铆钉插入方法及设备
文献发布时间:2023-06-19 11:02:01
本发明涉及一种将铆钉插入工件的方法,并且涉及一种相关的设备。
自冲铆钉是一项成熟的技术,其与粘合剂结合使用以将金属工件连接在一起。自冲铆钉用于汽车行业,以将铝制汽车面板连接在一起。由于铝特别柔软,也较易延展,因此特别适合使用自冲铆钉进行连接。在使用自冲铆钉形成的典型接合中,包括两片重叠材料的工件位于适当成形的模具上。自冲铆钉被插入材料片。铆钉的柄穿过上层材料片,然后在进入下层材料片并靠近模具时向外张开(flare)。柄的向外张开可称为使铆钉镦粗(upsetting)。当柄向外张开时,其延伸到下层片中,使得下层片的材料包封柄的张开部分。这在铆钉和下层材料片之间提供了牢固的接合。上层和下层材料片牢固地保持在铆钉的头部和铆钉的张开柄之间,从而在材料片之间形成牢固的接合。在铆钉插入过程期间,下层材料片流入模具并形成材料的所谓圆头部(凸起的圆盘)。以这种方式连接铝片是有效且高效的,并且广泛在汽车工业中在铝制车身车辆的制造期间使用。
尽管自冲铆钉在连接相对柔软和易延展的材料(例如铝)方面非常有效,但它们不太适于连接延展性较差的材料,例如超高强度钢(可以认为是指抗拉强度为800MPa或更高的钢),镁,7000系列铝,铸铝和碳纤维。自冲铆钉应满足两个要求,以形成良好的连接,即穿过工件并向外张开以提供与最低工件的接合(也称为互锁)。在延展性较小的材料中可能难以满足这些要求,因为穿透低延展性材料并且实现足够的张口以在低延展性材料中提供互锁而不引起该材料开裂也具有挑战性。
确保铆钉可以穿透低延展性材料(例如超高强度钢(UHSS))而不会被损坏的一种方法是使用具有很高硬度(例如530HV或更高的硬度)的铆钉。这允许铆钉穿透UHSS而不会塌陷。但是,具有很高硬度的铆钉相对较脆,并且在将其插入工件时经常会出现开裂。这导致接合相对较弱,并且在接合承受动态载荷时(例如,在车辆行驶时可能会经历)容易损坏。
本发明的一个目的是提供一种克服与现有技术有关的缺点的方法和设备。该方法和设备可以适合于接合包括UHSS,镁,7000系列铝,铸造铝,碳纤维或其他低延展性材料的工件。
发明内容
根据本发明的第一方面,提供了一种使用铆钉插入设备来将铆钉插入工件的方法,该方法包括在第一铆钉插入步骤期间,使用冲头和模具将铆钉驱动到工件中,使得工件材料块从工件上移除,并进入设置在模具中的孔洞中,从而修改或更换模具以提供接收铆钉的模具表面,然后在第二铆钉插入步骤期间,使用冲头将铆钉进一步驱动到工件中,使得铆钉的柄被接收铆钉的模具表面镦粗。
在第二步骤结束时,铆钉的头部可以相对于工件的上表面停在期望的位置。例如,头部可以与工件的上表面接触。
本发明的实施例允许在两个分开的操作中冲孔然后锻造工件,而不需要在工件的两侧上提供能够施加数十kNs的力的致动器。
在整个铆钉插入过程期间,可以通过铆钉插入设备的鼻部鼻部将工件夹持至模具组件。
在某些情况下,在第一铆钉插入步骤之后并在第二铆钉插入步骤之前,铆钉的柄的底端不延伸超过工件。在第二铆钉插入步骤之前,铆钉的杆的底端可以与工件的最下表面大体齐平。在其他情况下,柄的底端可以延伸超过(例如稍微超过)工件的最下表面。
更换模具可以包括移除设置有孔洞的模具,并且将其替换为具有接收铆钉的模具表面的模具。
修改模具可以包括移除模具的内部部分,并且将其替换为包括接收铆钉的模具表面的模具内部部分。
铆钉可以包括部分地沿着铆钉的柄的特征,该特征增加了铆钉和工件之间的接合,使得当特征与工件接触时,将铆钉推入工件所需的力增大。
铆钉插入设备可以接收指示铆钉位置的反馈,并且可以当第一铆钉插入步骤已经将铆钉插入到期望位置时停止施加力。
根据本发明的第二方面,提供了一种铆钉插入设备,其包括鼻部组件,冲头和模具组件,其中,模具组件包括具有夹持表面的模具壳体,该夹持表面被配置为接收由鼻部组件夹持在夹持表面上的工件,并且其中,模具组件还包括被配置为在包括孔洞的模具和具有接收铆钉的表面的模具之间交换的模具更换设备,或者包括被配置为将包括模具孔洞的模具内部部分与包括接收模具的表面的模具内部部分交换的模具修改设备。
模具更换设备可以包括两个模具,它们被保持在枢转支撑件上,该枢转支撑件允许一个模具或另一模具移动到模具组件中的接收铆钉的位置。
模具修改设备可以包括在其中设置有模具孔洞的可轴向移动杆,并且可进一步包括可移除模具件,该可移除模具件包括接收铆钉的表面,该可移除模具件可移动到可轴向移动杆的一端的位置或从该位置移动。
