一种电池连接件的自动浸粉震粉装置及控制系统
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及电池零件加工技术领域,尤其涉及一种电池连接件的自动浸粉震粉装置及控制系统。
背景技术
在新能源汽车加工制造中,电池是新能源汽车的重要组成部分,电池内部的连接件通常作为一种导线,用于电池内部正负极的连接,形成闭合电路,由于连接件位于电池内部,受温度或电池自身酸碱性的影响,在安装前,连接件表面需要进行浸粉或浸塑的工艺加工,起到一定的隔热和绝缘效果,而在浸粉震粉的过程中,现有的方式往往是直接通过电机控制移动,在浸粉完成后直接进行左右摆动,将多余的粉末甩落(连接件多为活动挂置,浸粉时可确保外表面均可接触粉末),但常见工件上多余粉末没有去除或者去除不及时,导致表面粉末堆积形成鼓泡,亦有摆动幅度过大或者过小,导致表面流平不均,并且连接件的拐角位置因为摆动幅度和方向不合理导致膜厚不均,因此亟需一种震粉装置来满足连接件浸粉工艺的需求。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种电池连接件的自动浸粉震粉装置及控制系统。
为了实现上述目的,本发明采用了如下技术方案:一种电池连接件的自动浸粉震粉装置,包括:
流化床;
所述流化床的一侧设有多级调节组件,所述多级调节组件的上方设有支撑架;
所述流化床设置在送料机构的一侧,所述送料机构用于输送置物架,所述置物架下方悬挂若干连接件;
通过所述多级调节组件带动所述支撑架移动,将所述置物架移出输送工位,使下方的连接件浸入所述流化床内,通过震动电机进行震动;
在震动完成后,所述连接件移出所述流化床,并继续震动,完成后将所述置物架输送回输送工位。
作为上述技术方案的进一步描述:所述多级调节组件包括第一导轨,所述第一导轨设置在所述流化床的一侧,第二导轨垂直设置在所述第一导轨上,通过移动组件调节所述第二导轨与所述流化床之间的距离。
作为上述技术方案的进一步描述:所述第二导轨上通过移动组件安装有第三导轨,所述第三导轨上安装有第四导轨,通过所述第三导轨和所述第四导轨调节所述支撑架在水平方向的位置。
作为上述技术方案的进一步描述:所述送料机构包括箱体,所述箱体的出料口设有防护门,控制所述置物架的输送。
作为上述技术方案的进一步描述:所述箱体的上方设有固定板,所述固定板下方连接对位组件,所述对位组件靠近所述箱体的一侧设有Y型开口。
作为上述技术方案的进一步描述:所述箱体向外延伸设置有输送杆,所述输送杆位于所述固定板的下方,通过所述输送杆带动输送板进行移动,使所述输送板移动至所述对位组件的内侧。
作为上述技术方案的进一步描述:所述输送板的下方设有弧形托板,所述置物架放置在所述弧形托板上;
所述支撑架设置有两个,通过控制所述支撑架移动至所述置物架左右两侧的下方,带动所述置物架离开所述弧形托板。
作为上述技术方案的进一步描述:所述震动电机通过电性连接变频器,通过所述变频器控制所述震动电机的震动频率。
还包括一种电池连接件的自动浸粉震粉控制系统,所述控制系统适用于上述技术方案中任一项所述装置,包括:
位置检测模块,检测输送板的移动位置是否进入对位组件,若是,发送位置信号给控制模块;
计时模块,发送第一时钟信号给所述控制模块,控制所述连接件在流化床中的震动时间,发送第二时钟信号给所述控制模块,控制所述连接件移出所述流化床后的震动时间;
控制模块,接收所述位置检测模块发送的位置信息,通过震动电机控制多级调节组件带动支撑架移动到所述位置信号的指定位置,并根据接收的时钟信号。
