一种高速高精度的点胶贴合设备
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及点胶贴合领域,尤其涉及一种高速高精度的点胶贴合设备。
背景技术
在自动化行业中很多地方利用机械手进行点胶、贴合,由于加工、装配误差、产品容差、生产过程中治具的磨损变形等原因引起一致性差,轴高速运动抖动引起的贴合组装误差不能满足组装要求时。
为解决上述问题,本申请中提出一种高速高精度的点胶贴合设备。
发明内容
(一)发明目的
为解决背景技术中存在的技术问题,本发明提出一种高速高精度的点胶贴合设备,本发明采用3D线激光检测引导,可以完美的保证点胶精度,多角度视觉系统实时监测纠偏可以规避空间性的误差时普通的2D视觉已无法满足定位状况,多轴机械手配合视觉实时检测,通过视觉实时反馈,不断进行轨迹修正,以最优的轨迹进行组装贴合此技术在精度要求很高点胶贴合场景中有很大的优势。
(二)技术方案
为解决上述问题,本发明提供了一种高速高精度的点胶贴合设备,包括底板,所述底板上设有用于抓放治具的治具提升模块;
点胶模块,通过安装架与底板连接;
激光检测模块,与安装架连接;
载具滑台模块,设置在底板上;
合保压模组,设置在底板上;
组装头模块设置在安装架上。
优选的,所述治具提升模块包括直线电机、取料夹爪和取料轴,所述直线电机通过底座与底板连接,所述直线电机的动子与取料轴连接,所述取料夹爪与取料轴的滑台连接。
优选的,所述点胶模块包括平移X轴一、点胶Z轴和点胶头,所述平移X轴一与安装架连接,所述点胶Z轴与平移X轴一的活动台连接,所述点胶头设置在点胶Z轴的滑台上。
优选的,所述激光检测模块包括平移X轴二、旋转平台和3D线激光,所述平移X轴二固定安装在安装架上,所述平移X轴二通过旋转平台与3D线激光连接。
优选的,所述载具滑台模块包括平移Y轴和治具定位组件,所述平移Y轴固定安装在底板上,所述治具定位组件设置在平移Y轴滑台上。
优选的,还包括视觉检测模块,所述视觉检测模块设置在治具定位组件上。
优选的,所述合保压模组包括丝杆电机和压合夹爪,所述丝杆电机通过框体与底板连接,所述压合夹爪设置在丝杆电机滑台上。
优选的,所述组装头模块包括R轴旋转伺服电机、减速机、CCD、远心镜头、同轴光源和旋转摆台,所述R轴旋转伺服电机通过减速机与旋转摆台连接,所述R轴旋转伺服电机通过架体与安装架连接,所述CCD通过远心镜头与同轴光源连接。
优选的,所述底板上设有垂直设置的OK料输送线和NG料输送线。
本发明的上述技术方案具有如下有益的技术效果:
点胶模块通常采用二维视觉引导点胶,当点胶面本身存在高度差时,普通的二维视觉点胶会造成点胶线宽超出容许范围,采而用3D线激光能检测出3D轮廓,通过修正点胶高度保证点胶线宽在容许的范围内,从而保证点胶精度;组装头模块通常视觉定位为二维定位,当治具出现空间内部误差普通的二维定位无法检测出,机械手贴合产品时容易将产品刮伤或贴合位置偏差,但通过多角度视觉系统实时纠偏,实时检测,多轴机械手实时纠偏修正轨迹,此方式在对精度要求较高的点胶贴合组装场景中有优势。
附图说明
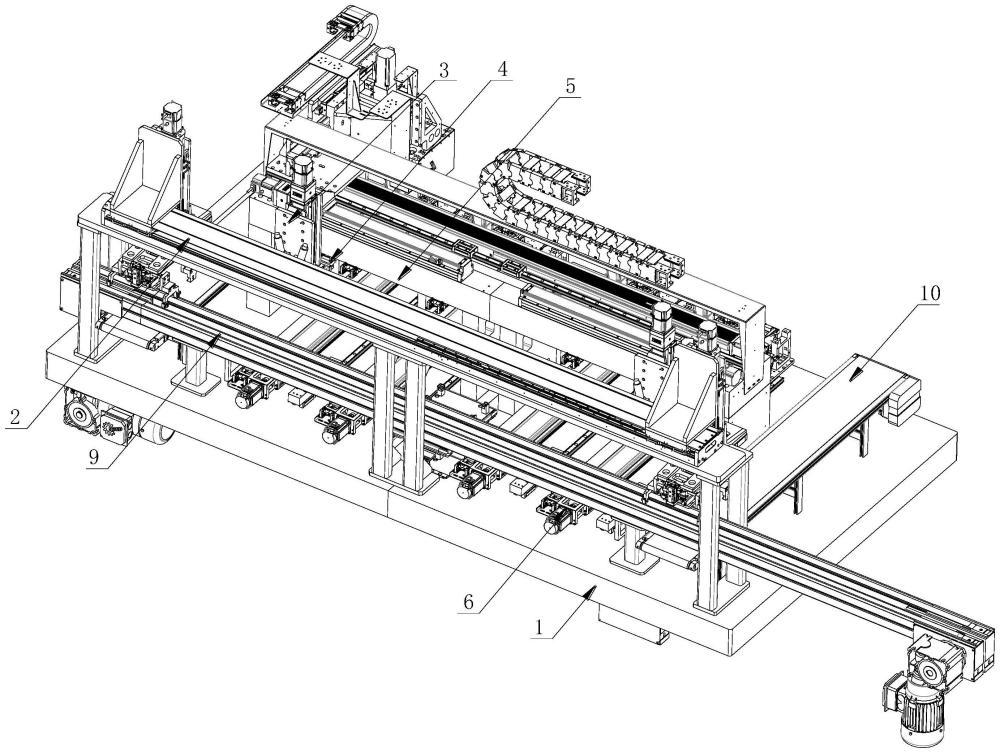
图1为本发明提出的一种高速高精度的点胶贴合设备的结构示意图。
图2为本发明提出的一种高速高精度的点胶贴合设备的另一视角结构示意图。
图3为本发明提出的一种高速高精度的点胶贴合设备中治具提升模块的结构示意图。
图4为本发明提出的一种高速高精度的点胶贴合设备中取料夹爪的结构示意图。
图5为本发明提出的一种高速高精度的点胶贴合设备中点胶模块的结构示意图。
图6为本发明提出的一种高速高精度的点胶贴合设备中激光检测模块的结构示意图。
图7为本发明提出的一种高速高精度的点胶贴合设备中载具滑台模块的结构示意图。