模具组件可以包括锁,该锁被配置为将模具或模具内部部分保持在适当的位置。
模具组件可以进一步包括被配置为移动模具或模具内部部分的电动致动器或气动致动器。
铆钉插入设备可以包括控制器,该控制器被配置为接收指示铆钉的位置的反馈。控制器可以被配置为当第一铆钉插入步骤已经将铆钉插入到期望位置时停止施加到铆钉的力。
根据本发明的第三方面,提供了一种铆钉,其包括头部和圆柱柄,其中,铆钉设有多个肋,该多个肋从铆钉的柄中间向上延伸到头部的下侧。
当肋朝向头部延伸时,肋可以向外逐渐变细。
根据本发明的第四方面,提供了一种铆钉,其包括头部和设置有凹部的圆柱柄,其中,柄包括上部和下部,上部具有大于下部的直径的直径。凹部可具有小于柄的下部的长度的深度。
倒角或弯曲的过渡部可以在柄的上部和下部之间延伸。
根据本发明的第五方面,提供了一种包括头部和圆柱柄的铆钉,其中,铆钉设有围绕柄周向地延伸的脊。
脊可以具有弯曲的外表面。
根据本发明的第六方面,提供了一种包括头部和圆柱柄的铆钉,其中,铆钉设置有在铆钉柄周围延伸的滚花带。
根据本发明的第七方面,提供了一种车辆,其包括使用本发明的第一方面的方法形成的铆接接合。
上面关于本发明的方面中的一个的特征所阐述的优点同样适用于具有相同或等同特征的本发明的其他方面。上面关于本发明的任何一个方面阐述的可选特征可以与本发明的任何其他方面结合。
现在将参考附图仅以举例的方式描述本发明的具体实施方式,其中:
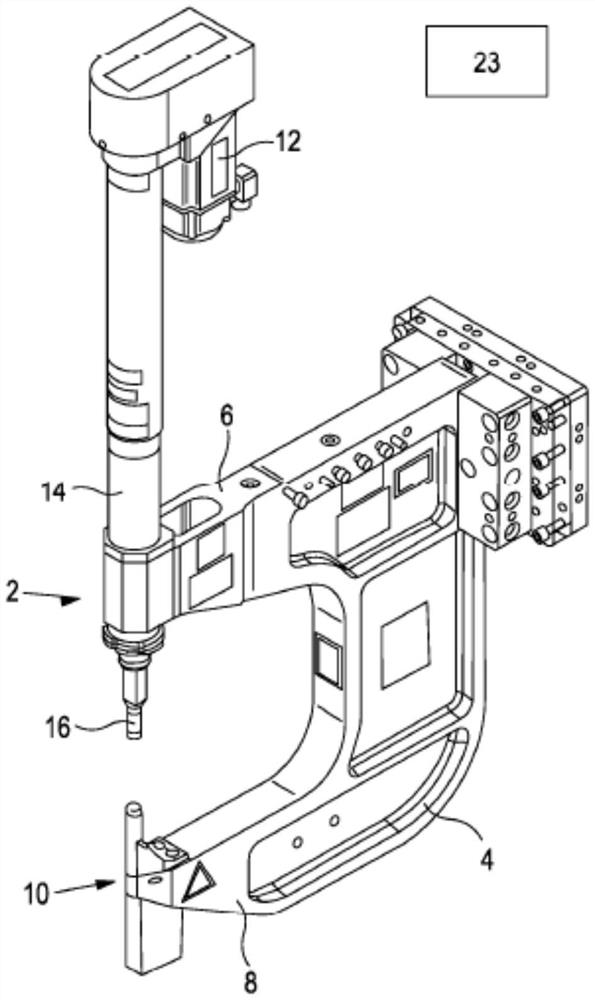
图1是根据本发明的一个实施例的铆钉插入设备的透视图;
图2是可以形成图1的铆钉插入设备的一部分的模具组件和鼻部的剖视图,其与铆钉和工件一起示出;
图3是与图2相同的剖视图,但示出了在第一铆钉插入步骤期间铆钉到工件中的插入;
图4是相同的剖视图,但是描绘了模具组件的模具的修改;
图5和图6是模具组件的一部分的透视图,其更详细地描绘了模具的修改;
图7是与图2至图4相同的剖视图,但示出了在第二铆钉插入步骤期间铆钉到工件中的进一步插入以及铆钉柄的锻造;
图8是与图7相同的剖视图,但示出了鼻部的缩回和模具的修改;
图9和图10是模具组件的一部分的透视图,其更详细地描绘了模具的修改;
图11A至图11C描绘了根据本发明的一个实施例的铆钉;
图12描绘了根据本发明的另一实施例的铆钉;
图13描绘了根据本发明的另一实施例的铆钉;以及
图14描绘了根据本发明的另一实施例的铆钉。
图1示出了根据本发明的一个实施例的铆钉插入设备2和相关的承载件。承载件包括具有上钳口6和下钳口8的C形框架4。模具组件10设置在C形框架的下钳口8上。铆钉插入设备2将铆钉插入位于模具组件10上方的工件(未示出)中,如下文进一步所述。
铆钉插入设备2包括电驱动器12,该电驱动器12操作以驱动惯性驱动的往复冲头(在图1中被隐藏),该往复冲头在圆柱形壳体14和鼻部组件16中轴向移动。尽管示出了惯性电驱动器,但是可以使用其他形式的驱动器。例如,电驱动器可以包括直接驱动冲头的电动机(并且可以基于关于冲头的位置的实时反馈来控制该电动机)。在另一示例中,可以使用液压驱动器。然而,电驱动器可能是优选的,因为它不需要输送液压流体(输送液压流体可能很困难,并且如果液压流体泄漏,则可能带来健康和安全风险)。往复冲头用于将铆钉从鼻部组件16中穿过工件(未示出)插入。铆钉插入设备2还可包括附加的驱动器(未示出),该附加驱动器可用于在铆钉插入过程期间和铆钉镦粗期间将鼻部组件16夹持在工件上(如下文进一步描述)。电驱动器12和附加的驱动器可以是可独立控制的(例如,使用控制设备)。附加的驱动器可以例如是电驱动器或液压驱动器。在US5752305中描述了可用于将鼻部组件16夹持在工件上的驱动器的示例,其内容通过引用并入本文。
铆钉在空气或气体压力下经由输送管(未示出)供应到鼻部组件16。然后,铆钉穿过工件插入。在替代布置中,铆钉可通过运输在承载件带(未示出)中供应到鼻部组件16。
控制系统23被配置为控制铆钉到鼻部组件16的输送,并且被配置为控制往复冲头的操作。控制系统23还可以控制铆钉插入设备2的其他部分,例如使冲头移动的驱动器和使鼻部移动的驱动器。控制系统23可以包括处理器和存储器,该存储器存储关于铆钉插入设备2的操作的指令。处理器可以处理指令并提供控制铆钉插入设备2的操作的输出。
