一种带有排气阀的软包锂离子电池及其预充方法
文献发布时间:2023-06-19 11:57:35
技术领域
本发明属于软包锂离子电池领域,尤其是涉及一种带有排气阀的软包锂 离子电池及其预充方法。
背景技术
随着锂离子电池技术发展的逐步成熟和国家对新能源汽车普及的提 倡,汽车行业也开始增加了对锂离子电池高能量密度和轻量化的要求,其中, 软包锂离子电池具有能量密度高、轻量化、成本低的优势推动了新能源汽车 实现产业化。软包锂离子电池注液老化后的预充电是电池充放电过程中产气 的主要阶段。电池在预充充电过程内部的气体逐渐增加,暂时存储在成型铝 塑膜的气袋以及极片和隔膜的间隙。随着预充电时间的增加、充电电流的增 大,预充产气不能及时排出,导致预充电过程极片表面析锂、SEI膜成膜不稳定,严重影响电池的电性能发挥,电池自放电大,甚至造成安全隐患。因 此,如何在电池预充充电过程及时排出内部气体显得尤为重要;现有的技术 方案是一种带安全阀的软包锂离子电池,安全阀安装在正负极耳中间,其由 安全阀外壳体、螺柱、压紧弹簧、密封钢球、热熔胶构成,外壳体内腔的头 部装有螺柱,螺柱的下面有压紧弹簧,压紧弹簧装配在阀体里,阀体的底部 用钢球密封,外壳体的外部敷有热熔胶,螺柱与安全阀壳体间隙配合。外壳体的热熔胶与上、下层铝塑膜通过热封密封。当电池内部产生气体,达到一 定压力之后会克服安全阀内部弹簧的弹力,气体从安全阀释放出来,使气体 不在电池内部聚集,提高电池的使用寿命和安全系数。但这些安全阀的结构 设计应用到软包锂离子电池中,存在一定的水分阻隔失效概率,限制电池成 组的装配空间,破裂排气的压力一般较高,不能实现软包电池首次预充电产 气的及时排出。
现有技术的缺点:1、将安全阀外壳体的热熔胶与上、下层铝塑膜热封, 存在一定的水分阻隔失效概率;2、安全阀安装在正负极耳之间,构成电池 结构的一部分,在电池成组装配过程中限制了模组的装配空间;3、此爆破 式安全阀的破裂排气压力一般较高,不能实现软包电池首次预充电产气的及 时排出;4、此爆破式安全阀不能及时排出预充电过程产气,从而不能解决 预充产气暂时存储在成型铝塑膜气袋和极片与隔膜间隙,从而导致极片表面 析锂,SEI膜成膜不稳定,影响电池电性能的发挥,电池自放电大,带来的 安全隐患;5、目前软包电池的预充工艺大多采用小电流恒流充电至 20-30%SOC或者小电流恒流充,满电再放电至20-30%SOC,无法实现负极片 表面多余锂的回嵌。
发明内容
有鉴于此,本发明旨在提出一种带有排气阀的软包锂离子电池及其预充 方法,采用电池首次充满电后再进行浅充浅放循环的预充工艺,使负极片表 面多余的锂离子回嵌到正极,以通过预充负极向正极回嵌锂过程,进一步解 决电池预充电过程负极片表面析锂的现象。
为达到上述目的,本发明的技术方案是这样实现的:
一种带有排气阀的软包锂离子电池,包括电芯本体、铝塑膜和排气阀组 件,
铝塑膜通过冲坑形成安装区和气袋,电芯本体设置在铝塑膜的安装区 内,电芯本体的两端分别设有正极耳和负极耳,正极耳和负极耳设置在铝塑 膜气袋的外部,正极耳和负极耳的极耳胶通过热封与铝塑膜安装区连接,气 袋一侧热封形成安装口,排气阀组件与安装口通过热熔胶连接,实现排气阀 组件连通气袋的内部和外部。
进一步的,正极耳的厚度为0.5mm,负极耳的厚度为0.3mm,电芯本体 的型号为118AH;正极耳和负极耳均通过超声波焊接固定连接至电芯本体。
