一种板条零件排样方法及排样系统
文献发布时间:2024-01-17 01:21:27
技术领域
本申请涉及船舶设计技术领域,具体而言,涉及一种板条零件排样方法及排样系统。
背景技术
船舶结构中存在大量长宽比较大(长宽比大于15)的零件,即板条零件。此类板条零件采用数控切割时,由于切割热量引起的热变形,在切割长边时易于产生翘曲变形,导致零件精度不满足后续加工装配需求。
因此,可采用龙门切割的方式对母材进行切割。由于在进行龙门切割前,需要提前设置切割参数,则需要在切割前对母材进行排样,再根据排样内容进行切割。
但是,在龙门切割过程中,由于其排样方式与普通数控切割零件排样有所不同,零件无法在排样过程中自由旋转。因此,在切割完成后会存在大量的细长的条状余料,会造成材料的浪费。
综上所述,需要提供一种针对上述现有技术不足的改进技术方案。
发明内容
本申请实施例的目的在于提供一种板条零件排样方法及排样系统,其能够提高材料利用率,提高施工效率,节约施工成本。
第一方面,提供了一种板条零件排样方法,包括以下步骤:
S1、将材质和厚度相同的母材分为一个母材组,同时将材质、厚度、宽度相同的板条零件分为一个板条组。
S2、将材质和厚度相同的所述母材组和所述板条组设为一个排样组。所述排样组内的母材的尺寸不同。
S3、将所述板条组中的所有板条零件在对应分组的母材上进行模拟排样,根据模拟排样的结果获取多种排样方式,并依次计算每种排样方式的材料利用率,并获取材料利用率最高的一种排样方式作为最终的排样方式。
在一种可实施的方案中,在步骤S3中,所述进行模拟排样包括以下内容:
S31、通过模拟排样,确定排样参数;。
S32、判断所述模拟排样是否成功,在排样成功后,输出所述模拟排样的排样参数。
在一种可实施的方案中,在步骤S31之前,还包括:将所述母材组内的所述母材按照长度从大到小进行排序。将所述板条组内的所述板条零件按照长度从大到小进行排序。
在一种可实施的方案中,在步骤S31中,所述确定所述模拟排样的排样参数包括以下内容:
S311、按照预定排样长度将板条组中的所述板条零件依次进行排样,并获取母材宽度和排样后的排样宽度。
需要说明的是,预定排样长度的初始值选取母材长度。
S312、比较所述母材宽度与所述排样宽度。
S313、在所述母材宽度大于等于所述排样宽度时,获取最近两次排样的排样长度的差值;所述差值在预定范围内时,则取最近一次排样的排样结果作为最终排样结果;所述差值长度超出预定范围时,则取上次排样失败的排样长度作为左值,将本次排样长度作为右值,获取所述排样长度左值与所述排样长度右值的平均值,并将所述平均值作为排样长度进行模拟排样。
需要说明的是,在无排样失败的情况时,则取所述板条组内最长的板条零件的长度作为排样长度左值。
在所述母材宽度小于所述排样宽度时,若本次排样为初次排样,则结束模拟排样;若本次排样非初次排样时,将本次排样的排样长度作为左值,上一次排样成功的排样长度作为右值,获取所述排样长度左值与所述排样长度右值的平均值,并将所述平均值作为排样长度进行模拟排样。
在一种可实施的方案中,在步骤S311中,将板条组中的板条零件依次进行排样至少包括:
确认母材上是否存在排样行;若无排样行,则将板条零件放入新的排样行中;若存在排样行,则依次计算板条零件长度与长度方向上排样间隙的总和,在总和大于排样行中剩余排样长度时,则换下一排样行进行判别;在总和小于等于排样行中剩余排样长度时,则将板条零件放入此排样行中。
