一种汽车遮阳板用的超音波压合模具及其工作方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及汽车配件生产领域,尤其涉及一种汽车遮阳板用的超音波压合模具及其工作方法。
技术背景
汽车遮阳板用以安装在玻璃窗外或窗内用以防止阳光刺眼或在室外停车过久导致车内长时间经受曝晒,材料为塑料、EPP、PU发泡和纸板等,可分为前挡、侧挡和后档三种。
遮阳板的生产中,需将塑料、EPP、PU发泡和纸板等材料垒叠并压合,由于成分中有塑料,常规热接、焊接等会导致产生有害气体,且操作不便;因此,将超音波焊接技术与遮阳板生产技术相结合有利于环保加工、清洁生产,且可有效地提高生产效率,提高企业经济效益。
发明内容
为了实现上述目的,本发明提供了一种基于超音波压合技术的遮阳板压合方法,无明火、烟雾,可清洁地对遮阳板进行压合,其加工效率高,且环境无污染;具体方案如下:
一种汽车遮阳板用的超音波压合模具,其特征在于,包括机头、控制屏、撑杆、螺旋转轮、压合底板、压合焊头、LED灯带和可拆卸板;所述机头上设置有控制屏;所述控制屏为触控面板;所述撑杆通过螺丝与机头和压合底板固定连接;所述机头侧面设有一螺旋转轮;所述机头下方设有一压合焊头;所述压合底板上内侧面设有一圈LED灯带;所述压合底板上一边为可拆卸板。
进一步的,所述机头采用机械限位微调,通过螺旋转轮控制,所述螺旋转轮内通过锯齿卡口实现限位调整;作为本发明的一种优选,该机位控制更为灵活,且各点位通过卡口可停住机头,避免调整时的滑脱。
进一步的,所述撑杆上贴有泡沫垫;作为本发明的一种优选,可使手持该设备使更为舒适,也可使撑杆绝缘绝热,防止对人体造成损伤。
进一步的,所述压合底板为碳钢材质,上方垫有一层石棉网;作为本发明的一种优选,可防止压合时瞬间的脉冲电流导致底板导电或瞬间升温。
进一步的,所述压合焊头为SCM8材质,通过控制屏实现数字式焊接参数设定;所述压合焊头通过NTK振动子连接在机头上;所述机头内还设有调频和频率补偿电路;作为本发明的一种优选,该焊头耐温能力好,振动子可时焊接时的频率更高,对内部材料层的穿刺更为透彻;所述频率补偿电路可使脉冲电流频率较为稳定,避免各压合点压合程度不一。
进一步的,所述压合焊头压合温度600°C,压合时间0.1sec;作为本发明的一种优选,可防止压合时间过长导致的局部升温。
进一步的,所述压合焊头由脉冲电流驱动;作为本发明的一种优选,脉冲电流在瞬间的触发电流更大,相较于恒定电流,脉冲电流可在短时间内将遮阳板各层击穿并通过高温粘合。
进一步的,所述压合焊头还接有继电保护装置;作为本发明的一种优选,可防止小的持续电流导致各压合点的压合脉冲电流不一,导致压合程度不均匀,影响产品质量。
进一步的,所述LED灯带有光强感应系统,其亮度与环境亮度成反比;作为本发明的一种优选,可使操作者使用更为舒适。
进一步的,上述的汽车遮阳板用的超音波压合模具的工作方法,包括以下步骤:
I.将各层垒叠好的汽车遮阳板侧边置于压合底板上,,若遮阳板体积过大可移开可拆卸板;
II.调节螺旋转轮至压合焊头与遮阳板所需压合处重合;
III.通过控制屏调节压合时间,默认0.1sec,;
IV.也可将压合时间设为持续,并不断移动遮阳板使遮阳板侧边逐次与压合焊头接触实现侧边压合,应注意各压合点不能滞留压合焊头下方过久。
上述方案表明,本发明至少具有以下有益效果:
1.本发明所述的一种汽车遮阳板用的超音波压合模具及其工作方法,通过超音波压合,避免了传统电压、热压导致的局部过热,减小了生产可能存在的风险;