进一步的,排气阀组件包括排气阀外壳体、螺柱和热熔胶,安装口的一 侧作为上层铝塑膜,安装口的另一侧作为下层铝塑膜,排气阀外壳体一侧通 过热熔胶连接至上层铝塑膜,排气阀外壳体另一侧通过热熔胶连接至下层铝 塑膜,实现排气阀组件与铝塑膜的固定连接;排气阀外壳体中部设有螺纹孔, 螺柱螺纹连接至螺纹孔,实现螺柱与排气阀外壳体的连接。
进一步的,螺柱顶部设有为扳手提供受力点的螺母。
进一步的,螺柱底部为台阶结构,螺纹孔底部设有凹槽,台阶结构的外 径与凹槽的内径相契合,台阶结构与凹槽相配合,且台阶结构的圆周表面与 螺纹孔的内表面设有密封圈。
进一步的,热熔胶的厚度为150±10um,上层铝塑膜和下层铝塑膜的厚 度均为153±10um。
进一步的,排气阀外壳体的螺纹孔的内径为16mm±0.1mm;螺柱的外径 为16mm±0.2mm;螺母的外径为10mm±0.2mm;密封圈的内径为12mm± 0.2mm,,外径为16mm±0.2mm。
进一步的,排气阀外壳体的材质为铝,密封圈的材质为橡胶。
一种带有排气阀的软包锂离子电池的预充方法,包括以下步骤,
S1、将带有排气阀的软包锂离子电池注液后进行预封,将电池进行高温 静置3分钟,得到注液高温老化后的电芯;
S2、将注液高温老化后的电芯以0.05C的电流恒流充电60min,充至 3.6V,终止容量为5800mAh;再以0.1C的电流恒流充电90min,充至3.8V, 终止容量为23200mAh,搁置3分钟,再以0.2C的电流恒流恒压充电240min, 充至4.2V,终止电流5800mA,终止容量为139200mAh;搁置3分钟;
S3、以0.2C的电流恒流放电150min,放电至3.9V,终止容量为 139200mAh,搁置3分钟;再以0.2C的电流进行恒流恒压充电240min,充至 4.35V,终止电流5800mA,终止容量为139200mAh,搁置3分钟;
S4、以0.5C的电流恒流放电150min,放电至2.5V,终止容量为 139200mAh,搁置3分钟,再以0.33C的电流恒流放电30min,放电至2.5V, 终止容量为139200mAh,搁置2分钟;
S5、以0.5C的电流恒流充电36min,充电至3.8V,终止容量为34800mAh; 搁置2分钟;预充完成;
S6、在电池预充过程中,通过排气阀组件使电池内部大部分气体排出, 剩余气体通过抽气机刺破铝塑膜气袋上部边缘,抽真空进行排气,气体排除 后,热封口,然后使用终封机将铝塑膜安装区与气袋交界处热封后,裁掉铝 塑膜的气袋部分,得到预充下柜后抽气、终封完成后的电池。
相对于现有技术,本发明所述的一种带有排气阀的软包锂离子电池及其 预充方法具有以下优势:
(1)本发明一种带有排气阀的软包锂离子电池及其预充方法,排气阀 设计为铝材质,安装在成型铝塑膜气袋一侧,在预充电过程用于排气,预充 结束抽真空热封后,连同排气阀去掉,避免了因安装安全阀带来的水分阻隔 失效以及电池成组装配过程的空间限制。
(2)本发明一种带有排气阀的软包锂离子电池及其预充方法,实现了 预充电过程内部产气的及时排出,使正负极片与隔膜充分接触,避免了极片 表面析锂的现象,形成稳定的SEI膜,降低了电池的自放电。
(3)本发明使用质轻的、铝材质的排气阀的设计与成型铝塑膜气袋相 匹配,同时避免了与铝塑膜热封造成的短路风险。
(4)本发明采用电池首次充满电后再进行浅充浅放循环的预充工艺, 使负极片表面多余的锂离子回嵌到正极,以通过预充负极向正极回嵌锂过 程,进一步解决电池预充电过程负极片表面析锂的现象。
