一种碳纤维制品的成型方法
文献发布时间:2023-06-19 11:09:54
【技术领域】
本发明涉及灌注工艺的技术领域,尤其是涉及一种碳纤维制品的成型方法。
【背景技术】
碳纤维制品,就是指以碳纤维预浸布为原材料,通过不同的加工方法,加工成为能够满足使用要求的材料制品。
现有碳纤维制品成型工艺很多,有热压罐、模压、手糊、真空导流、热塑、缠绕等,工艺很多,其主要的成分是碳纤维丝编织布加树脂混合而成,碳成分达到80%以上,做出来的产品性能好,钢性强,抗腐蚀等。但是由于碳纤维是丝编织成布,导致塑形差,对于一些较复杂结构的产品很难成型或者无法成型。如真空导流工艺,通常是对模腔进行抽真空,在预留进胶口位置进胶,胶水会随抽真空的气流方向,逐步扩散,直到充满这个模腔,待固化后便可成型,但该工艺对于弧面过度较大的凹凸结构,如图1的壳体,内部的结构垂直凹凸,较为复杂,导流的胶水无法充斥到每一角落,而成型不了完整的结构。
因此,现有技术有待改进和发展。
【发明内容】
本发明的目的在于提供一种碳纤维制品的成型方法,用于解决现有碳纤维制品工艺对凹凸结构无法成型完整的结构。
本发明的技术方案如下:一种碳纤维制品的成型方法,包括如下步骤:
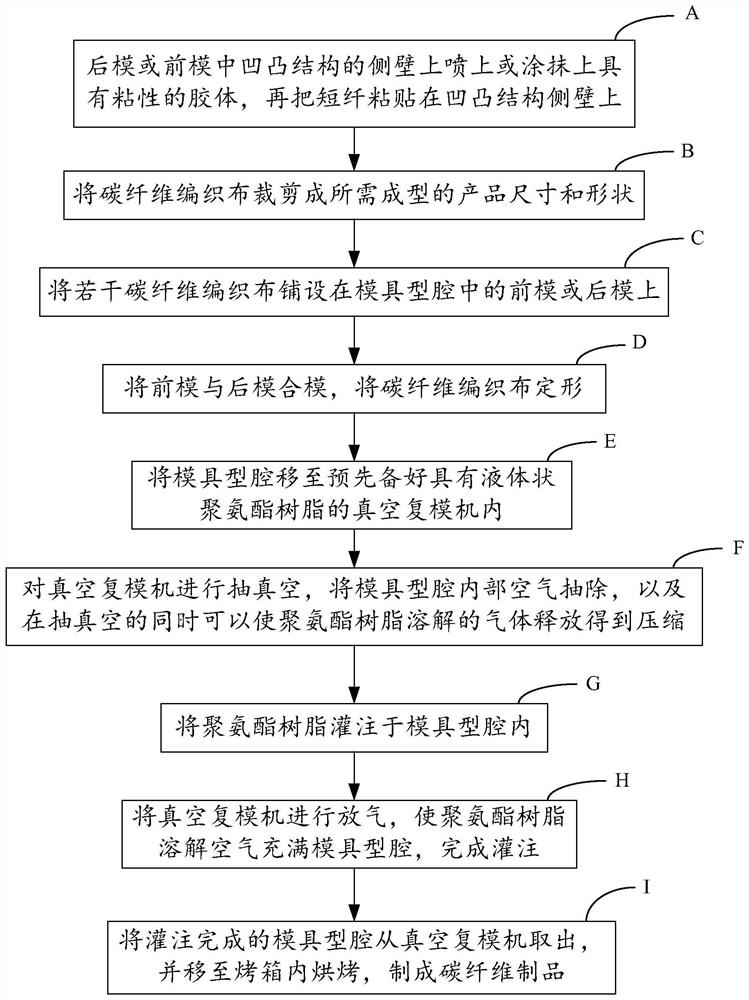
C、将若干碳纤维编织布铺设在模具型腔中的前模或后模上;
D、将前模与后模合模,将碳纤维编织布定形;
E、将模具型腔移至预先备好具有液体状聚氨酯树脂的真空复模机内;
F、对真空复模机进行抽真空,将模具型腔内部空气抽除以及将聚氨酯树脂溶解的气体释放;
G、将聚氨酯树脂灌注于模具型腔内;
H、将真空复模机进行放气,使聚氨酯树脂溶解空气充满模具型腔,完成灌注;
I、将模具型腔从真空复模机取出,并移至烤箱内烘烤,制成碳纤维制品。
较优地,碳纤维制品的成型方法,在步骤C之前,还包括步骤:
A、在后模或前模中凹凸结构的侧壁上喷上或涂抹上具有粘性的胶体,再把短纤粘贴在凹凸结构侧壁上。
较优地,碳纤维制品的成型方法,在步骤C之前,还包括步骤:
B、将碳纤维编织布裁剪成所需成型的产品尺寸和形状。
较优地,所述碳纤维编织布与聚氨酯树脂的质量比为3-4.5:1。
较优地,所述聚氨酯树脂的型号为PX5210或PX118。
较优地,在步骤F中,所述真空复模机内的真空值在-0.08至-0.09MP之间。
较优地,所述烤箱烘烤的温度为50°-160°,时间为1-2H。
较优地,所述烤箱烘烤的温度为70°,时间为1.5H。
较优地,所述胶体为喷胶。
本发明的有益效果在于:本发明通过采用流动性良好的聚氨酯树脂,可使快速渗透碳纤维编织布,并利用聚氨酯树脂溶解空气的特性,配合先抽真空,将预先融入聚氨酯树脂的空气排除,再将聚氨酯树脂灌注模具型腔中,聚氨酯树脂会从高处流向低处至充满模具型腔,当模具型腔内顶端的空气无法排除,采用对真空复模机进行放气方式,让聚氨酯树脂将空气溶解,以致让聚氨酯树脂达到模具型腔的最高点,实现结构较为复杂的碳纤维产品的整体灌注,解决现有碳纤维制品工艺对凹凸结构无法成型完整的结构的弊端。
【附图说明】
图1为现有技术凹凸面的角度较为垂直壳体的示意图。
图2为本发明碳纤维制品的成型方法的流程图。
【具体实施方式】
下面结合附图和实施方式对本发明作进一步说明。
