一种硬质合金材料的加工工艺
文献发布时间:2023-06-19 11:08:20
技术领域
本发明涉及硬质合金加工技术领域,尤其涉及一种硬质合金材料的加工工艺。
背景技术
硬质合金是--种由难熔金属硬质化合物与粘结金属组成,采用粉末冶金方法生产,具有很高耐磨性和一定韧性的硬质材料,由于所具有的优异性能,硬质合金被广泛应用于切削加工、耐磨零件、矿山采掘、地质钻探、石油开采、机械附件等各个领域。
硬质合金的加工过程中分为混合料制备,压制,烧结,在混合料制备的过程中,需要对卸料后的物料进行喷雾干燥和振动筛分,一方面现有的技术喷雾干燥效果不好,一般从一个角度进行喷雾干燥使混合物的其他位置干燥不够充分,效率较低,另一方面,振动筛分的效果都也不够充分,目前的只是简单的振动过滤,没有对振动起到缓冲的作用,可能破坏颗粒形状,为此,提出一种硬质合金材料的加工工艺。
发明内容
本发明的目的是为了解决现有技术中喷雾干燥使混合物的其他位置干燥不够充分的缺点,而提出的一种硬质合金材料的加工工艺。
为了实现上述目的,本发明采用了如下技术方案:
一种硬质合金材料的加工工艺,包括以下步骤:S1、混合料制备,称取所需的各组份原料及少量添加剂,其中原料包括WC、TiC,添加剂为Co粘合剂,将这些原料和添加剂装入滚动球磨机中,利用球磨机中合金球研磨体的冲击、研磨作用,使混合物在己烷研磨介质中得到细化和均匀分布,接着加入一定量液态石蜡,卸料后经喷雾机构喷雾干燥、振动机构振动过筛,制成有一定成分和粒度要求的蜡混合料;S2、压制,将混合料装入定型模腔内,在压力机的压力的作用下,对模腔中的粉末进行挤压变形,随压力的增加,粉末颗粒之间的距离变小,粉末孔隙度大大降低,配合添加剂的作用,混合料被挤压成型成具有一定形状、尺寸、密度、强度的压坯;S3、烧结,将压坯置于真空烧结气氛中加热,预烧结阶段,控制温度在1000℃以下,此时坯块中残留的应力,随烧结温度升高发生退火而逐渐消除,坯块中粉末颗粒与颗粒间,开始表面扩散,出现“焊接”现象,尺寸收缩极微弱,坯块强度有所增加,使烧结能顺利进行,烧结阶段,调整到1000℃烧结温度,WC硬质合金所用的烧结温度在1380-1490℃之间,烧结时间为30-120分钟,直至出现液相,冷却阶段,温度从烧结温度下降到室温。
优选地,所述喷雾机构和振动机构均包括基础安装机构和进料机构,所述基础安装机构包括加工箱、驱动电机、支撑架、安装块,所述加工箱的两端均固定连接有安装块,所述安装块的外侧壁固定套接有支撑架,所述支撑架的侧面固定连接有驱动电机,所述驱动电机的输出端与加工箱的端部中心位置固定连接,两个所述基础安装机构的底部固定连接有同一个底板,所述喷雾机构包括对应加工箱内部的出雾管,所述出雾管穿过加工箱的另一端并与出雾管转动连接,所述出雾管的端部固定连接有喷雾管,位于加工箱内部的所述出雾管的外侧壁连通有多个第一出雾导管,所述出雾管的侧面连通有呈L型设置的传动管,所述传动管的侧面连通有多个第二出雾导管。
优选地,所述第二出雾导管位于加工箱的正上方。
优选地,所述进料机构包括开设在加工箱侧面的进料口,所述进料口的内侧壁开设有安装槽,所述安装槽的内侧壁滑动连接有密封挡板,所述密封挡板的端部固定连接有定位伸缩杆,所述定位伸缩杆远离密封挡板的一端与安装槽的内侧壁固定连接,所述定位伸缩杆的外侧壁套设有弹簧,所述弹簧的两端分别与密封挡板和定位伸缩杆固定连接,所述密封挡板的端部固定连接有拉环。
优选地,所述振动机构包括设置在对应加工箱内部的四个出料弧形板,所述出料弧形板的内侧壁固定连接有多个弹簧杆,所述弹簧杆的另一端与加工箱固定连接,所述出料弧形板的内侧壁固定连接有多个传动伸缩杆,所述出料弧形板上设有多个第二出料口,所述加工箱上设有多个第一出料口,所述传动伸缩杆与对应的第一出料口和第二出料口连通设置。