(5)本发明排气阀内部增加密封圈,提高了排气阀外部壳体与螺柱通 过螺纹进行嵌合的密封性,降低了水分阻隔失效的概率。
(6)本发明排气阀外部的热熔胶使安全阀与内外层铝塑膜实现了更好 的热封性,提高了电池的密封性,降低了电池因水分进入带来的安全隐患。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的 示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在 附图中:
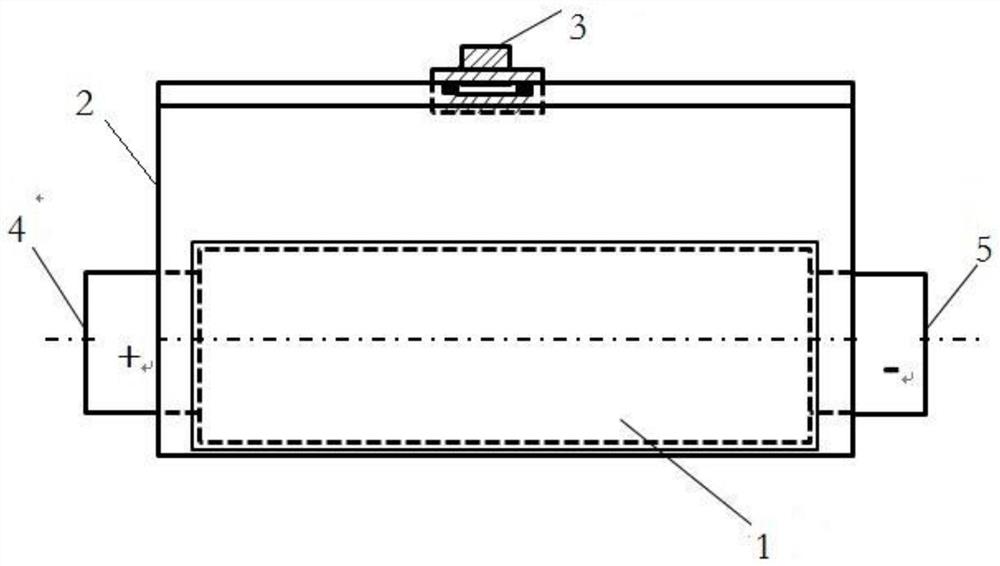
图1为本发明实施例一种带有排气阀的软包锂离子电池的示意图;
图2为本发明实施例排气阀组件的剖视图。
附图标记说明:
1、电芯本体;2、铝塑膜;21、上层铝塑膜;22、下层铝塑膜;3、排 气阀组件;31、排气阀外壳体;32、螺柱;33、热熔胶;34、螺母;35、密 封圈;4、正极耳;5、负极耳。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特 征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、 “上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、 “顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示 的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗 示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此 不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述 目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征 的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包 括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的 含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语 “安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也 可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可 以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。 对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明 中的具体含义。
下面将参考附图并结合实施例来详细说明本发明。
一种带有排气阀的软包锂离子电池,包括电芯本体1、铝塑膜2和排气 阀组件3,
铝塑膜2通过冲坑形成安装区和气袋,电芯本体1设置在铝塑膜2的安 装区内,电芯本体1的两端分别设有正极耳4和负极耳5,正极耳4和负极 耳5设置在铝塑膜2气袋的外部,正极耳4和负极耳5的极耳胶通过热封与 铝塑膜安装区连接,气袋一侧热封形成安装口,排气阀组件3与安装口通过 热熔胶连接,实现排气阀组件3连通气袋的内部和外部
