基于CAE技术的汽车零部件注塑模具及加工工艺
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及汽车零部件注塑技术领域,尤其涉及一种基于CAE技术的汽车零部件注塑模具及加工工艺。
背景技术
目前汽车零件是构成汽车整体的各个单元及服务于汽车的一种产品。汽车配件的种类繁多,随着人们生活水平的提高,人们对汽车的消费也越来越多,汽车配件的这个市场变得也越来越大,近些年来汽车配件制造厂也在飞速地发展,汽车零件在制造时,为了提高生产效率,逐渐引入了注塑方法,为了保证注塑时可以快速脱模,通常会在凸模或凹模内涂抹脱模剂,如硅油、硅脂和硅橡胶等。
然而在注塑过程中,模具内部的注塑料对模具的压力增大,使得模具在极短时间发生向外的移动,由于现采用螺栓进行固定,然而长时间注塑加工过程中对螺栓进行间断性施力,进而磨损螺栓的螺纹表面,导致上模与底座之间的连接不紧密。
发明内容
本发明的目的在于提供一种基于CAE技术的汽车零部件注塑模具及加工工艺,旨在解决现有技术中的在注塑过程中,模具内部的注塑料对模具的压力增大,使得模具在极短时间发生向外的移动,由于现采用螺栓进行固定,然而长时间注塑加工过程中对螺栓进行间断性施力,进而磨损螺栓的螺纹表面,导致上模与底座之间的连接不紧密的技术问题。
为实现上述目的,本发明采用的一种基于CAE技术的汽车零部件注塑模具,包括底座、盖合导向柱、上盖和减震装置;所述盖合导向柱与所述底座固定连接,并位于所述底座的一侧,所述上盖与所述盖合导向柱滑动连接,并位于所述盖合导向柱远离所述底座的一侧;所述减震装置包括缓冲垫板、缓冲液压伸缩杆、缓冲支撑弹簧和夹持组件,所述缓冲垫板与所述上盖固定连接,并位于所述上盖靠近所述底座的一侧,所述缓冲液压伸缩杆的一端与所述底座固定连接,并另一端与所述上盖固定连接,且位于所述底座和所述上盖之间,所述缓冲弹簧的一侧与所述底座固定连接,并另一侧与所述上盖固定连接,且套设在所述缓冲液压伸缩杆的外侧;所述夹持组件包括上夹板、下夹板、旋转螺杆、底部锁紧件和顶部锁紧件,所述上夹板与所述上盖抵接,并位于所述上盖远离所述底座的一侧,所述下夹板与所述底座抵接,并位于所述底座远离所述上盖的一侧,所述旋转螺杆与所述上夹板滑动连接,并与所述下夹板滑动连接,且分别贯穿所述上夹板和所述下夹板,所述底部锁紧件与所旋转螺杆转动连接,并与所述下夹板抵接,且位于所旋转螺杆靠近所述下夹板的一端,所述顶部锁紧件与所述旋转螺杆转动连接,并与所述上夹板抵接,且位于所述旋转螺杆靠近所述上夹板的一端。
其中,所述底座具有弹簧容纳槽,所述弹簧容纳槽位于所述底座靠近所述缓冲支撑弹簧的一侧,并与所述缓冲支撑弹簧配合。
其中,所述底座还具有注塑容纳槽,所述注塑容纳槽位于所述底座内部,并开口位于所述底座靠近所述上盖的一侧。
其中,所述上盖具有顶部凸起,所述顶部凸起位于所述上盖靠近所述上夹板的一侧;所述上夹板具有顶部凹槽,所述顶部凹槽位于所述上夹板靠近所述顶部凸起的一侧,并与所述顶部凸起配合。
其中,所述底座还具有底部凸起,所述底部凸起位于所述底座靠近所述下夹板的一侧;所述下夹板具有底部凹槽,所述底部凹槽位于所述下夹板靠近所述底部凸起的一侧,并与所述底部凸起配合。