图8为本发明提出的一种高速高精度的点胶贴合设备中合保压模组的结构示意图。
图9为本发明提出的一种高速高精度的点胶贴合设备中组装头模块的结构示意图。
附图标记:1、底板;2、治具提升模块;21、直线电机;22、取料夹爪;23、取料轴;3、点胶模块;31、平移X轴一;32、点胶Z轴;33、点胶头;4、激光检测模块;41、平移X轴二;42、旋转平台;43、3D线激光;5、安装架;6、载具滑台模块;61、平移Y轴;62、治具定位组件;63、视觉检测模块;7、合保压模组;71、丝杆电机;72、压合夹爪;8、组装头模块;81、R轴旋转伺服电机;82、减速机;83、CCD;84、远心镜头;85、同轴光源;86、旋转摆台;9、OK料输送线;10、NG料输送线。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
如图1-9所示,治具提升模块2抓放治具,载具滑台模块6把治具输送到不同工位进行检测点胶组装,组装头模块8上的视觉和载具滑台上的视觉组成3维视觉实时监测,多轴组装头调整轨迹纠正姿态组装。
一种高速高精度的点胶贴合设备,包括底板1,底板1上设有垂直设置的OK料输送线9和NG料输送线10。
底板1上设有用于抓放治具的治具提升模块2;
治具提升模块2包括直线电机21、取料夹爪22和取料轴23,直线电机21通过底座与底板1连接,直线电机21的动子与取料轴23连接,取料夹爪22与取料轴23的滑台连接。
点胶模块3,通过安装架5与底板1连接。
点胶模块3包括平移X轴一31、点胶Z轴32和点胶头33,平移X轴一31与安装架5连接,点胶Z轴32与平移X轴一31的活动台连接,点胶头33设置在点胶Z轴32的滑台上。
激光检测模块4,与安装架5连接;
激光检测模块4包括平移X轴二41、旋转平台42和3D线激光43,平移X轴二41固定安装在安装架5上,平移X轴二41通过旋转平台42与3D线激光43连接。
载具滑台模块6,设置在底板1上;
载具滑台模块6包括平移Y轴61和治具定位组件62,平移Y轴61固定安装在底板1上,治具定位组件62设置在平移Y轴61滑台上。还包括视觉检测模块63,视觉检测模块63设置在治具定位组件62上。
合保压模组7,设置在底板1上;
合保压模组7包括丝杆电机71和压合夹爪72,丝杆电机71通过框体与底板1连接,压合夹爪72设置在丝杆电机71滑台上。
组装头模块8设置在安装架5上。
组装头模块8包括R轴旋转伺服电机81、减速机82、CCD83(CCD是指电荷耦合器件,是一种用电荷量表示信号大小,用耦合方式传输信号的探测元件,具有自扫描、感受波谱范围宽、畸变小、体积小、重量轻、系统噪声低、功耗小、寿命长、可靠性高等一系列优点)、远心镜头84、同轴光源85和旋转摆台86,R轴旋转伺服电机81通过减速机82与旋转摆台86连接,R轴旋转伺服电机81通过架体与安装架5连接,CCD83通过远心镜头84与同轴光源85连接。
同轴光源85,提供了比传统光源更均匀的照明,同时避免物体的反光因此提高了机器视觉的准确性和重现性。
远心镜头84,主要是为纠正传统工业镜头视差而设计,它可以在一定的物距范围内,使得到的图像放大倍率不会变化,这对被测物不在同一物面上的情况是非常重要的应用。远心镜头由于其特有的平行光路设计一直为对镜头畸变要求很高的机器视觉应用场合所青睐。
应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
- 一种三角胶贴合机的胶条接头压合装置
- 一种贴合设备及其贴合方法
- 一种高分子鼠标加工用高精度自动化脚垫贴合机
- 一种高精度自动化鼠标脚垫贴合机的自动贴片装置
- 一种点胶贴合设备和点胶贴合方法
- 一种点胶贴合设备和点胶贴合方法