正极耳4的厚度为0.5mm,负极耳5的厚度为0.3mm,电芯本体1的型 号为118AH;正极耳4和负极耳5均通过超声波焊接固定连接至电芯本体1。
排气阀组件3包括排气阀外壳体31、螺柱32和热熔胶33,安装口的一 侧作为上层铝塑膜21,安装口的另一侧作为下层铝塑膜22,排气阀外壳体 31一侧通过热熔胶33连接至上层铝塑膜21,排气阀外壳体31另一侧通过 热熔胶33连接至下层铝塑膜22,实现排气阀组件3与铝塑膜2的固定连接; 排气阀外壳体31中部设有螺纹孔,螺柱32螺纹连接至螺纹孔,实现螺柱32 与排气阀外壳体31的连接。
螺柱32顶部设有为扳手提供受力点的螺母34,通过扭力扳手作用在螺 母34上,达到快速使螺柱32松紧目的,实现预充电过程内部产气的及时排 出,使正负极片与隔膜充分接触,避免了极片表面析锂的现象,形成稳定的 SEI膜,降低了电池的自放电。
螺柱32底部为台阶结构,螺纹孔底部设有凹槽,台阶结构的外径与凹 槽的内径相契合,台阶结构与凹槽相配合,且台阶结构的圆周表面与螺纹孔 的内表面设有密封圈35。
热熔胶33厚度为150±10um,上层铝塑膜21和下层铝塑膜22的厚度均 为153±10um。
排气阀外壳体31的螺纹孔的内径为16mm±0.1mm;螺柱32的外径为16mm ±0.2mm;螺母34的外径为10mm±0.2mm;密封圈35的内径为12mm±0.2mm,, 外径为16mm±0.2mm。
排气阀外壳体31的材质为铝,质轻的、铝材质的排气阀的设计与成型 铝塑膜2气袋相匹配,同时避免了与铝塑膜2热封造成的短路风险,密封圈 35的材质为橡胶。
一种带有排气阀的软包锂离子电池的预充方法,包括以下步骤,
S1、将带有排气阀的软包锂离子电池注液后进行预封,将电池进行高温 静置3分钟,得到注液高温老化后的电芯;
S2、将注液高温老化后的电芯以0.05C的电流恒流充电60min,充至 3.6V,终止容量为5800mAh;再以0.1C的电流恒流充电90min,充至3.8V, 终止容量为23200mAh,搁置3分钟,再以0.2C的电流恒流恒压充电240min, 充至4.2V,终止电流5800mA,终止容量为139200mAh;搁置3分钟;
S3、以0.2C的电流恒流放电150min,放电至3.9V,终止容量为 139200mAh,搁置3分钟;再以0.2C的电流进行恒流恒压充电240min,充至 4.35V,终止电流5800mA,终止容量为139200mAh,搁置3分钟;
S4、以0.5C的电流恒流放电150min,放电至2.5V,终止容量为 139200mAh,搁置3分钟,再以0.33C的电流恒流放电30min,放电至2.5V, 终止容量为139200mAh,搁置2分钟;
S5、以0.5C的电流恒流充电36min,充电至3.8V,终止容量为34800mAh; 搁置2分钟;预充完成;
S6、在电池预充过程中,通过排气阀组件使电池内部大部分气体排出, 剩余气体通过抽气机刺破铝塑膜气袋上部边缘,抽真空进行排气,气体排除 后,热封口,然后使用终封机将铝塑膜安装区与气袋交界处热封后,裁掉铝 塑膜的气袋部分,得到预充下柜后抽气、终封完成后的电池。
预充的工艺流程如下表所示,
表1
实施例1:
利用超声波焊接机将厚度0.5mm正极耳4、厚度0.3mm的负极耳5与 电芯的铝箔和铜箔分别进行可靠性连接,实现电池充放电过程产热与散热的 平衡,并使用封装机进行顶侧封,得到封装后的电芯;