其中,所述基于CAE技术的汽车零部件注塑模具还包括密封圈,所述密封圈与所述底座固定连接,并位于所述底座靠近所述注塑容纳槽的一侧。
其中,所述基于CAE技术的汽车零部件注塑模具还包括注塑连接头,所述注塑连接头与所述上盖固定连接,并贯穿所述上盖,且与所述注塑容纳槽贯通。
本发明还包括一种基于CAE技术的汽车零部件注塑加工工艺,包括如下步骤:
驱动上盖朝向底座移动,直至与所述底座配合;
将上夹板夹持在所述上盖的顶部,下夹板夹持在所述底座的底部;
将旋转螺杆分别穿过所述上盖和所述底座;
底部锁紧件与所述旋转螺杆螺纹转动,直至与所述底座抵接,顶部锁紧件与所述旋转螺杆转动,直至与所述上盖抵接。
其中,在“驱动上盖朝向底座移动,直至与所述底座配合”中,
缓冲液压伸缩杆和缓冲支撑弹簧对所述上盖的移动进行抵接减缓。
本发明的一种基于CAE技术的汽车零部件注塑模具及加工工艺,所述上夹板对所述上盖的侧端进行夹持,所述下夹板对所述底座的侧端进行夹持,所述旋转螺杆通过旋转旋入所述上夹板和所述下夹板内,并通过在所述旋转螺杆的底部旋入所述底部锁紧件,在所述旋转螺杆的顶部旋入所述顶部锁紧件,进而所述底部锁紧件和所述顶部锁紧件分别对所述下夹板和所述上夹板进行夹持固定,从而使得所述底座与所述上盖的连接更紧密,进而避免了在进行汽车零部件注塑过程中,注塑料从所述上盖和所述底座之间的缝隙内流出。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
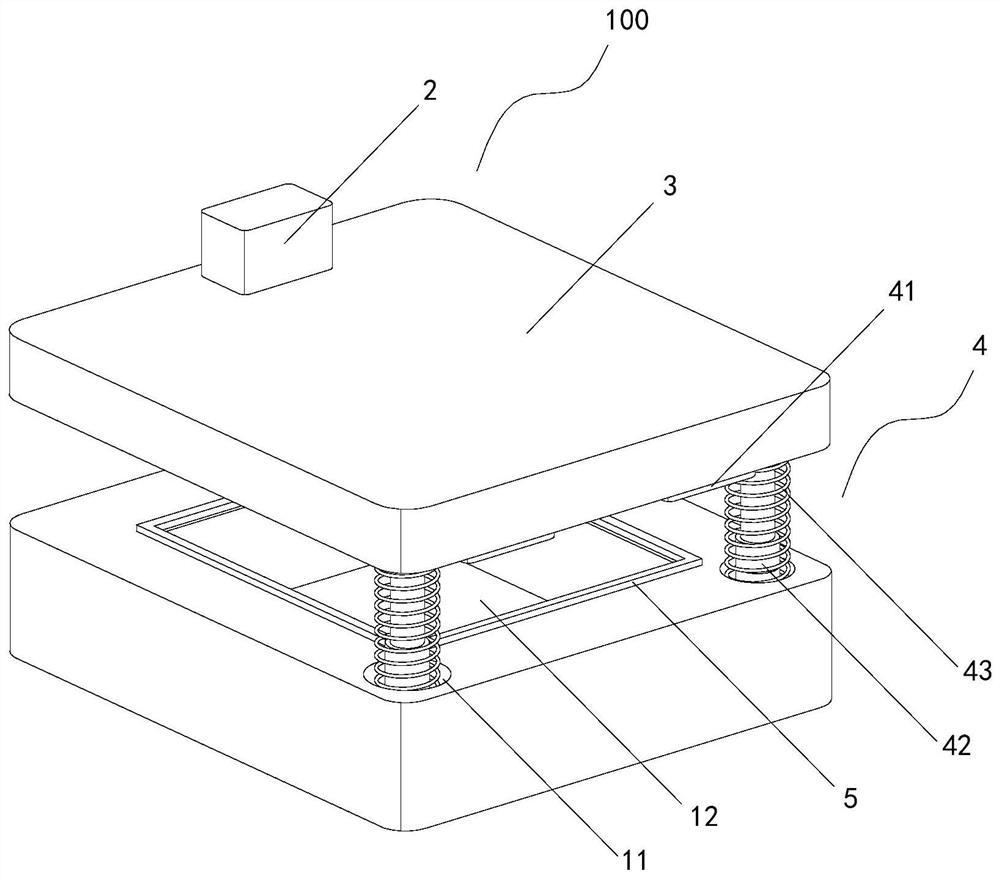
图1是本发明的减震装置的结构示意图。
图2是本发明的夹持组件的结构示意图。
图3是本发明的上盖和底座的连接结构示意图。
图4是本发明的基于CAE技术的汽车零部件注塑加工工艺的流程图。
图中:1-底座、2-盖合导向柱、3-上盖、4-减震装置、5-密封圈、6-注塑连接头、11-弹簧容纳槽、12-注塑容纳槽、13-底部凸起、31-顶部凸起、41-缓冲垫板、42-缓冲液压伸缩杆、43-缓冲支撑弹簧、44-夹持组件、100-基于CAE技术的汽车零部件注塑模具、441-上夹板、442-下夹板、443-旋转螺杆、444-底部锁紧件、445-顶部锁紧件、4411-顶部凹槽、4421-底部凹槽。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请参阅图1至图3,本发明提供了一种基于CAE技术的汽车零部件注塑模具100,包括底座1、盖合导向柱2、上盖3和减震装置4;所述盖合导向柱2与所述底座1固定连接,并位于所述底座1的一侧,所述上盖3与所述盖合导向柱2滑动连接,并位于所述盖合导向柱2远离所述底座1的一侧;所述减震装置4包括缓冲垫板41、缓冲液压伸缩杆42、缓冲支撑弹簧43和夹持组件44,所述缓冲垫板41与所述上盖3固定连接,并位于所述上盖3靠近所述底座1的一侧,所述缓冲液压伸缩杆42的一端与所述底座1固定连接,并另一端与所述上盖3固定连接,且位于所述底座1和所述上盖3之间,所述缓冲弹簧的一侧与所述底座1固定连接,并另一侧与所述上盖3固定连接,且套设在所述缓冲液压伸缩杆42的外侧;所述夹持组件44包括上夹板441、下夹板442、旋转螺杆443、