图2示出了根据本发明的一个实施例的模具组件10的剖视图,其与铆钉插入设备的工件24和鼻部26一起示出。铆钉插入设备可以对应于图1所示的铆钉插入设备2(其中鼻部26形成图1所示的鼻部组件16的一部分)。模具组件包括壳体30和可在壳体内移动的杆32。模具组件包括基部33,该基部33附接到C形框架的下钳口8(均示意性地示出)。致动器31(示意性地示出)在壳体30内沿轴向方向移动杆32。致动器31可以是电动的。出于下面进一步阐述的原因,致动器31不需要施加用于铆钉设置所需大小的力。因此,可以使用比用于驱动冲头的惯性驱动装置更紧凑的电动致动器。可以使用其他形式的致动器。例如,可以使用气动致动器。
当杆32处于图2所示的位置时,锁(未示出)将杆32锁定在适当的位置,使得杆不能轴向移动。在一个实施例中,锁是销,该销进入形成在杆32中的开口(例如,盲孔)。该开口可以在横向于轴向方向的方向上延伸到杆32中。致动器(例如电动或气动的)可用于使销移动以与杆32接合和脱离接合,从而锁定和解锁杆。
在替代的锁中,当杆32移动到图2所示的位置时,杆32可以旋转(例如部分旋转)。杆32可以设置有销,当其旋转时,该销进入壳体30中的狭槽中。狭槽可以例如横向于轴向方向延伸,使得当销位于狭槽中时,杆32不能沿轴向方向移动。当期望轴向移动杆32时,可以旋转杆,以使得销离开狭槽,从而允许杆32在轴向方向上移动。可以提供多于一个的销和相关的狭槽。在替代布置中,杆32可以设置有狭槽,并且壳体30可以设置有销。
铆钉插入工具2的鼻部26可以使用压缩螺旋弹簧以已知的方式夹持到工件24。压缩螺旋弹簧(未示出)容纳在鼻部组件16中并且向下偏置鼻部26。当C形框架4已经移动到工件24上的位置时,鼻部26前进到设定位置。当鼻部26处于设定位置时,螺旋弹簧向工件施加夹持力。
壳体30的上端形成模具组件10的模具37的外部部分34,并且杆32的上端形成模具的内部部分36。孔洞38从杆的上端开始在杆32内向下延伸。孔洞38的上端提供由模具外部部分34和模具内部部分36形成的模具37的中心开口。由模具外部部分34,模具内部部分36和孔洞38形成的模具37可以称为冲孔模具37,因为它允许铆钉穿过工件24冲出孔。
杆32中的孔洞38包括圆柱形上部分40,逐渐变细的中间部分42和下圆柱形部分44。下圆柱形部分34具有大于上圆柱形部分40的直径。这允许工件材料块顺畅地向下行进到孔洞38的下圆柱形部分44(如下文进一步描述)。在替代实施例(未示出)中,孔洞的上部可以向外逐渐变细(即,模具的上部不是圆柱形的)。
向内台阶46设置在杆32的上端附近。相应的向内台阶48设置在壳体30中。台阶46、48被配置为使得当杆32在壳体30内向上移动时,台阶确定杆相对于壳体的最终位置。台阶46、48例如可以被布置为使得当台阶彼此接合时,由壳体30形成的模具外部部分34的最上表面与由杆32形成的模具内部部分36的最上表面共面(或大体共面)(如图所示)。台阶46、48一起作用以形成硬质止动件,该硬质止动件限制杆32的轴向运动。
模具组件10还包括可移除的模具件50和枢转臂52。这些在下面进一步详细描述。模具组件10被固定到C形框架的下钳口8(例如,如图1所示的类型)。
在使用中,杆32最初被定位成使得其在壳体30上接合(杆32的台阶46与壳体的台阶48接合)。模具外部部分34,模具内部部分36和孔洞38的上部40配合以形成具有平坦(或大体平坦)最上表面的模具37。操纵保持铆钉插入设备2的C形框架4(参见图1),使得工件24位于铆钉插入设备的模具组件10和鼻部组件16之间。在一个实施例中,工件可以包括由超高强度钢(UHSS)形成的上层60,并且可以进一步包括UHSS或某种其他材料的下层。其他材料也可以是低延展性的,例如,镁,7000系列铝,铸铝或碳纤维。铆钉插入设备的鼻部26朝向模具37移动,并且鼻部将工件24夹持在鼻部和模具之间。鼻部上设置有铆钉5。冲头3用于将铆钉驱动到工件24中。
参照图3,铆钉5与模具37一起从工件24切下料块60a,62a。料块60a,62a被推入孔洞38的上部40,然后穿过孔洞的向外逐渐变细的中间部分42。然后,料块60a,62a向下掉落穿过孔洞38的下圆柱形部分44。模具37的圆柱形上部40具有大于铆钉柄7的直径的直径(例如,具有比铆钉柄的直径大至少0.1mm的直径)。孔洞38的上部40与铆钉的柄7一起确定从工件24切下的料块60a,62a的直径。由于这些直径小于孔洞38的下圆柱形部分44的直径,所以这些料块能够容易地行进并且不受阻碍地向下通过孔洞的下圆柱形部分。图3描绘了在料块60a,62a沿孔洞38的下圆柱形部分44下降途中的料块60a,62a。
