孔道加工设备及其方法
文献发布时间:2023-06-19 19:14:59
技术领域
本发明属于孔道加工技术领域,特别是涉及一种孔道加工设备及其方法。
背景技术
模具或特殊零件等加工件内部的孔道通常只能设计成直线延伸,主要是因为现有加工技术面对瓶颈,而无法轻易对加工件内部非直线延伸的弯曲孔道的孔壁进行研削修整等加工作业,使得加工件内部的弯曲孔道的孔壁的粗糙度与形貌尺寸精度无法达到规格需求。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种孔道加工设备及其方法,用于解决现有技术对加工件内部的弯曲孔道的孔壁无法有效加工的问题。
为实现上述目的及其他相关目的,本发明提供一种孔道加工设备,用于在对一加工件内部的一弯曲孔道进行放电加工,该孔道加工设备包括:一电极体,该电极体用于执行一放电加工作业,且具有一第一端与一第二端;一第一引导体,该第一引导体邻近该电极体的该第一端;一第二引导体,该第二引导体邻近该电极体的该第二端;一牵引机构,该牵引机构串接该第一引导体、该第二引导体与该电极体;一致动机构,该致动机构串接该牵引机构;以及一电源,该电源串接该牵引机构;当该电极体执行该放电加工作业时,该致动机构对该牵引机构提供动能,使该牵引机构执行一牵引作业而牵引该第一引导体、该第二引导体与该电极体于该弯曲孔道中移动,当该牵引机构执行该牵引作业时,该第一引导体或该第二引导体会受到该弯曲孔道的孔壁的支撑,而带动该电极体沿着该弯曲孔道的中心部位移动,此时,该电源通过该牵引机构对该电极体提供电能,使该电极体位于该弯曲孔道的中心部位,以对该加工件的该弯曲孔道的孔壁进行放电加工。
针对前述的孔道加工设备,可选择性地,该牵引机构具有一第一牵引线与一第二牵引线,该第一牵引线连接该电极体的该第一端,该第二牵引线连接该电极体的该第二端;当该电极体执行该放电加工作业时,该第一牵引线或该第二牵引线可分别于该第一端或该第二端对该电极体提供一牵引力,而牵引该电极体移动使该电极体可在该弯曲孔道中进行往返移动。
针对前述的孔道加工设备,可选择性地,该第一牵引线或该第二牵引线为电线,该电源通过该第一牵引线或该第二牵引线对该电极体提供电能。
针对前述的孔道加工设备,可选择性地,该牵引机构还具有一牵引力维持结构,该牵引力维持结构用于维持该第一牵引线与该第二牵引线的该牵引力的大小。
针对前述的孔道加工设备,可选择性地,该牵引力维持结构包含一滑轮组与一止逆机构,该滑轮组包括一动滑轮与一静滑轮,该止逆机构包含一棘轮,其中,该止逆机构与该动滑轮连接该致动机构,使该止逆机构与该动滑轮跟该致动机构连动,当该致动机构的动能使该第一牵引线移动一牵引距离时,该动滑轮可跟该致动机构连动,该静滑轮可改变该第二牵引线的延伸方向,使该第二牵引线移动该牵引距离,且该棘轮止挡该第二牵引线逆向回收,使该第一牵引线与该第二牵引线的总长度固定,以维持该第一牵引线与该第二牵引线的拉紧状态,使该第一牵引线与该第二牵引线的牵引力大小固定。
针对前述的孔道加工设备,可选择性地,该第一引导体、该第二引导体或该电极体为一球状块状体或一锥状块状体。
针对前述的孔道加工设备,可选择性地,该孔道加工设备还包括一加工液提供模块,该加工液提供模块提供一放电加工液,该第一引导体具有一第一流道,该第一流道提供该放电加工液流过该第一引导体;该第二引导体具有一第二流道,该第二流道提供该放电加工液流过该第二引导体。
针对前述的孔道加工设备,可选择性地,该电极体的表面具有至少一槽沟结构,该槽沟结构提供流过该放电加工液,且该槽沟结构具有一推抵面,该放电加工液可通过该推抵面推动该电极体在该弯曲孔道中转动,以对该加工件的该弯曲孔道的孔壁进行均匀的放电加工。