相比现有技术,本发明的有益效果为:
1、通过喷雾机构之间的配合工作,使位于对应加工箱内部的混合物料在转动加工箱的带动下,不断的翻转,这样从出雾管上的第一出雾导管和传动管中的第二出雾导管对加工箱内部的物料进行内外喷雾,全方位的喷雾,使物料的各个位置均可受到喷雾的效果,使对物料的喷雾更加彻底,避免了目前的喷雾从一个角度进行喷雾干燥使混合物的其他位置干燥不够充分,效率较低的情况,使混合物料的干燥效果得到显著提升。
2、通过振动机构之间的配合工作,混合物料进入到密封的加工箱中,此时对应的加工箱整体转动,带动加工箱内部的混合物料颗粒转动,混合的颗粒在加工箱的内部不断的翻转,使颗粒可从对应的第二出料口、传动伸缩杆、第一出料口出料,完成小颗粒的筛分,合适的大颗粒保留在加工箱的内部,加工箱内部的混合物料会不断的撞击加工箱内部的出料弧形板,通过多个弹簧杆对撞击力进行缓冲,尽量保持干燥后混合物的形状,有效的避免目前的筛分没有对振动起到缓冲的作用,可能破坏颗粒形状的情况,提高了筛分的效率。
附图说明
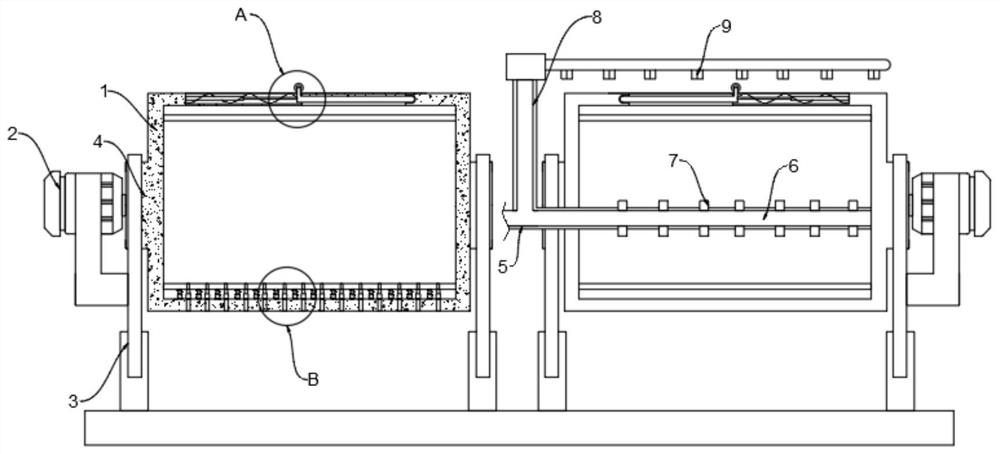
图1为本发明提出的一种硬质合金材料的加工工艺的结构示意图;
图2为本发明提出的一种硬质合金材料的加工工艺出料弧形板的结构示意图;
图3为本发明提出的一种硬质合金材料的加工工艺A处的放大图;
图4为本发明提出的一种硬质合金材料的加工工艺B处的放大图;
图5为本发明提出的一种硬质合金材料的加工工艺C处的放大图。
图中:1加工箱、2驱动电机、3支撑架、4安装块、5喷雾管、6出雾管、7第一出雾导管、8传动管、9第二出雾导管、10进料口、11密封挡板、12拉环、13定位伸缩杆、14弹簧、15安装槽、16出料弧形板、17第一出料口、18第二出料口、19传动伸缩杆、20弹簧杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-5,一种硬质合金材料的加工工艺,包括包括以下步骤:
S1、混合料制备,称取所需的各组份原料及少量添加剂,其中原料包括WC、TiC,添加剂为Co粘合剂,将这些原料和添加剂装入滚动球磨机中,利用球磨机中合金球研磨体的冲击、研磨作用,使混合物在己烷研磨介质中得到细化和均匀分布,接着加入一定量液态石蜡,卸料后经喷雾机构喷雾干燥、振动机构振动过筛,制成有一定成分和粒度要求的蜡混合料;S2、压制,将混合料装入定型模腔内,在压力机的压力的作用下,对模腔中的粉末进行挤压变形,随压力的增加,粉末颗粒之间的距离变小,粉末孔隙度大大降低,配合添加剂的作用,混合料被挤压成型成具有一定形状、尺寸、密度、强度的压坯;S3、烧结,将压坯置于真空烧结气氛中加热,预烧结阶段,控制温度在1000℃以下,此时坯块中残留的应力,随烧结温度升高发生退火而逐渐消除,坯块中粉末颗粒与颗粒间,开始表面扩散,出现“焊接”现象,尺寸收缩极微弱,坯块强度有所增加,使烧结能顺利进行,烧结阶段,调整到1000℃烧结温度,WC硬质合金所用的烧结温度在1380-1490℃之间,烧结时间为30-120分钟,直至出现液相,冷却阶段,温度从烧结温度下降到室温。