作为上述技术方案的进一步描述:所述第一时钟信号的时间为1s-8s,所述第二时钟信号的时间为0.1s-20s,所述震动电机的频率为100w,变频调节为无极变频25-401Hz。
上述技术方案具有如下优点或有益效果:
1、通过设置多级调节组件并连接变频器,控制多级调节组件和支撑架进行震动,实现多自由度抓取置物架,将连接件移动到流化床中进行震动,结束后工件出粉末液位后继续按设定程序震动,可以将连接件上多余的粉末震动抖落,使连接件外层流平良好,膜厚均匀。
2、当连接件浸入流化床粉末中即开始震动,多级调节组件按调整好的频率实现左右上下前后在粉末里运动,使得连接件在流化床内移动浸粉,避免在同一位置长时间浸粉,造成粉末堆积。
附图说明
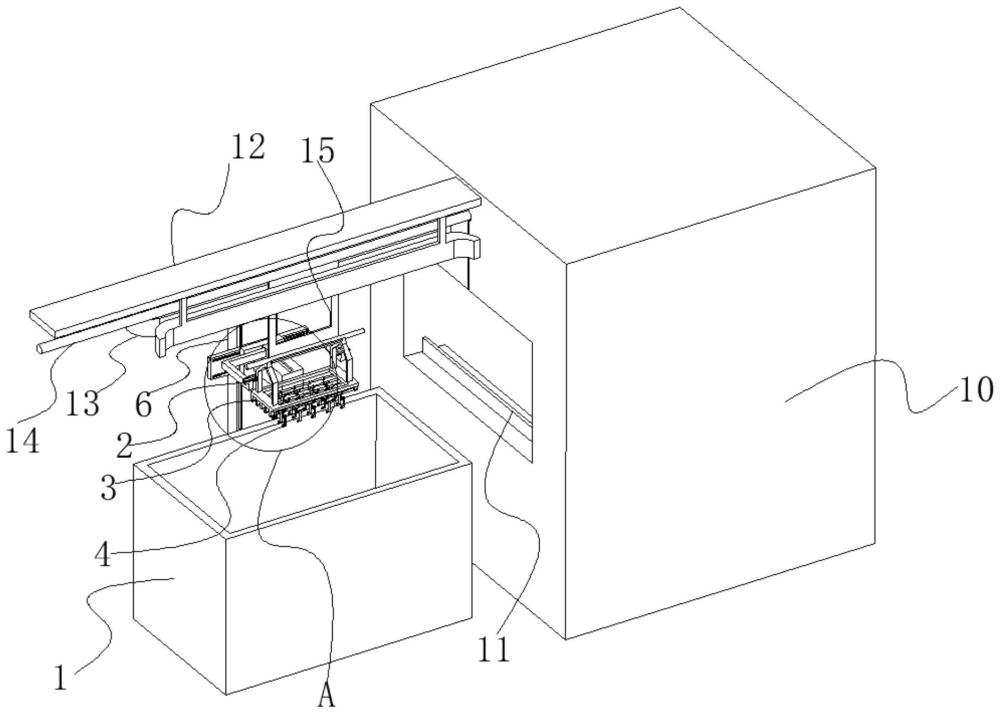
图1为本发明提出的自动浸粉震粉装置的立体图一;
图2为本发明提出的自动浸粉震粉装置的立体图二;
图3为本发明提出的自动浸粉震粉装置的正视图;
图4为本发明提出的自动浸粉震粉装置的侧视图;
图5为图1中A处的局部放大图;
图6为本发明提出的控制系统的结构示意图。
图例说明:
1、流化床;2、支撑架;3、置物架;4、连接件;5、震动电机;6、第一导轨;7、第二导轨;8、第三导轨;9、第四导轨;10、箱体;11、防护门;12、固定板;13、对位组件;14、输送杆;15、输送板;16、变频器;17、位置检测模块;18、计时模块;19、控制模块;20、温控模块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参照图1-图5,本发明提供的一种实施例:一种电池连接件的自动浸粉震粉装置,包括:流化床1;流化床1的一侧设有多级调节组件,多级调节组件的上方设有支撑架2;流化床1设置在送料机构的一侧,送料机构用于输送置物架3,置物架3下方悬挂若干连接件4;通过多级调节组件带动支撑架2移动,将置物架3移出输送工位,使下方的连接件4浸入流化床1内,通过震动电机5进行震动;在震动完成后,连接件4移出流化床1,并继续震动,完成后将置物架3输送回输送工位。
在本实施例中,流化床1的内侧盛有粉末,具体为粉末状热塑材料,通过送料机构将置物架3输送出后,震动电机5控制多级调节组件进行移动,使支撑架2移动到置物架3的下方,之后控制支撑架2上移,带动置物架3离开输送板15的弧形托板,再向弧形托板的折弯方向进行移动,使置物架3离开输送工位,震动电机5再次控制多级调节组件移动使的置物架3下方的连接件4浸入流化床1内侧,通过变频器16控制震动电机5带动多级调节组件沿上下左右前后多自由度进行震动,震动频率为25-35HZ,使得连接件4充分浸粉,并且避免在同一位置长时间浸粉,造成粉末堆积,在震动完成后,控制支撑架2带动置物架3上升,使连接件4离开流化床1的内侧,并继续进行震动,此时震动频率大于在流化床1内的震动频率,震动频率为35-40HZ,可以将连接件4上多余的粉末震动抖落,使连接件4外层流平良好,膜厚均匀。
输送板15的下方设有弧形托板,置物架3放置在弧形托板上;支撑架2设置有两个,通过控制支撑架2移动至置物架3左右两侧的下方,带动置物架3离开弧形托板。
多级调节组件包括第一导轨6,第一导轨6设置在流化床1的一侧,第二导轨7垂直设置在第一导轨6上,通过移动组件调节第二导轨7与流化床1之间的距离;第二导轨7上通过移动组件安装有第三导轨8,第三导轨8上安装有第四导轨9,通过第三导轨8和第四导轨9调节支撑架2在水平方向的位置,支撑架2设置在第四导轨9的一侧。