底部锁紧件444和顶部锁紧件445,所述上夹板441与所述上盖3抵接,并位于所述上盖3远离所述底座1的一侧,所述下夹板442与所述底座1抵接,并位于所述底座1远离所述上盖3的一侧,所述旋转螺杆443与所述上夹板441滑动连接,并与所述下夹板442滑动连接,且分别贯穿所述上夹板441和所述下夹板442,所述底部锁紧件444与所旋转螺杆443转动连接,并与所述下夹板442抵接,且位于所旋转螺杆443靠近所述下夹板442的一端,所述顶部锁紧件445与所述旋转螺杆443转动连接,并与所述上夹板441抵接,且位于所述旋转螺杆443靠近所述上夹板441的一端。
在本实施方式中,所述底座1为模具的下层,所述上盖3为模具的上层,所述上盖3与所述底座1盖合,在所述上盖3的底部粘接固定有所述缓冲垫板41,所述缓冲垫板41为硅胶材质,并为矩形体,由于所述缓冲垫板41的材质具有回弹性,进而使得所述上盖3与所述底座1接触时,对所述上盖3和所述底座1的接触进行缓冲;在所述上盖3的底部两侧端分别螺纹安装有所述缓冲液压伸缩杆42,所述缓冲液压伸缩杆42的底部螺纹安装在所述底座1上,并伸入所述底座1的内部,所述缓冲液压伸缩杆42的内部填充有液压油,并外部为可伸缩的滑杆,在所述缓冲液压伸缩杆42的外侧套设有所述缓冲支撑弹簧43,所述缓冲支撑弹簧43对所述上盖3进行支撑,进而使得所述上盖3在滑动过程中受到所述缓冲液压伸缩杆42和所述缓冲支撑弹簧43的反向支撑力,进而减缓所述上盖3的移动速度,直至与所述底座1接触;在所述上盖3与所述底座1接触后,所述上夹板441对所述上盖3的侧端进行夹持,所述上夹板441为L形,并与所述上盖3侧端进行配合,所述下夹板442对所述底座1的侧端进行夹持,夹持过程中通过所述旋转螺杆443贯穿所述上夹板441和所述下夹板442,由于所述上夹板441和所述下夹板442分别具有贯通的螺纹孔,进而所述旋转螺杆443通过旋转旋入所述上夹板441和所述下夹板442内,并通过在所述旋转螺杆443的底部旋入所述底部锁紧件444,在所述旋转螺杆443的顶部旋入所述顶部锁紧件445,进而所述底部锁紧件444和所述顶部锁紧件445分别对所述下夹板442和所述上夹板441进行夹持固定,从而使得所述底座1与所述上盖3的连接更紧密,进而避免了在进行汽车零部件注塑过程中,注塑料从所述上盖3和所述底座1之间的缝隙内流出。
进一步地,请参阅图1,所述底座1具有弹簧容纳槽11,所述弹簧容纳槽11位于所述底座1靠近所述缓冲支撑弹簧43的一侧,并与所述缓冲支撑弹簧43配合。
在本实施方式中,所述底座1的顶部两侧端分别具有所述弹簧容纳槽11,所述弹簧容纳槽11的截面为圆形,用于对所述缓冲支撑弹簧43进行存放,使得所述上盖3和所述底座1配合时,所述缓冲支撑弹簧43能够完全容纳在所述弹簧容纳槽11内。
进一步地,请参阅图1,所述底座1还具有注塑容纳槽12,所述注塑容纳槽12位于所述底座1内部,并开口位于所述底座1靠近所述上盖3的一侧。
在本实施方式中所述注塑容纳槽12位于所述底座1的顶部用于对注塑料进行存放,进而使得汽车零件能够在所述注塑容纳槽12内成型。