喷雾机构和振动机构均包括基础安装机构和进料机构,基础安装机构包括加工箱1、驱动电机2、支撑架3、安装块4,加工箱1的两端均固定连接有安装块4,安装块4的外侧壁固定套接有支撑架3,支撑架3的侧面固定连接有驱动电机2,驱动电机2的输出端与加工箱1的端部中心位置固定连接,两个基础安装机构的底部固定连接有同一个底板,喷雾机构包括对应加工箱1内部的出雾管6,出雾管6穿过加工箱1的另一端并与出雾管6转动连接,出雾管6的端部固定连接有喷雾管5,位于加工箱1内部的出雾管6的外侧壁连通有多个第一出雾导管7,出雾管6的侧面连通有呈L型设置的传动管8,传动管8的侧面连通有多个第二出雾导管9,第二出雾导管9位于加工箱1的正上方,通过喷雾机构之间的配合工作,使位于对应加工箱1内部的混合物料在转动加工箱1的带动下,不断的翻转,这样从出雾管6上的第一出雾导管7和传动管8中的第二出雾导管9对加工箱1内部的物料进行内外喷雾,全方位的喷雾,使物料的各个位置均可受到喷雾的效果,使对物料的喷雾更加彻底,避免了目前的喷雾从一个角度进行喷雾干燥使混合物的其他位置干燥不够充分,效率较低的情况,使混合物料的干燥效果得到显著提升。
进料机构包括开设在加工箱1侧面的进料口10,进料口10的内侧壁开设有安装槽15,安装槽15的内侧壁滑动连接有密封挡板11,密封挡板11的端部固定连接有定位伸缩杆13,定位伸缩杆13远离密封挡板11的一端与安装槽15的内侧壁固定连接,定位伸缩杆13的外侧壁套设有弹簧14,弹簧14的两端分别与密封挡板11和定位伸缩杆13固定连接,密封挡板11的端部固定连接有拉环12。
振动机构包括设置在对应加工箱1内部的四个出料弧形板16,出料弧形板16的内侧壁固定连接有多个弹簧杆20,弹簧杆20的另一端与加工箱1固定连接,出料弧形板16的内侧壁固定连接有多个传动伸缩杆19,出料弧形板16上设有多个第二出料口18,加工箱1上设有多个第一出料口17,传动伸缩杆19与对应的第一出料口17和第二出料口18连通设置,通过振动机构之间的配合工作,混合物料进入到密封的加工箱1中,此时对应的加工箱1整体转动,带动加工箱1内部的混合物料颗粒转动,混合的颗粒在加工箱1的内部不断的翻转,使颗粒可从对应的第二出料口18、传动伸缩杆19、第一出料口17出料,完成小颗粒的筛分,合适的大颗粒保留在加工箱1的内部,加工箱1内部的混合物料会不断的撞击加工箱1内部的出料弧形板16,通过多个弹簧杆20对撞击力进行缓冲,尽量保持干燥后混合物的形状,有效的避免目前的筛分没有对振动起到缓冲的作用,可能破坏颗粒形状的情况,提高了筛分的效率。
本发明中,通过混合料制备,压制,烧结完成硬质合金的加工,在此过程中,在喷雾干燥、振动过筛阶段,拉动拉环12使密封挡板11挤压定位伸缩杆13和弹簧14收缩,然后将待干燥的混合物通过进料口10投放到对应的加工箱1中,松开拉环12,密封挡板11自动复位对进料口10进行堵口,此时可通过向喷雾管5中注入用于干燥的喷雾,喷雾一方面经过出雾管6到第一出雾导管7中,在加工箱1的内部从加工箱1喷出,另一方面喷雾沿着喷雾管5从第二出雾导管9喷出,此时可驱动驱动电机2工作,缓慢转动的驱动电机2的输出端带动加工箱1整体缓慢转动,使加工箱1内部的混合物缓慢的进行转动,此时加工箱1中的混合物不断的在加工箱1内部翻转,配合第一出雾导管7从内部的喷雾和第二出雾导管9从外部的喷雾,对第一出雾导管7进行有效干燥,干燥完成放置一段时间。
此时可将干燥后的混合物取出,混合物从对应进料口10中放置到新的加工箱1中,打开此时加工箱1中驱动电机2的电源,驱动电机2的输出端带动加工箱1内部干燥后的混合物快速转动,小颗粒混合物沿着第二出料口18、传动伸缩杆19、第一出料口17直接过滤到加工箱1的外面,大颗粒混合物继续留在加工箱1的内部,在加工箱1整体转动的时候,加工箱1内部的混合物料会不断的撞击加工箱1内部的出料弧形板16,通过多个弹簧杆20对撞击力进行缓冲,尽量保持干燥后混合物的形状,随着指定大小的颗粒的混合物留在加工箱1的内部,较小的不符合规定的混合物掉落,完成蜡混合料的筛分。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种硬质合金材料的加工工艺
- 一种硬质合金材料、硬质合金球及其制备方法