2.本发明所述的一种汽车遮阳板用的超音波压合模具及其工作方法,通过机械调整和电子调整,可使压合的位置调整更为准确;
3.本发明所述的一种汽车遮阳板用的超音波压合模具及其工作方法,将模切改为点式压合,使压合摆脱了针对各型号需配置不同模板的繁琐问题,有利于减小筑模成本。
附图说明
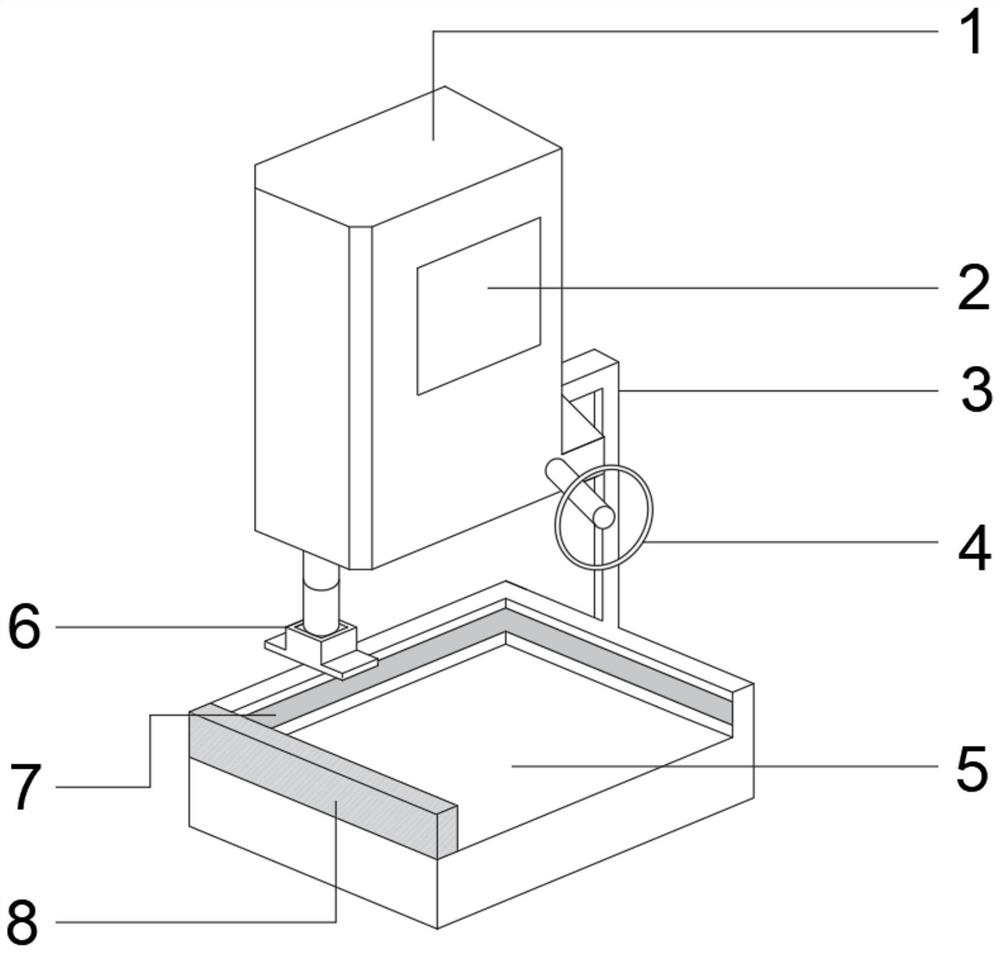
附图1为实施例1和2所述的一种汽车遮阳板用的超音波压合模具示意图;
其中:机头1、控制屏2、撑杆3、螺旋转轮4、压合底板5、压合焊头6、LED灯带7、可拆卸板8。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
实施例1
如图1所示的一种汽车遮阳板用的超音波压合模具,其特征在于,包括机头1、控制屏2、撑杆3、螺旋转轮4、压合底板5、压合焊头6、LED灯带7和可拆卸板8;所述机头1上设置有控制屏2;所述控制屏2为触控面板;所述撑杆3通过螺丝与机头1和压合底板5固定连接;所述机头1侧面设有一螺旋转轮4;所述机头1下方设有一压合焊头6;所述压合底板5上内侧面设有一圈LED灯带7;所述压合底板5上一边为可拆卸板8。
优选地,上述的汽车遮阳板用的超音波压合模具的工作方法,包括以下步骤:
I.将各层垒叠好的汽车遮阳板侧边置于压合底板5上,若遮阳板体积过大可移开可拆卸板8;
II.调节螺旋转轮4至压合焊头6与遮阳板所需压合处重合;
III.通过控制屏2调节压合时间,默认0.1sec,;
IV.也可将压合时间设为持续,并不断移动遮阳板使遮阳板侧边逐次与压合焊头6接触实现侧边压合,应注意各压合点不能滞留压合焊头6下方过久。
实施例2
如图1所示的一种汽车遮阳板用的超音波压合模具,其特征在于,包括机头1、控制屏2、撑杆3、螺旋转轮4、压合底板5、压合焊头6、LED灯带7和可拆卸板8;所述机头1上设置有控制屏2;所述控制屏2为触控面板;所述撑杆3通过螺丝与机头1和压合底板5固定连接;所述机头1侧面设有一螺旋转轮4;所述机头1下方设有一压合焊头6;所述压合底板5上内侧面设有一圈LED灯带7;所述压合底板5上一边为可拆卸板8。
优选地,所述机头1采用机械限位微调,通过螺旋转轮4控制,所述螺旋转轮4内通过锯齿卡口实现限位调整。
优选地,所述撑杆3上贴有泡沫垫。
优选地,所述压合底板5为碳钢材质,上方垫有一层石棉网。
优选地,所述压合焊头6为SCM8材质,通过控制屏2实现数字式焊接参数设定;所述压合焊头6通过NTK振动子连接在机头1上;所述机头1内还设有调频和频率补偿电路。
优选地,所述压合焊头6压合温度600°C,压合时间0.1sec。
优选地,所述压合焊头6由脉冲电流驱动。
优选地,所述压合焊头6还接有继电保护装置。
优选地,所述LED灯带7有光强感应系统,其亮度与环境亮度成反比。
优选地,上述的汽车遮阳板用的超音波压合模具的工作方法,包括以下步骤:
I.将各层垒叠好的汽车遮阳板侧边置于压合底板5上,若遮阳板体积过大可移开可拆卸板8;
II.调节螺旋转轮4至压合焊头6与遮阳板所需压合处重合;
III.通过控制屏2调节压合时间,默认0.1sec,;
IV.也可将压合时间设为持续,并不断移动遮阳板使遮阳板侧边逐次与压合焊头6接触实现侧边压合,应注意各压合点不能滞留压合焊头6下方过久。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
- 一种汽车遮阳板用的超音波压合模具及其工作方法
- 一种提高产品光洁度的汽车遮阳板超音波模具