进一步地,请参阅图3,所述上盖3具有顶部凸起31,所述顶部凸起31位于所述上盖3靠近所述上夹板441的一侧;所述上夹板441具有顶部凹槽4411,所述顶部凹槽4411位于所述上夹板441靠近所述顶部凸起31的一侧,并与所述顶部凸起31配合。
在本实施方式中,所述上盖3的顶部侧面具有矩形的所述顶部凸起31,所述顶部凸起31与所述上夹板441的所述顶部凹槽4411配合,进而使得所述上夹板441与所述上盖3的连接更紧密。
进一步地,请参阅图3,所述底座1还具有底部凸起13,所述底部凸起13位于所述底座1靠近所述下夹板442的一侧;所述下夹板442具有底部凹槽4421,所述底部凹槽4421位于所述下夹板442靠近所述底部凸起13的一侧,并与所述底部凸起13配合。
在本实施方式中,所述底座1的底部侧面具有矩形的所述底部凸起13,所述底部凸起13与所述下夹板442的所述底部凹槽4421配合,进而使得所述下夹板442与所述底座1的连接更紧密。
进一步地,请参阅图1,所述基于CAE技术的汽车零部件注塑模具100还包括密封圈5,所述密封圈5与所述底座1固定连接,并位于所述底座1靠近所述注塑容纳槽12的一侧。
在本实施方式中,所述密封圈5为橡胶材质,并粘接在所述注塑容纳槽12的外侧一周,对所述注塑容纳槽12进行包围,所述上盖3与所述底座1接触时挤压所述密封圈5,进而使得所述上盖3与所述底座1的连接密封性更好。
进一步地,请参阅图3,所述基于CAE技术的汽车零部件注塑模具100还包括注塑连接头6,所述注塑连接头6与所述上盖3固定连接,并贯穿所述上盖3,且与所述注塑容纳槽12贯通。
在本实施方式中,所述注塑连接头6安装在所述上盖3的顶部,并通过管道伸入到所述上盖3的内部,且贯穿所述上盖3,所述注塑连接头6通过导管与外部连通,并且能够在所述上盖3和所述底座1配合完成后,通过所述注塑连接头6将注塑材料导入到所述底座1的所述注塑容纳槽12内。
请参阅图4,一种基于CAE技术的汽车零部件注塑加工工艺,包括如下步骤:
S801:驱动上盖3朝向底座1移动,缓冲液压伸缩杆42和缓冲支撑弹簧43对所述上盖3的移动进行抵接减缓,直至与所述底座1配合;
S802:将上夹板441夹持在所述上盖3的顶部,下夹板442夹持在所述底座1的底部;
S803:将旋转螺杆443分别穿过所述上盖3和所述底座1;
S804:底部锁紧件444与所述旋转螺杆443螺纹转动,直至与所述底座1抵接,顶部锁紧件445与所述旋转螺杆443转动,直至与所述上盖3抵接。
在本实施方式中,所述上夹板441对所述上盖3的侧端进行夹持,所述下夹板442对所述底座1的侧端进行夹持,所述旋转螺杆443通过旋转旋入所述上夹板441和所述下夹板442内,并通过在所述旋转螺杆443的底部旋入所述底部锁紧件444,在所述旋转螺杆443的顶部旋入所述顶部锁紧件445,进而所述底部锁紧件444和所述顶部锁紧件445分别对所述下夹板442和所述上夹板441进行夹持固定,从而使得所述底座1与所述上盖3的连接更紧密,进而避免了在进行汽车零部件注塑过程中,注塑料从所述上盖3和所述底座1之间的缝隙内流出。
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
- 基于CAE技术的汽车零部件注塑模具及加工工艺
- 一种基于CAE技术的分散浇口式注塑模具