孔洞38的上部40的直径例如可以比铆钉柄7的直径(在将铆钉插入工件24之前测量)大高达约30%。当孔洞38的上部40的直径明显大于铆钉柄7的直径(例如,大10%或更多)时,这将导致由铆钉5在工件中切出的孔向外逐渐变细。也就是说,工件中的孔的最下端将具有比工件中的孔的最上端大的直径。这有利地提供逐渐变细的空间,在随后的步骤期间,铆钉可以在该空间中被锻造成向外(下面进一步描述)。
在图3中,铆钉5已经插入到工件24中。但是,铆钉5的柄7没有发生明显的张开,并且因此在铆钉和工件的下层62之间没有明显的互锁。该方法的后续步骤提供了这种互锁。从图3中可以看出,铆钉5没有被完全驱动到工件24中。相反,铆钉5已经被部分地驱动到工件24中。铆钉5的柄7的底端与工件24的最下表面大体齐平。在其他实施例中,柄7可以不与工件24的最下表面大体齐平。但是,在所有实施例中,铆钉5在该阶段还没有完全插入工件24中(即,还需要发生进一步的铆钉插入步骤)。总体上,在第一铆钉插入步骤之后,铆钉头部9的上表面可以例如位于工件24的上表面之上的1至4毫米之间。
冲头3从铆钉5缩回,如图4所示。杆32从铆钉5和工件24缩回。鼻部26继续将工件24夹持在壳体30的上端上。尽管模具内部部分36已通过杆32的缩回而从工件24移除,但是模具外部部分34仍保持在工件的适当位置上。
在图5和图6中还示出了杆32从其初始位置的缩回(图5示出了处于其初始位置的杆,并且图6示出了在其缩回时的杆)。首先参考图5,杆32,可移除的模具件50,枢转臂52和基部33均以透视图示出。杆32包括狭槽35,该狭槽35凹入到杆32中并且沿杆的部分延伸。在杆的相对侧上提供了相应的狭槽(未示出)。可移除的模具件50包括设置有销(未示出)的臂53,该销接收在狭槽35中。狭槽35允许可移除的模具件50沿着杆32上下移动。
当杆缩回时,可移除的模具件50首先与杆32一起移动。作为该运动的结果,可移除的模具件50与枢转臂52的肩部51接触。枢转臂52的肩部51防止可移除的模具件50进一步向下运动。因此,随着杆32继续向下移动,可移除的模具件50沿着杆32中的狭槽35向上移动。这种运动一直持续到可移除的模具件50到达狭槽35的顶部为止。然后,杆32进一步的向下移动使可移除的模具件50绕臂53上的销旋转,如图4和图6所示。可移除的模具件50的旋转一直持续到可移除的模具件安置于杆的上端为止。
参照图7,杆32被缩回足够远以使得可移除的模具件50被枢转臂52的肩部51推动,直到其正好位于杆的端部上方。然后杆向上移动和重新向着铆钉5和工件24移动。可移除的模具件50包括接收铆钉的模具表面54。接收铆钉的模具表面54可以在其中心包括突起55(可以称为凸点(pip))。在其他实施例中,接收铆钉的模具表面54可以是大体平坦的。可移除的模具件50还包括上部56和下部57。下部57比上部56宽,并且在上部和下部之间具有台阶58。该台阶58被配置为与模具组件壳体30中的台阶48接合。台阶48、58之间的接合防止杆32和可移除的模具件51进一步向上移动。
图7杆32已经向上移动,直到可移除的模具件50的台阶58与模具组件10的壳体30的台阶48接合。台阶58和可移除的模具件50(不包括凸点55)的接收铆钉的模具表面54之间的间隔小于台阶48和壳体30的最上表面之间的间隔。因此,接收铆钉的模具表面54不与外模具部分34共面。可移除的模具件50不与工件24接触,而是在接收铆钉的模具表面54和工件24之间存在间隙70。模具外部部分34和接收铆钉的模具表面54一起形成模具39,该模具39可用于使铆钉的柄7镦粗。这可以被称为锻造,并且模具39可以被称为锻造模具39。
壳体30的台阶48和可移除的模具件50的台阶58共同作用以形成硬质止动件,该止动件限制了杆32的轴向运动。接收铆钉的模具表面54(不包括凸点55)与由壳体30形成的外模具部分34的上表面之间的间隔可以例如为约1.5mm(例如,正负0.5mm)。该间隔可以对应于从接收铆钉的模具表面54突出的凸点55的高度。接收铆钉的模具表面54和外模具部分34的上表面之间的间隔的大小确定了铆钉柄7的长度,其在锻造步骤之后(即当接合完成时)从工件上伸出。在一个实施例(未示出)中,接收铆钉的模具表面54可以与外模具部分34的上表面大体齐平,在这种情况下,当接合完成时,铆钉杆7可与工件24的最下表面大体齐平。总体上,接收铆钉的模具表面54(不包括凸点55)与外模具部分34的上表面之间的间隔可为高达2mm或高达3mm(或者如上所述可以不存在任何间隔)。