针对前述的孔道加工设备,可选择性地,该电极体具有偏离中心的一偏心连接部位,该牵引机构连接该偏心连接部位,使该牵引机构偏心牵引该电极体移动,以增加该电极体受到牵引时在该弯曲孔道中的移动范围,以扩大该电极体对该加工件的该弯曲孔道的孔壁进行放电加工的范围。
另外,本发明还提供一种孔道加工方法,用于在对一加工件内部的一弯曲孔道进行放电加工,该孔道加工方法包括以下步骤:提供用于执行一放电加工作业的一电极体;以及提供一引导机构,该引导机构邻近该电极体;当该电极体执行该放电加工作业时,使该引导机构受到该弯曲孔道的孔壁的支撑,而带动该电极体沿着该弯曲孔道的中心部位移动,使该电极体可位于该弯曲孔道的中心部位,以对该加工件的该弯曲孔道的孔壁进行放电加工。
相较于现有技术,本发明的孔道加工设备及其方法,通过加工件内部的弯曲孔道的孔壁可支撑与电极体连动的引导机构移动,迫使电极体于弯曲孔道的中心部位移动,而优化电极体对弯曲孔道的孔壁的放电加工效果,以对加工件内部的弯曲孔道进行研削修整等精密加工作业,使加工件内部弯曲孔道的孔壁的粗糙度与形貌尺寸精度达到规格需求,而解决加工件内部的弯曲孔道的孔壁无法有效加工等技术问题。
附图说明
图1至2显示为本发明的孔道加工设备于一实施例中的使用状态示意图。
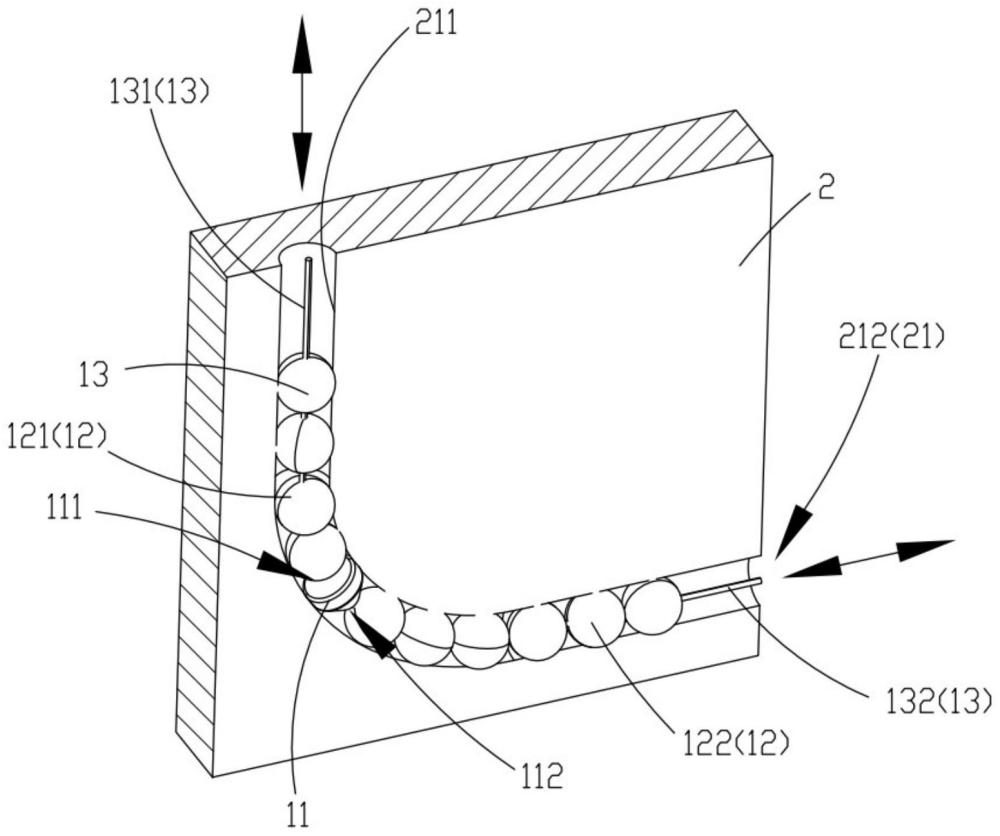
图3显示为本发明的孔道加工设备于一实施例中的运作原理示意图。
图4显示为本发明的孔道加工设备的止逆机构于一实施例中的示意图。
图5显示为本发明的孔道加工设备的电极体于一实施例中的示意图。
图6显示为图5所示电极体于一实施例中的使用状态示意图。
图7显示为本发明的孔道加工设备的电极体于另一实施例中的示意图。
图8显示为图7所示电极体于一实施例中的使用状态示意图。
图9显示为图7所示电极体于另一实施例中的使用状态示意图。
图10显示为本发明的引导体为锥状块状体于一实施例中的示意图。
图11显示为图7所示电极体于又一实施例中的使用状态示意图。
符号说明
1 孔道加工设备
11 电极体
111 第一端
112 第二端
113 槽沟结构
1131 推抵面
114 偏心连接部位
12 引导机构
121 第一引导体
1211 第一流道
122 第二引导体
1221 第二流道
13 牵引机构
131 第一牵引线
132 第二牵引线
133 牵引力维持结构
1331 滑轮组
13311 动滑轮
13312 静滑轮
1332 止逆机构
13321 棘轮
14 电源
15 加工液提供模块
16 致动机构
2 加工件
21 弯曲孔道
211 孔壁
212 中心部位
P1、P2、P3、P4 位置
D1 移动距离
具体实施方式
以下通过特定的具体实施例说明本发明的技术内容,熟悉此技术的人士可由本说明书所揭示的内容轻易地了解本发明的其他优点与功效。本发明亦可通过其他不同的具体实施例加以施行或应用。本说明书中的各项细节亦可基于不同观点与应用,在不背离本发明的精神下,进行各种修饰与变更。
本发明提供一种孔道加工设备及其方法,可以对加工件内部的孔道的孔壁进行放电加工,而对加工件内部的弯曲孔道的孔壁进行研削修整等加工作业,使得加工件内部的弯曲孔道的孔壁粗糙度与形貌尺寸精度达到规格需求。
针对本发明的技术思想,请一并参考图1至图11的揭露。
本发明的孔道加工设备1包括:电极体11、引导机构12、牵引机构13、电源14与致动机构16。所述电极体11用于执行放电加工作业,且具有相对的第一端111与第二端112。电极体11的形体可因应加工件2内部的弯曲孔道21的形状而进行改良设计,举例而言,如图3所示,电极体11为球状块状体,如图5与图7所示,电极体11为锥状块状体。如图1所示,所述电源14与所述致动机构16串接所述牵引机构13,且所述电源14与所述致动机构16可设置于放电加工机台2,以通过放电加工机台2取得电能与动能。