在一种可实施的方案中,在步骤S32中,所述确定排样是否成功至少包括:母材宽度小于排样后的实际排样宽度,则排样失败。母材宽度大于等于排样后的实际排样宽度,则排样成功。
在一种可实施的方案中,在步骤S32中,至少包括以下步骤:
S321、确定所述母材宽度大于等于排样后的实际排样宽度;
S322、将排样组内各板条组的排样成功结果按实际排样长度从大到小排序。
在一种可实施的方案中,所述材料利用率根据所述母材上所有板条零件的面积以及所述母材的面积确定。
在一种可实施的方案中,在步骤S3之后,检查是否存在未排样零件:在无未排样零件时,结束排样。在存在未排样零件时,返回步骤S1,将未排样零件在未排样母材上进行排样。
根据本申请的第二方面,还提供了一种板条零件排样系统,包括存储器及处理器,所述存储器存储有计算机程序,该程序被处理器执行时实现第一方面提供的板条零件排样方法。
与现有技术相比,本申请的有益效果为:
在本申请的技术方案中,根据本申请确定的排样方式在母材上进行划线,并使用本申请提供的模拟排样的参数通过龙门切割的方式将母材切成细长的条状。由于龙门切割过程中,切头不能自由旋转的特性,因此根据本申请提供的排样方式能够满足龙门切割的需求。将零件按宽度排列成长度不同的条状,优先利用母材宽度,而后利用母材长度。在切割完成后,余料的形状为较为规整的板材,而非细长的形状,便于余料再次使用,从而提高材料的使用率,避免材料的浪费,节约成本。
附图说明
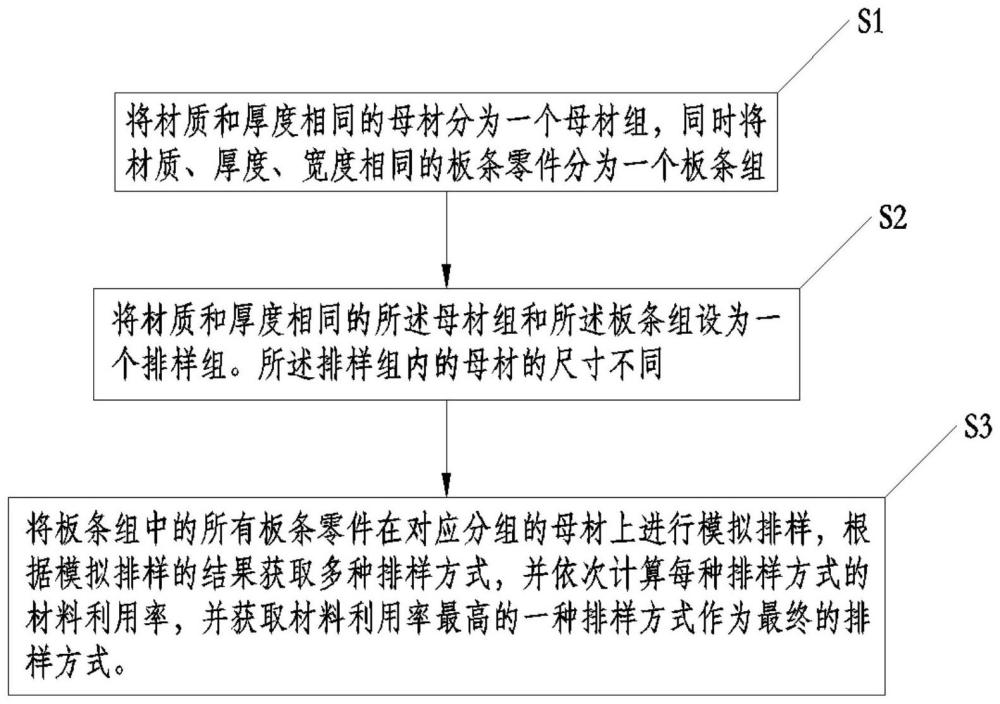
图1是本发明实施例的板条零件排样方法的流程图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步详细说明。这些实施方式仅用于说明本发明,而并非对本发明的限制。
在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
根据本申请的第一方面,参见图1,首先提供一种板条零件排样方法,包括以下步骤:
S1、将材质和厚度相同的母材分为一个母材组,同时将材质、厚度、宽度相同的板条零件分为一个板条组。
S2、将材质和厚度相同的所述母材组和所述板条组设为一个排样组。排样组内的母材尺寸不同。
S3、将板条组中的所有板条零件在对应分组的母材上进行模拟排样,根据模拟排样的结果获取多种排样方式,并依次计算每种排样方式的材料利用率,并获取材料利用率最高的一种排样方式作为最终的排样方式。
根据本申请确定的排样方式在母材上进行划线,并使用本申请提供的模拟排样的参数通过龙门切割的方式将母材切成细长的条状。由于龙门切割过程中,切头不能自由旋转的特性,因此根据本申请提供的排样方式能够满足龙门切割的需求。在切割完成后,余料的形状为较为规整的板材,而非细长的形状,便于余料再次使用,从而提高材料的使用率,避免材料的浪费,节约成本。
在一种可实施的方案中,材料利用率根据母材上所有板条零件的面积以及母材的面积确定。
在一种可实施的方案中,在步骤S3中,进行模拟排样包括以下内容:
S31、通过模拟排样,确定排样参数。
S32、判断模拟排样是否成功,在排样成功后,输出模拟排样的排样参数。
在一种可实施的方案中,在步骤S31之前,还包括:将母材组内的母材按照长度从大到小进行排序。将板条组内的板条零件按照长度从大到小进行排序。