在本实施例中,第一导轨6、第二导轨7、第三导轨8和第四导轨9通过移动组件控制位置,移动组件为电机带动丝杆旋转,滑块限位安装在导轨滑槽上,通过丝杆转动带动滑块发生位移,调节位置,在另一具体的实施例中,移动组件为电机,输出端设有主动齿轮,齿轮外侧套有传动链,通过传动链带动导轨之间的位置变化。
其中,第二导轨7和第四导轨9的移动方向同向,通过第二导轨7粗调支撑架2距离置物架3的位置,通过第四导轨9细调支撑架2移动到置物架3的下方。
震动电机5通过电性连接变频器16,通过变频器16控制震动电机5的震动频率,变频器16分为两组,第一组共计三台,控制第二导轨7、第三导轨8和第四导轨9沿上下左右前后移动,第二组共计一台,控制震动电机5的频率。
送料机构包括箱体10,箱体10的出料口设有防护门11,控制置物架3的输送,箱体10向外延伸设置有输送杆14,输送杆14位于固定板12的下方,通过输送杆14带动输送板15进行移动。
在本实施例中,防护门11设置在下方,需要进行出料时,防护门11向下方移动,通过输送杆14带动输送板15进行移动,输送杆14与输送板15之间通过螺纹连接,输送杆14外侧开设有螺纹,与输送板15通过螺纹啮合连接,输送板15的材料为不锈钢,有一定自重,输送杆14在转动时,输送板15仅发生轻微的偏移,且在自重下可恢复垂直状态,在回复过程中,通过啮合使得输送板15进行移动。
箱体10的上方设有固定板12,固定板12下方连接对位组件13,对位组件13靠近箱体10的一侧设有Y型开口,使输送板15移动至对位组件13的内侧。
在本实施例中,对位组件13设有Y型开口,便于输送板15在进行移动过程中进行对位,开口范围远大于输送板15发生偏转的角度,且在输送板15移动到对位组件13中间部位后,对位组件13之间的间隙逐渐缩小,对输送板15的偏转进行限位,在对位组件13的内侧可设有光栅传感器,对输送板15进行定位,得到输送板15的位置信息。
参照图6,本发明的技术方案中还提供一种电池连接件的自动浸粉震粉控制系统的实施例,控制系统适用于上述技术方案中任一项装置,包括:
位置检测模块17,检测输送板15的移动位置是否进入对位组件13,若是,发送位置信号给控制模块19;
计时模块18,发送第一时钟信号给控制模块19,控制连接件4在流化床1中的震动时间,发送第二时钟信号给控制模块19,控制连接件4移出流化床1后的震动时间;
控制模块19,接收位置检测模块17发送的位置信息,通过震动电机5控制多级调节组件带动支撑架2移动到位置信号的指定位置,并根据接收的时钟信号。
在本实施例中,位置检测模块设置在对位组件13的内侧,对输送板15的位置进行监测,当监测到输送板进入浸粉工位后,发送位置信号给控制模块19,控制模块19在接收到位置信号后,发送控制信号控制导轨进行移动,使置物架3下方的连接件4移动到流化床1的内侧,到达浸粉工位后,计时模块18发送第一时钟信号给控制模块19,控制在流化床1内的浸粉时间,在浸粉完成后,控制模块19将连接件4移出,计时模块18发送第二时钟信号给控制模块19,控制震动电机5进行震动抖粉的时间,抖粉完成后,输送出该装置,将连接件4送入烤炉中进行烘干,通过温控模块20进行控制,温度控制范围为100-140℃,优选为120℃。
第一时钟信号的时间为1s-8s,优选为6s,第二时钟信号的时间为0.1s-20s,优选为3s,震动电机5的频率为100w,变频调节为无极变频25-40Hz。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种可自动更新刮刀的铺粉装置及铺粉方法
- 一种废旧锂离子电池破碎后碎料中正负极粉的分选装置
- 一种废旧锂电池正极粉料连续浸取系统及浸取工艺
- 一种泡沫玻璃粉进窑前的震粉装置