封装后的电芯烘烤完成并注液后进行预封,将排气阀组件3安装在成型 铝塑膜2气袋一侧,预充结束抽真空热封后,连同排气阀组件3去掉,避免 了电池成组装配的空间限制,以及排气阀组件3与铝塑膜2热封不良带来的 水分阻隔失效风险;使用半圆形封头通过排气阀组件3外壳体(内径为 15.9mm)外部的热熔胶33(热熔胶33厚度155um)与上层铝塑膜21(厚 度153um)和下层铝塑膜22(厚度153um)进行热熔密封并加装密封圈35, 使用扭力扳手扭动螺母34(螺母34的外径为10.1mm),使螺柱32(外径 为16.15mm)与排气阀组件3壳体(内径为15.9mm)紧密嵌合,提高了排 气阀组件3的密封性,实现更好的水分阻隔性,降低了负极片表面析锂和自 放电的风险,并将电池进行高温静置,得到注液高温老化后的电芯;
增加排气阀组件3外壳体外部的热熔胶33的厚度,使热熔胶33与内外 层铝塑膜2能够更好地进行热封,降低了过熔的风险,提高了排气阀组件3 与内外层铝塑膜2的密封性,以降低水分阻隔失效的概率,降低负极片表面 析锂的隐患,提高电池的电性能。
注液高温老化后的电芯采用如表1所示预充工艺流程,用0.05C,0.1C, 0.2C小电流阶梯恒流充至4.2V,再以0.2C电流恒流放电至3.9V充电至 4.35V,再以0.5C,0.33C阶梯恒流放电至2.5V,然后以0.5C恒流充电至3.8V, 进行预充充电,在电池预充电过程,使电池内部产气的及时排出,使正负极 片与隔膜充分接触,同时,利用浅充浅放工艺负极向正极回嵌锂的过程,避 免了负极片表面析锂的现象,形成稳定的SEI膜,降低了电池的自放电,提 高了电池的电性能。
实施例2:
利用超声波焊接机将正极耳4(厚度0.5mm)、负极耳5(厚度0.3mm) 与电芯的铝箔和铜箔分别进行可靠性连接,实现电池充放电过程产热与散热 的平衡,并使用封装机进行顶侧封,得到封装后的电芯;
封装后的电芯烘烤完成并注液后进行预封,将排气阀组件3安装在成型 铝塑膜2气袋一侧,预充结束抽真空热封后,连同排气阀组件3去掉,避免 了电池成组装配的空间限制,以及排气阀组件3与铝塑膜2热封不良带来的 水分阻隔失效风险;使用半圆形封头通过排气阀组件3外壳体(内径为 15.9mm)外部的热熔胶33(热熔胶33厚度145um)与上层铝塑膜21(厚 度153um)和下层铝塑膜22(厚度153um)进行热熔密封并加装密封圈35, 使用扭力扳手扭动螺母34(螺母34的外径为10.1mm),使螺柱32(外径 为16.0mm)与排气阀组件3壳体(内径为15.9mm)紧密嵌合,提高了排 气阀组件3的密封性,实现更好的水分阻隔性,降低了负极片表面析锂和自 放电的风险,并将电池进行高温静置,得到注液高温老化后的电芯;
减小螺柱32的外径,使排气阀组件3外壳体的内径与螺柱32的外径通 过螺纹进行更好的嵌合连接,提高了排气阀组件3的密封性,降低了水分阻 隔失效的风险,降低了电池的自放电,提高了电池的电性能。
注液高温老化后的电芯采用如表1所示预充工艺流程,用0.05C,0.1C, 0.2C小电流阶梯恒流充至4.2V,再以0.2C电流恒流放电至3.9V充电至 4.35V,再以0.5C,0.33C阶梯恒流放电至2.5V,然后以0.5C恒流充电至3.8V, 进行预充充电,在电池预充电过程,使电池内部产气的及时排出,使正负极 片与隔膜充分接触,同时,利用浅充浅放工艺负极向正极回嵌锂的过程,避 免了负极片表面析锂的现象,形成稳定的SEI膜,降低了电池的自放电,提 高了电池的电性能;