如图3所示,所述引导机构12包括第一引导体121与第二引导体122。第一引导体121与第二引导体122例如由绝缘材料制成,且分别邻近电极体11的第一端111与第二端112。第一引导体121与第二引导体122的形体可因应加工件2内部的孔道21的形状而进行改良设计,举例而言,如图6与图8所示,第一引导体121与第二引导体122为球状块状体,如图10所示,第一引导体121与第二引导体122为锥状块状体。
所述牵引机构13串接第一引导体121、第二引导体122与电极体11,使第一引导体121、第二引导体122与电极体11可同步移动。所述致动机构16串接牵引机构13,而可对牵引机构13提供动能。具体而言,当电极体11执行放电加工作业时,致动机构16可对牵引机构13提供动能,使牵引机构13执行牵引作业而牵引第一引导体121、第二引导体122与电极体11,让第一引导体121、第二引导体122与电极体11于弯曲孔道21中移动,而牵引机构13具有第一牵引线131与第二牵引线132,所述第一牵引线131连接电极体11的第一端111,所述第二牵引线132连接电极体11的第二端112,是以,当电极体11执行放电加工作业时,第一牵引线131可对电极体11的第一端111提供牵引力,或者,第二牵引线132可对电极体11的第二端112提供牵引力,如此,电极体11可以受到第一牵引线131或第二牵引线132的牵引在弯曲孔道21中进行往返移动。此时,电源14可以通过牵引机构13对电极体11提供电能,使电极体11可以对加工件2内部的弯曲孔道21的孔壁211进行放电加工,而对加工件2内部的弯曲孔道21的孔壁211进行研削修整等加工作业。
应说明的是,如图1所示,所述电源14可选择通过第一牵引线131或第二牵引线132对电极体11提供电能,故,第一牵引线131或第二牵引线132可以为电线。孔道加工设备1的致动机构16可对牵引机构13提供动能,而使牵引机构13的第一牵引线131与第二牵引线132执行上述牵引作业。另外,牵引机构13可选择设置牵引力维持结构133,所述牵引力维持结构133用于拉紧第一牵引线131与第二牵引线132,而借以维持第一牵引线131与第二牵引线132的牵引力大小符合预期。
如图1所示,所述牵引力维持结构133可包含滑轮组1331与止逆机构1332,所述滑轮组1331包括一动滑轮13311与一静滑轮13312,其中,止逆机构1332与动滑轮13311连接致动机构16,使止逆机构1332与动滑轮13311可以跟致动机构16连动。
如图1至图2所示,关于滑轮组1331的作用说明如下:当致动机构16由位置P1移动至位置P2时,致动机构16的动能可使牵引机构13的第一牵引线131向下(上)移动距离D1,此时,动滑轮13311可跟致动机构16连动而由位置P3移动至位置P4,另外,静滑轮13312可以改变牵引机构13的第二牵引线132的延伸方向,使第二牵引线132向上(下)移动距离D1,如此,可维持第一牵引线131与第二牵引线132的拉紧状态,使第一牵引线131与第二牵引线132的牵引力大小固定。
关于止逆机构1332的作用说明如下:如图1至图2以及图4所示,所述止逆机构1332包含棘轮13321,当致动机构16的动能使牵引机构13的第一牵引线131向下(上)移动牵引距离D1时,止逆机构1332可跟致动机构16连动,而通过所述棘轮13321止挡第二牵引线132逆向回收,使牵引机构13中的第一牵引线131与第二牵引线132的总长度固定,如此,以达成维持第一牵引线131与第二牵引线132的拉紧状态,使第一牵引线131与第二牵引线132的牵引力大小固定。