请参照附图1和附图2,为本发明一种碳纤维制品的成型方法的流程图。
该碳纤维制品的成型方法包括如下步骤:
A、在后模或前模中凹凸结构的侧壁上喷上或涂抹上具有粘性的胶体,再把短纤粘贴在凹凸结构侧壁上。其中,该胶体为喷胶,方便人们操作。并且,在前模或后模中,有较深的孔不变粘贴短纤的,可以在后模或前模中找到对应的凸出部分进行该步骤的操作。
B、将碳纤维编织布裁剪成所需成型的产品尺寸和一定形状。
C、将若干碳纤维编织布铺设在模具型腔中的前模或后模上。如产品的厚度为2mm,一层碳纤维编织布的厚度为0.5mm,则需要铺上4层碳布,人们可根据实际成型产品的厚度自行叠加碳纤维编织布。
D、将前模与后模合模,将碳纤维编织布定形。在合模后,位于模具型腔凹凸侧壁的碳纤维编织布稀少,但通过步骤A,可增加模具型腔凹凸侧壁的纹理和产品的韧性,解决侧壁碳纤维编织布稀少的问题。
E、将模具型腔移至预先备好具有液体状聚氨酯树脂的真空复模机内。
F、对真空复模机进行抽真空,将模具型腔内部空气抽除,以及在抽真空的同时可以使聚氨酯树脂溶解的气体释放得到压缩。其中,将真空复模机内的真空值控制在-0.08至-0.09MP之间。
G、在步骤F后,通过操作真空复模机,将聚氨酯树脂灌注于模具型腔内。其中,聚氨酯树脂本身具有优良的流动性能,可使聚氨酯树脂快速渗透碳纤维编织布和短纤而充满模具型腔。
H、将真空复模机进行放气,使聚氨酯树脂溶解空气充满模具型腔,完成灌注。在步骤G中,一些处于较高位置的模具型腔,聚氨酯树脂无法到达,则可以通过步骤H实现,利用解除真空复模机真空状态,使模具型腔融入空气,使聚氨酯树脂溶解空气,让聚氨酯树脂达到模具型腔的最高点,由此完成灌注。
I、将灌注完成的模具型腔从真空复模机取出,并移至烤箱内烘烤,制成碳纤维制品。烘烤时间可根据产品的厚度进行调整。一般2mm厚度的碳纤维制品,烤箱烘烤的温度为50°-160°,需烘烤1-2H,具体的烘烤温度为70°,时间为1.5H。
具体的,在本实施例中,碳纤维编织布与聚氨酯树脂的质量比为3-4.5:1。一般根据碳纤维制品厚度,铺设对应该厚度的碳纤维编织布,可使碳纤维编织布质量占比在80%以上。
在一实施例中,为使聚氨酯树脂具有良好的流动性能,聚氨酯树脂采用的型号为PX5210或PX118。
另外,为将碳纤维制品为制成所需的颜色,可在聚氨酯树脂中加入色粉、调色剂等实现。
本发明通过在模具型腔凹凸侧壁上粘贴具有纹理或剪切下来的短纤,增加模具型腔凹凸侧壁的纹理和产品的韧性,解决侧壁碳纤维编织布稀少的问题。通过采用流动性良好的聚氨酯树脂,可使快速渗透碳纤维编织布,并利用聚氨酯树脂溶解空气的特性,配合先抽真空,将预先融入聚氨酯树脂的空气排除,再将聚氨酯树脂灌注模具型腔中,聚氨酯树脂会从高处流向低处至充满模具型腔,当模具型腔内顶端的空气无法排除,采用对真空复模机进行放气方式,让聚氨酯树脂将空气溶解,以致让聚氨酯树脂达到模具型腔的最高点,实现结构较为复杂的碳纤维产品的整体灌注,解决现有碳纤维制品工艺对凹凸结构无法成型完整的结构的弊端。
以上所述的仅是本发明的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出改进,但这些均属于本发明的保护范围。
- 一种高硅氧纤维与碳纤维的复合模压制品的成型方法
- 一种高外观需求碳纤维制品及其模压成型方法