实施例3:
利用超声波焊接机将正极耳4(厚度0.5mm)、负极耳5(厚度0.3mm) 与电芯的铝箔和铜箔分别进行可靠性连接,实现电池充放电过程产热与散热 的平衡,并使用封装机进行顶侧封,得到封装后的电芯;
封装后的电芯烘烤完成并注液后进行预封,将排气阀组件3安装在成型 铝塑膜2气袋一侧,预充结束抽真空热封后,连同排气阀组件3去掉,避免 了电池成组装配的空间限制,以及排气阀组件3与铝塑膜2热封不良带来的 水分阻隔失效风险;使用半圆形封头通过排气阀组件3外壳体(内径为 15.9mm)外部的热熔胶33(热熔胶33厚度145um)与上层铝塑膜21(厚 度153um)和下层铝塑膜22(厚度153um)进行热熔密封并加装密封圈35, 使用扭力扳手扭动螺母34(螺母34的外径为10.1mm),使螺柱32(外径 为16.15mm)与排气阀组件3壳体(内径为15.9mm)紧密嵌合,提高了排 气阀组件3的密封性,实现更好的水分阻隔性,降低了负极片表面析锂和自 放电的风险,并将电池进行高温静置,得到注液高温老化后的电芯;
注液高温老化后的电芯采用如表1所示预充工艺流程,用0.05C,0.1C, 0.2C小电流阶梯恒流充至4.2V,再以0.2C电流恒流放电至3.9V,循环2次, 再充电至4.35V,再以0.5C,0.33C阶梯恒流放电至2.5V,然后以0.5C恒流 充电至3.8V,进行预充充电,在电池预充电过程,使电池内部产气的及时排 出,使正负极片与隔膜充分接触,同时,利用浅充浅放工艺负极向正极回嵌 锂的过程,避免了负极片表面析锂的现象,形成稳定的SEI膜,降低了电池 的自放电,提高了电池的电性能;
优选实施例:
利用超声波焊接机将正极耳4(厚度0.5mm)、负极耳5(厚度0.3mm) 与电芯的铝箔和铜箔分别进行可靠性连接,实现电池充放电过程产热与散热 的平衡,并使用封装机进行顶侧封,得到封装后的电芯;
封装后的电芯烘烤完成并注液后进行预封,将排气阀组件3安装在成型 铝塑膜2气袋一侧,预充结束抽真空热封后,连同排气阀组件3去掉,避免 了电池成组装配的空间限制,以及排气阀组件3与铝塑膜2热封不良带来的 水分阻隔失效风险;使用半圆形封头通过排气阀组件3外壳体(内径为 15.9mm)外部的热熔胶33(热熔胶33厚度145um)与上层铝塑膜21(厚 度153um)和下层铝塑膜22(厚度153um)进行热熔密封并加装密封圈35, 使用扭力扳手扭动螺母34(螺母34的外径为10.1mm),使螺柱32(外径 为16.15mm)与排气阀组件3壳体⑤(内径为15.9mm)紧密嵌合,提高了 排气阀组件3的密封性,实现更好的水分阻隔性,降低了负极片表面析锂和 自放电的风险,并将电池进行高温静置,得到注液高温老化后的电芯;
注液高温老化后的电芯采用如表1所示预充工艺流程,用0.05C,0.1C,0.2C小电流阶梯恒流充至4.2V,再以0.2C电流恒流放电至3.9V充电至 4.35V,再以0.5C,0.33C阶梯恒流放电至2.5V,然后以0.5C恒流充电至3.8V, 进行预充充电,在电池预充电过程,使电池内部产气的及时排出,使正负极 片与隔膜充分接触,同时,利用浅充浅放工艺负极向正极回嵌锂的过程,避 免了负极片表面析锂的现象,形成稳定的SEI膜,降低了电池的自放电,提高了电池的电性能;