一旦杆32就位,在可移除的模具件的台阶58与壳体30的台阶48接合的情况下,冲头3向下移动,使得冲头3再次向下驱动铆钉5。该第二铆钉插入步骤将铆钉5进一步向下推动,使得铆钉的头部9被压入工件24的上层60中。同时,柄7的底端被压靠在可移除的模具件50的接收铆钉的模具表面54上。如图所示,这使柄7向外张开。柄7的张开可由从接收铆钉的模具表面54突出的凸点55促进。
在该第二铆钉插入步骤期间,鼻部26继续将工件24夹持到模具组件10的壳体30上。作为第二铆钉插入步骤的结果,如图7所示,柄7的底端向外张开并与工件的下层62形成互锁。另外,头部9被压入工件的上层60中并且与上层形成互锁。因此,铆钉3在工件24中形成接合,该接合与工件的上层60和下层62互锁。
在工件上切出向外逐渐变细的孔的好处在于,在锻造步骤期间,存在有一空间以供铆钉杆7变形,而无需铆钉柄将工件材料向外推。例如,如果工件包括具有较低延展性的最下层片(例如,UHSS,镁,7000系列铝,铸造铝或碳纤维),这可能是有利的,因为铆钉柄可能很难将低延展性的片向外推而不损坏片或铆钉。
应当注意,在整个上述铆钉插入过程中,铆钉插入设备的鼻部26将工件24夹持在鼻部和由壳体30形成的外模具部分34之间。也就是说,鼻部26在第一铆钉插入步骤(冲孔步骤)之前将工件24夹持到壳体30,并且保持在适当位置直到第二铆钉插入步骤(锻造步骤)完成之后。这确保了在整个铆钉插入过程中,工件24和铆钉5保持与冲头3和模具37对准。如果在冲孔步骤之后要释放鼻部,那么将难以确保锻造步骤中的冲头3和模具37对准。另外,工件24的层60、62可以弹开,因为在铆钉的柄与最下面的工件层62之间没有互锁。在铆钉插入过程期间,夹持还防止或最小化工件24的弯曲。
参照图8,冲头3在鼻部26内缩回,并且鼻部26从工件24缩回。杆32在壳体30内缩回并且远离工件24。图9和图10以透视图示出如何从杆32的端部移除可移除的模具件50。首先参见图9,当杆32缩回时,臂53的底角部分与凸轮表面41接触。凸轮表面也可以在图8中看到。该凸轮表面可以例如形成壳体30的一部分或基部33的一部分。凸轮表面41推靠在臂53的底角部分上。相应的凸轮表面可以推向可移除的模具件50的另一臂的底角部分(未示出)。如图10所示,推向臂53的底角部分的凸轮表面导致可移除的模具件50绕销(未示出)旋转。这使可移除的模具件50返回到杆32的一侧的原始位置。
杆32随后可朝着壳体30的顶部向上移动,以便将杆返回到图2中描绘的位置。枢转臂52可被弹性地偏置,例如通过诸如扭力弹簧之类的弹簧(未示出),使得枢转臂压在杆32上。在杆32的向上运动期间,枢转臂52通过与枢转臂的凸轮表面72的接合被可移除的模具件50推向一边。一旦可移除的模具件59已经移动超过枢转臂,则施加到枢转臂52的弹性偏置使枢转臂移回与杆32接合。因此,杆32和可移除的模具件50返回到图2中描绘的配置。然后,铆钉插入设备2可以用于将另一铆钉插入工件24或不同的工件中。在替代布置中,可以设置止动件,该止动件限制枢转臂52的旋转运动,使得其不与杆32接合。
在图2至图6中未详细示出致动器31。可以使用任何合适的致动器,例如,如US9387557中所描绘的致动器,其通过引用并入本文。
与现有技术相比,本发明的优点在于,不需要在铆钉插入设备2的模具侧设置致动器,其能够施加足够的力以使铆钉3的柄7变形。使铆钉的柄7变形所需的力可以是数十kN(例如70kN或更大)。相反,其所需要的是致动器,其提供足够的力来移动杆32(例如,几kN或更小)。锁(如上所述)将杆32保持在适当的位置。锁足够强以承受使铆钉的柄7变形所需的力。使用由驱动器12驱动的冲头3施加使铆钉5的柄7变形的力。因此,驱动冲头3的驱动器12用于初始的铆钉插入步骤(可以称为冲孔步骤),及用于后续的铆钉柄张开步骤(可以称为锻造步骤)。这代替在铆钉侧上使用驱动器进行冲孔步骤,以及在模具侧上使用驱动器进行锻造步骤。
