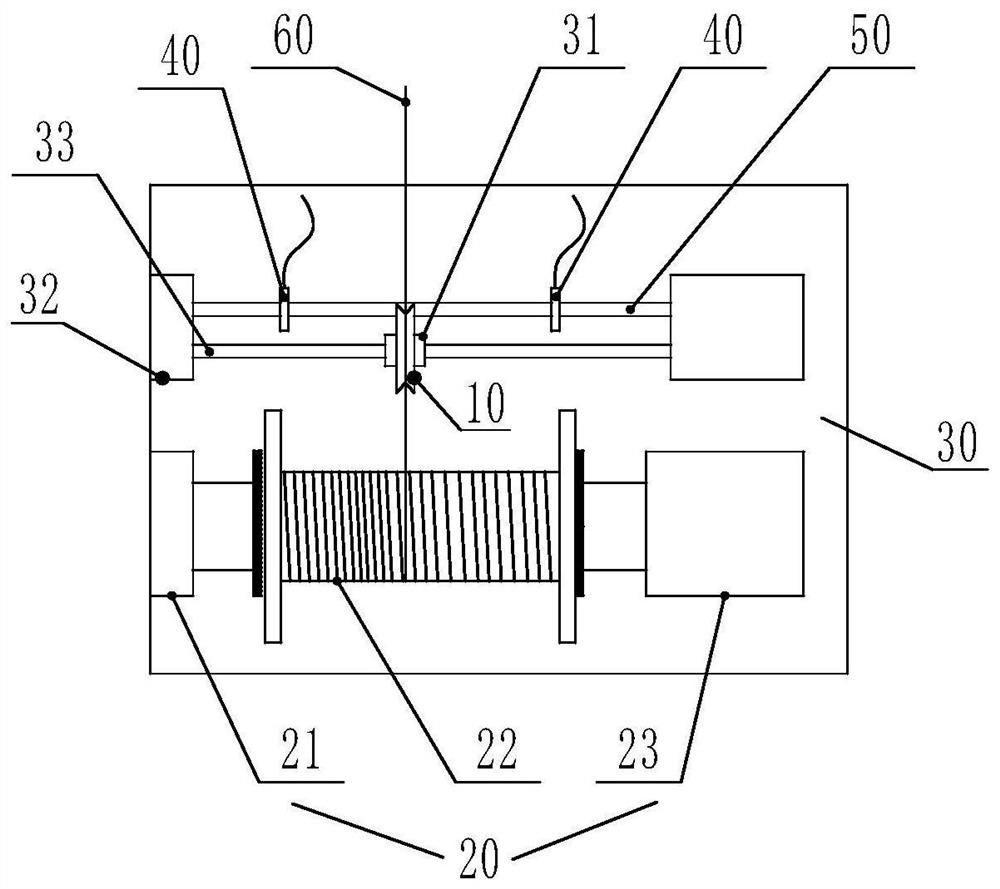
图1为根据本发明实施例提供的一种收线机防止乱排线的控制装置的结构示意图。
具体实施方式
如图1所示,本发明提供的一种收线机防止乱排线的控制装置,包括排线导向轮10、收线组件20、控制器,排线导向轮10连接有用于驱动其水平移动的驱动机构30,排线导向轮10用于将钢帘线60排至收线组件20上,且排线导向轮10的附近沿其运动方向间隔设置有两个接近开关40,控制器通过计算排线导向轮10感应两个接近开关40的动作时长,并在动作时长上加上设定时长,作为该排线导向轮10乱排线的报警时间。
作为可选方案,驱动机构30选用丝杆滑块机构,排线导向轮10设置于丝杆滑块机构的滑块上,在丝杆滑块机构的作用下,排线导向轮10能够水平往返运动。具体而言,丝杆滑块机构包括排线电机、安装座32,排线电机设置于安装座32的一侧,在安装座32上设置有一带开口的槽体,排线电机的输出轴通过传动机构连接有一延伸至槽体内的丝杆33,在丝杆33上螺纹连接有一滑块31,排线导向轮10设置于滑块31上并通过安装座32的开口延伸至槽体外,在安装座32的槽体内还设置有一用于限定滑块31水平移动的限位杆,限位杆位于安装座32的槽体内并与丝杆33平行。
作为可选方案,在安装座32的槽体内还设置有一滑杆50,两个接近开关40滑动连接在滑杆50上,通过滑杆可调节两个接近开关40的相对位置。
作为可选方案,收线组件20包括收线电机21,在收线电机21的输出轴通过传动机构固定连接有收线轮22,通过收线电机21驱动收线轮22转动。
作为扩展方案,在收线轮背离收线电机21的一侧连接有一用于限位收线轮22的夹紧机构23。夹紧机构选用夹紧气缸,夹紧气缸通过联动机构与收线轮22活动相连,夹紧机构23由电磁阀来控制夹紧气缸的伸缩,便于收线轮22的装卸。
作为可选方案,收线轮22选用收线工字轮。
如图1所示,本发明提供的一种收线机防止乱排线的控制方法,包括:
机床在启动运行过程中,安装在驱动机构30内部的排线电机驱动丝杆33运转,当排线电机正转时,滑块31作向左方向水平移动,并带动排线导向轮10向左移动。当排线电机反转时,滑块31作向右方向水平移动,并带动排线导向轮10向右移动。
当滑块31向左方向水平移动感应到左侧接近开关40时,控制器信号输入端得到信号,此时PLC程序开始切换排线电机进行反转,PLC计时程序同步开始。当滑块31作向右方向水平移动感应到右侧接近开关40的信号时,PLC程序开始切换排线电机进行正转,此时PLC计时程序停止。
因钢帘线捻制是恒线速度成绳,随着收线轮22上卷绕的钢帘线米数的逐渐增加,其收线轮22的转速与排线电机的转速都呈逐渐下降的趋势。收线轮22在小轮卷绕时,收线电机与排线电机的转速最快,收线轮22在大轮卷绕时,收线电机与排线电机转速最慢。这说明滑块31在左右移动过程中感应2个接近开关40之间动作的间隔时长,是一个动态并不断进行刷新的过程。本发明提供的一种收线机防止乱排线的控制方法及装置,始终以捕捉滑块31从左侧移动到右侧过程中感应2个接近开关40之间的时间为参照值,并在该参照值的基础上加上设定时长,作为预防该排线导向轮产生乱排线的报警时间。
该发明采用实时追踪排线导向轮10单一方向行走时间加上设定时长报警的方法,一旦机床在中途运行中发生排线停顿超过报警时间时,机床即会自动发出报警后停车。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
- 一种收线机防止乱排线的控制方法及装置
- 一种漆包线收线机排线控制方法