对比例1:
利用超声波焊接机将正极耳4(厚度0.5mm)、负极耳5(厚度0.3mm) 与电芯的铝箔和铜箔分别进行可靠性连接,实现电池充放电过程产热与散热 的平衡,并使用封装机进行顶侧封,得到封装后的电芯;
封装后的电芯烘烤完成并注液后进行预封,阻止外部水分进入,并将电 池进行高温静置,得到注液高温老化后的电芯;注液老化后的电芯采用常规 预充工艺,用0.05C,0.1C,0.2C小电流阶梯恒流充至4.2V,再以0.5C恒 流放电至3.0V,预充结束;
实施例1-3和对比例1电池的首效、放电容量、DCR、压降的数据对比 来看,利用实施例1-3提供带排气阀组件3的软包锂离子电池及其预充方法, 排气阀组件3安装在成型铝塑膜2气袋一侧,预充结束抽真空后去掉气袋和 排气阀组件3,避免了因安装排气阀组件3带来的水分阻隔失效以及电池成 组装配过程的空间限制;质轻的、铝材质的排气阀组件3的设计与成型铝塑 膜2气袋相匹配,同时避免了与铝塑膜2热封造成的短路风险;排气阀组件 3结构中增加密封圈35,同时,排气阀组件3外壳与螺柱32通过螺纹紧密 嵌合连接,提高了排气阀组件3的密封性,降低了水分阻隔失效的风险;增 加排气阀组件3结构,实现了预充电过程内部产气的及时排出,使正负极片 与隔膜充分接触,避免了极片表面析锂的现象,形成稳定的SEI膜,降低了 电池的自放电。采用电池首次充满电后,再进行浅充浅放循环,使负极片表 面多余的锂离子回嵌到正极,以通过预充负极向正极回嵌锂过程,进一步解 决电池预充电过程负极片表面析锂的现象。
分别将采用优选实施例、实施例1-3和对比例1的软包锂离子电池的首 效、放电容量、DCR、压降数据和满电拆解界面进行对比,具体结果见下表,
表2
从表2中的数据可以看出,优选实施例、实施例1-3的利用先充满电再 进行浅充浅放循环的带排气阀组件3的软包锂离子电池,与应用常规预充工 艺、无排气阀组件3的软包锂离子电池,对比例1相比,首效分别提高2.6%、 2.8%、3.1%、4.4%;放电容量分别提高344、710、126、720mAh;DCR分别 降低了0.0481、0.066、0.545、0.1242mΩ;压降分别降低了0.345、0.375、 0.335、0.46mV。
名词解释:
1、SEI膜的定义:锂离子电池在首次充放电过程中,在电极材料和电解 质溶液之间会形成一层钝化膜,这层钝化膜具有固体电解质的特性,是电子 的绝缘体却是Li+的优良导体,Li+可以自由的地通过钝化层嵌入和脱出, 所以这层膜称为固体电解质界面膜(SEI)。
2、SEI膜的形成机理:锂离子电池首次充放电过程中,电解液在负极表 面还原,不溶性的还原产物在负极材料表面沉淀,形成一层钝化膜,即固体 电解质界面膜。这层膜主要由无机层和有机层组成。主要成分有Li F,Li2CO3 等无机物和烷基酯锂等有机物在电极表面。
SEI膜的开始形成的电压并不是固定的,有可能是2V,1V或者0.8V; 而且,SEI膜在电池的充放电循环中会不断地形成。SEI膜的形成与很多因 素有关,例如,负极材料,电解液成分,添加剂,充电倍率等等。
以上所述仅为本发明的较佳实施例而已,并不用以。限制本发明,凡在 本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含 在本发明的保护范围之内。
- 一种带有排气阀的软包锂离子电池及其预充方法
- 一种软包装锂离子电池预充后老化方法