如果将能够提供铆钉变形力的驱动器放置在设备的模具侧上,则它将占据很大的体积。例如,所占据的体积将类似于图1所示的壳体14和电驱动器12所占据的体积。应当理解,除了在相对侧上具有这样的驱动设备之外,在模具侧上具有这种大的驱动设备将产生非常笨重的设备。这种笨重的设备将难以操纵,并且将无法进入狭窄空间内的工件位置(例如,在难以接近的车辆零件中)。通过本发明的实施例避免了该潜在问题,因为在铆钉侧上的驱动器12用于冲孔步骤和随后的锻造步骤。
可以使用液压致动器提供铆钉锻造力。液压致动器相对紧凑,并且可以比电驱动器占用更少的体积。然而,优选地,不使用液压致动器,因为这可能难以输送液压流体,并且因为存在与液压流体相关的健康和安全问题。
本发明的实施例的另一优点在于,因为仅使用了能够施加铆钉变形力的单个驱动器,所以设备的成本较低(与在铆钉侧和模具侧上设置能够施加铆钉变形力的驱动器的设备相比)。另一个优点是减少了铆钉插入设备的总重量(能够施加铆钉变形力的驱动器很重)。有利地,这允许使用机械臂更容易地操纵铆钉插入设备。
如果试图通过对铆钉5的柄7的底端施加力来执行锻造步骤,则存在将铆钉向上推出工件的风险。通过本发明的实施例避免了这种风险。
再次参考图3,在第一铆钉插入步骤之后,铆钉3的头部9突出于工件24的上表面。柄7的最下端与工件24的最下表面齐平(或大体齐平)。在第一铆钉插入步骤(可以称为冲孔步骤)之后,该铆钉的位置是理想的,因为它允许在第二铆钉插入步骤(可以称为锻造步骤)期间使铆钉进一步向下移动。需要铆钉3在锻造步骤期间的这种向下运动,以使铆钉的柄抵靠可移除的模具件50变形。
当铆钉插入到工件中时,插入所需的力根据铆钉在工件中的插入深度而逐渐增加。特别地,当铆钉头插入工件中时,需要附加的力。这是因为头部的表面积很大,并且需要将该面积压入工件的上层。由于插入铆钉所需的力根据铆钉插入深度而增加,因此可以经由选择在冲孔步骤期间施加到铆钉的力来控制铆钉插入的深度。可以例如基于计算来选择该力,该计算考虑了工件的层(特别是UHSS上层60)的抗拉强度,工件层的厚度以及铆钉的特性。附加地或替代地,可以使用试验铆钉插入来确定要使用的期望的铆钉插入力。如果使用惯性驱动器将铆钉驱动到工件中,则施加在冲头上的力是预先确定的,并且一旦冲孔步骤开始就无法改变。因此,在冲孔步骤发生之前确定在冲孔步骤期间将施加的力可能是有利的。
在替代示例中,施加在冲头3上的力可以在铆钉插入过程期间直接施加(例如,通过电动机)(即,无需惯性驱动器)。在这种情况下,可以使用反馈回路根据冲头(和铆钉)的位置来控制施加到铆钉上的力。反馈回路可以例如从位置编码器或其他位置测量设备接收位置信息。在这种替代方法中,当冲头和铆钉已经到达期望位置时(例如,通过切断电动机的电源),可以停止施加到冲头上的力。期望位置可以是在第一铆钉插入步骤(冲孔步骤)结束时铆钉的期望位置。一旦模具已被修改(或更换),就可以将力重新施加到铆钉,直到铆钉已经前进到第二期望位置。第二期望位置可以是第二铆钉插入步骤(锻造步骤)结束时的期望位置。冲头对铆钉施加力可以由控制器23控制。
可以选择铆钉5的几何形状,以帮助确保在初始铆钉插入步骤(冲孔步骤)期间,铆钉不会行进到工件24中。这样确保了在第二铆钉插入步骤(锻造步骤)中,铆钉5可以进一步移动到工件中。
在一个示例中,铆钉5可以设置有具有倒角的下表面的头部9。倒角可以从柄7的上端延伸到头部9的外边缘(如图2至图6所示)。倒角相对于垂直于铆钉的中心轴线的线的角度例如可以在20°至60°的范围内。在铆钉插入过程期间,当倒角的底端到达工件24的上层60时,插入铆钉所需的力显着增加。将铆钉进一步移动到工件24中所需的力的显着增加可能会超过在第一铆钉插入步骤(冲孔步骤)期间由铆钉插入设备2施加的力,结果,铆钉将停止移动到工件中。
在替代的几何形状中,代替倒角,铆钉可以在柄7和头部9之间设置有圆角连接部。曲率半径可以足够大(例如,至少1.5mm),以致继续将铆钉推入工件24所需的力显着增加。同样,当移动铆钉所需的力超过在第一铆钉插入步骤期间由铆钉插入设备2施加的力时,这可以停止铆钉进一步进入工件。
可以使用其他形式的铆钉头部。
将铆钉柄插入工件所需的力例如可以在10-45kN的范围内。将铆钉头部插入工件并锻造铆钉柄所需的力例如可以在30-80kN的范围内。