于本发明中,当牵引机构13执行牵引作业时,第一引导体121或第二引导体122会受到弯曲孔道21的孔壁的支撑,而带动电极体11沿着弯曲孔道21的中心部位移动,即便所述弯曲孔道21为非直线延伸的弯曲孔道,如图5所示,第一引导体121或第二引导体122亦可受到弯曲孔道21的孔壁211的支撑,使电极体11可位于弯曲孔道21的中心部位212,以对加工件2的弯曲孔道21的孔壁211进行放电加工。应说明的是,由于电极体11沿着弯曲孔道21的中心部位移动,故可以优化电极体11对弯曲孔道21的孔壁211的放电加工效果,而对加工件2内部的弯曲孔道21的孔壁211进行研削修整等精密加工作业,使得加工件2内部的弯曲孔道21的孔壁211的粗糙度与形貌尺寸精度达到规格需求。
于本发明中,孔道加工设备1还包括加工液提供模块15,所述加工液提供模块15提供放电加工液F。如图8所示,第一引导体121具有第一流道1211,以提供放电加工液F流过第一引导体121,相似地,第二引导体122具有第二流道1221,以提供放电加工液F流过第二引导体122。优选地,如图7所示,电极体11的表面具有提供流过放电加工液F的槽沟结构113,槽沟结构113可经过设计而具有推抵面1131,使放电加工液F如图8所示在沟槽结构113中流动时,可推动电极体11在弯曲孔道21中转动,以对加工件2的弯曲孔道21的孔壁211进行均匀的放电加工,进而优化电极体11对弯曲孔道21的孔壁211的放电加工效果,进而提升加工形状精度。另外,于本发明的其他实施例中,电极体11在弯曲孔道21中转动并进行放电加工时,可以使加工件2的弯曲孔道21的孔径扩大。
于本发明中,于图11的实施例中,电极体11具有偏离中心的偏心连接部位114,牵引机构13连接偏心连接部位114,使牵引机构13偏心牵引电极体11移动,以增加电极体11受牵引时在弯曲孔道21中的移动范围,以扩大电极体11对加工件2的弯曲孔道21的孔壁211进行放电加工的范围MZ,进而优化电极体11对弯曲孔道21的孔壁211的放电加工效果。
再者,应说明的是,如图3所示,本发明提供的孔道加工方法,包括以下步骤:提供电极体11,所述电极体11用于执行放电加工作业,且具有第一端111与第二端112;提供例如包含第一引导体121与第二引导体122的引导机构12,所述第一引导体121邻近电极体11的第一端111,所述第二引导体122邻近电极体11的第二端112。当电极体11执行放电加工作业时,使引导机构12的第一引导体121或第二引导体122受到弯曲孔道21的孔壁211的支撑,而带动电极体11沿着弯曲孔道21的中心部位212移动,使电极体11可位于弯曲孔道21的中心部位212,以对加工件2的弯曲孔道21的孔壁211进行放电加工。
综上所述,本发明的孔道加工设备及其方法,通过加工件内部的弯曲孔道的孔壁支撑与电极体连动的引导机构移动,迫使电极体于弯曲孔道的中心部位移动,而优化电极体对弯曲孔道的孔壁的放电加工效果,以对加工件内部的弯曲孔道进行研削修整等精密加工作业,使加工件内部弯曲孔道的孔壁的粗糙度与形貌尺寸精度达到规格需求,而解决加工件内部的弯曲孔道的孔壁无法有效加工等技术问题。
- 床垫弹簧加工设备控制方法、系统及床垫弹簧加工设备
- 轴瓦高精度油线加工设备、加工方法及组装方法
- 微加工方法、模具制造方法和微加工设备
- 一种利用抱箍钻孔攻丝专用加工设备加工抱箍的加工方法
- 一种编织物加工设备及其加工方法
- 用于金属内部散热孔道成形加工的工具及搅拌摩擦焊设备
- 一种挺柱孔道加工设备