在一种可实施的方案中,在步骤S31中,确定模拟排样的排样参数包括以下内容:
S311、按照预定排样长度将板条组中的板条零件依次进行排样,并获取母材宽度和所有板条零件排样后的排样宽度。
需要说明的是,预定排样长度的初始值选取母材长度。排样宽度包括板条零件的总宽度以及相邻两个板条零件之间的排样间隙。
S312、比较母材宽度与排样宽度。
S313、在所述母材宽度大于等于所述排样宽度时,获取最近两次排样的排样长度的差值;所述差值在预定范围内时,则取最近一次排样的排样结果作为最终排样结果;所述差值长度超出预定范围时,则取上次排样失败的排样长度作为左值L
需要说明的是,在无排样失败的情况时,则取所述板条组内最长的板条零件的长度作为排样长度左值L
在所述母材宽度小于所排样宽度时,若本次排样为初次排样,则结束模拟排样;若本次排样非初次排样时,将本次排样的排样长度作为左值L
在一种可实施的方案中,在步骤S311中,将板条组中的板条零件依次进行排样至少包括:
确认母材上是否存在排样行;若无排样行,则将板条零件放入新的排样行中;若存在排样行,则依次计算板条零件长度与长度方向上排样间隙的总和,在总和大于排样行中剩余排样长度时,则换下一排样行进行判别;在总和小于等于排样行中剩余排样长度时,则将板条零件放入此排样行中。
在一种可实施的方案中,在步骤S32中,确定排样是否成功包括:母材宽度小于排样后的实际排样宽度,则排样失败;母材宽度大于等于排样后的实际排样宽度,则排样成功。
在一种可实施的方案中,在步骤S32中,至少包括以下步骤:
S321、确定母材宽度大于等于排样后的实际排样宽度。
S322、将排样组内各板条组的排样成功结果按实际排样长度从大到小排序。
在一种可实施的方案中,在步骤S32中,若板条组中最长的零件长度与长度方向排样间隙之和大于排样长度,则排样失败。
在一种可实施的方案中,若排样组内采用多块母材进行模拟排样,依次取每一排样行位于不同排样组母材的所有组合进行遍历,并剔除排样宽度超过母材宽度的组合,计算各种组合下的材料利用率,取材料利用率最高的排样组合。
需要说明的是,排样组间排样、排样组内对不同母材排样、排样组内对不同板条组排样均可并行执行。
在一种可实施的方案中,在步骤S3之后,检查是否存在未排样零件:在无未排样零件时,结束排样。在存在未排样零件时,返回步骤S1,将未排样零件在未排样母材上进行排样。
根据本申请的第二方面,还提供了一种板条零件排样系统,包括存储器及处理器,存储器存储有计算机程序,该程序被处理器执行时实现第一方面提供的板条零件排样方法。
综上所述,根据本申请确定的排样方式在母材上进行划线,并使用本申请提供的模拟排样的参数通过龙门切割的方式将母材切成细长的条状。由于龙门切割过程中,切头不能自由旋转的特性,因此根据本申请提供的排样方式能够满足龙门切割的需求。将零件按宽度排列成长度不同的条状,优先利用母材宽度,而后利用母材长度。在切割完成后,余料的形状为较为规整的板材,而非细长的形状,便于余料再次使用,从而提高材料的使用率,避免材料的浪费,节约成本。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
- 一种排样零件颜色填充及快速判断零件间位置关系方法
- 一种对二维不规则零件排样图的切割路径规划方法及系统