在图2至图6所示的实施例中,铆钉5在其底端处设有凹部(未示出)。在一个实施例中,凹部可以是圆锥形的(例如,具有90°的夹角),尽管在其他实施例中,凹部可以具有某些其他形状。在一个实施例中,凹部可以具有1.7mm的深度,尽管在其他实施例中,凹部可以具有其他的深度(例如,小于1.7mm)。铆钉5可以例如具有平坦的脚部,该平坦的脚部围绕在柄7的底端处的凹部。铆钉可以例如至少5mm长,并且例如可以具有高达10mm或更大的长度。铆钉几何形状的示例在下面进一步讨论。
如上所述,可能希望为铆钉3提供倒角的头部,因为这种类型的头部可以防止在第一铆钉插入步骤(冲孔步骤)期间铆钉在工件24的上层60中行进太深。例如,这对于抗拉强度高达约500MPa的上层60可以很好地配合。但是,对于具有超过500MPa的拉伸强度的材料,可能不希望提供倒角的头部,因为将头部压入UHSS层使其变得与该层齐平可能非常困难。在这种情况下,可以在头部下方提供半径,该半径足够小,以允许使用不过多的力(例如,高达80kN)将柄和圆角部分完全插入UHSS层。这种铆钉可以称为“盘头”或“平头”铆钉。当使用这样的几何形状时,在完成铆钉插入之后,铆钉头部将保持在工件24的上层60之上。铆钉头部的最下表面可以与工件24的上表面接触(期望铆钉头部的最下表面与工件之间的接触)。
总体上,可以选择铆钉头部的下面的设计,使得冲孔步骤不能将铆钉完全插入到工件中,使得当进行锻造步骤时,铆钉可以进一步移动到工件中。
可以与本发明结合使用的铆钉在图7至图10中示出。可以使用其他形式的铆钉,例如在柄和头部之间具有倒角连接部的铆钉。
首先参考图11A和图11B,可以使用盘头铆钉。该铆钉100具有头部102,头部102具有平坦的最下表面101但弯曲的最上表面103。当铆钉插入完成时,铆钉头部102旨在从工件突出。三个肋104从铆钉的柄106的中途向上延伸,并且在与铆钉的头部102的下侧相交之前向外逐渐变细。肋在周向上彼此分开120度。在柄106的底部设置有凹部108。在这种情况下,该凹部为圆锥形,但是可以具有其他形式。在柄106的最下端设置有平坦的脚部110。在使用中,当铆钉100插入到工件中时,平坦的脚部100穿透工件24并行进到工件的下层62中。当肋104位于上层60(其可以是UHSS层)时,需要显着的附加力以使铆钉进一步移动。这是因为需要大量的力才能将肋104推入上层60。这种较大的额外力可能会超过冲头3施加的力,因此铆钉可能会停止移动到工件24中。在随后的锻造步骤中,可以将足够的力施加到铆钉上,以将肋104驱动到工件的上层中,并使铆钉的柄在模具上张开。如在别处所讨论的,因为铆钉包括凹部108,所以如果在模具上不存在任何凸点,则将发生铆钉的张开。如果需要,可以使用带有凸点的模具。
在图11C的横截面中示出了肋104。肋104可以例如具有逐渐变细的侧面(与相对于肋的外边缘成90°的侧面相比,逐渐变细的侧面更容易使用锻造形成)。肋104的厚度可以基于期望的阈值力水平(即,为了将肋推入工件中应当超过的力的水平)来选择。该选择可以考虑到工件的上层的抗拉强度。在一个实施例中,肋可以具有大约1mm的厚度。
可以基于在第一铆钉插入步骤期间期望的铆钉到工件中的穿透程度来选择肋104的长度。在一个实施例中,肋104可以是大约2mm长(沿铆钉100的轴向方向测量)。
可以提供不同数量的肋。例如,可以设置四个或更多个肋。
尽管图11中所示的铆钉具有平坦的脚部110,但是可以使用其他脚部几何形状。可以选择脚部几何形状,以使得当柄穿过工件24的上层60(可能是UHSS层)时,不会发生柄的张开或可忽略的张开。例如,在连接UHSS顶片时,向内逐渐变细的脚部可能不是优选的,因为这可能会导致过早张开。但是,在其他实施例中(例如,如果工件的上层的硬度小于UHSS),则可以使用这种具有向内逐渐变细的脚部的铆钉。这是有益的,因为它将有助于在锻造操作之后与工件的下层提供最大的互锁。
柄的外边缘(可以称为尖端)可以倒圆。尖端的倒圆可以提供对在第一铆钉插入步骤(冲孔步骤)期间铆钉柄张开的程度的某种控制。尖端处的较大曲率半径将减少铆钉柄张开程度,而尖端处的较小曲率半径将增加铆钉柄张开程度。倒圆尖端16可具有至少0.05mm的曲率半径。当使用常规铆钉制造技术时,可能难以提供低于0.05mm的曲率半径。曲率半径可以例如高达0.3mm。曲率半径可以大于0.3mm。然而,如果曲率半径太大,则这可能降低铆钉切穿工件的上层60的能力。
尽管腔108是圆锥形的,但是可以使用腔的其他几何形状。
在图12中示出了替代铆钉。该铆钉120包括头部122和柄126。柄包括上部128和下部130。上部128具有大于下部130的直径。倒角过渡部132在上部128和下部130之间延伸。在替代布置中,过渡部可以例如是倒圆的。铆钉头部122具有平坦的上表面。当完成接合时,铆钉头部122旨在从工件突出。当形成接合时,铆钉头部的最下表面可与工件的上表面接触(期望铆钉头部的最下表面与工件之间的接触)。平坦的脚部136设置在柄130的最下端。凹部134设置在柄130的最下端。
过渡部132定位在铆钉轴上的期望在第一铆钉插入步骤期间停止铆钉进一步移动到工件中的点处。凹部具有小于铆钉柄的下部的长度的深度。凹部的深度可以小于铆钉柄的下部的长度的一半。具有相对较浅的凹部(与常规铆钉相比)是有利的,因为其提供了更坚固的铆钉柄。
在铆钉插入期间,柄126的下部130在第一铆钉插入阶段期间穿透工件24。当倒角过渡部132与工件接触时,继续将铆钉推入工件所需的力显着增加。该力可以大于由冲头3施加到铆钉的力,在这种情况下,铆钉进入工件的运动将停止。在第二个铆钉插入步骤(锻造步骤)期间,将附加力施加到铆钉120,以使得倒角过渡部132和柄128的上部被驱动到工件24中。同时,柄126与模具接触并向外张开。模具不需要凸点,因为在柄中提供了凹部134。然而,可以使用设有凸点的模具。
如果当铆钉切入工件24的上层60时下柄部130发生一些张开,则在上层中切出的孔将比铆钉柄下部的未张开直径大。较大直径的铆钉柄上部128可以有利地填充该较大直径的孔。与在铆钉和工件24的上层60之间存在间隙的情况相比,这可以提供更耐疲劳的接合。铆钉柄上部128的直径大于由下部切出的孔的直径,因此需要增加力才能将上部推入孔中。
上柄部128的直径可以例如比下柄部130的直径大1到12%之间(在铆钉插入工件之前测量)。可以基于期望的阈值力水平(即,为了将上柄部推入工件中而应当超过的力水平)来选择上柄部128的直径与下柄部130的直径之间的差。该选择可以考虑到工件的上层的抗拉强度。尽管所描绘的实施例的过渡部132是倒角的,但是可以使用其他形式的过渡部,例如弯曲的过渡部。尽管图12中所示的铆钉具有平坦的脚部136,但是可以使用其他几何形状的脚部。但是,平坦的脚部为铆钉提供了最大的立柱强度,因此平坦的脚部可能是优选的。尽管腔134是半圆形的,但是腔可以具有一些其他几何形状。
在图13中示出了根据又一实施例的铆钉。铆钉140包括头部142和柄144。铆钉头部142具有平坦的最上表面,并且旨在在完成接合之后从工件突出。当形成接合时,铆钉头部142的最下表面可以与工件的上表面接触(期望铆钉头部的最下表面与工件之间的接触)。脊148围绕柄144周向延伸。在该实施例中,脊148邻近头部142,但是该脊可以设置在柄144上的一些其他位置处(可以基于第一铆钉插入步骤所需的铆钉插入深度来选择位置)。脊148具有弯曲的外表面,并且例如可以具有大约1mm的曲率半径(尽管可以使用一些其他曲率半径。平坦的脚部150设置在柄144的最下端。凹部146设置在柄144的最下端。该凹部具有圆锥形的外部部分和半圆形的内部部分。在其他实施例中,凹部可以具有一些其他形状。
在铆钉插入期间,柄144在第一铆钉插入阶段期间穿透工件24。当脊148与工件接触时,继续将铆钉推入工件所需的力显着增加。该力可以大于由冲头3施加到铆钉的力,在这种情况下,铆钉进入工件的运动将停止。在第二铆钉插入步骤(锻造步骤)期间,将附加力施加到铆钉140,以使得脊148和柄144的其余部分被驱动到工件24中。同时,柄144与模具接触并向外张开。由于凹部146设置在柄中,所以模具不需要凸点。然而,可以使用设有凸点的模具。
可以基于期望的阈值力水平(即,为了将上柄部分推入工件中应当超过的力水平)来选择脊148的外径与柄144的直径之间的差。脊148的外径可以例如比柄144的直径大1%至12%之间(在铆钉插入工件之前测量)。该选择可以考虑到工件的上层的抗拉强度或工件的上层的厚度(较薄的材料更容易变形)。较小的脊可用于工件的强度较高的上层或较薄的工件上层,而较大的脊可用于工件的强度较低的上层或较厚的工件上层。尽管脊148具有倒圆表面,但是脊可以具有一些其他形状。尽管图13中所示的铆钉具有平坦的脚部150,但是可以使用其他几何形状的脚部。但是,平坦的脚部为铆钉提供了最大的立柱强度,因此平坦的脚部可能是优选的。尽管腔134是圆锥形的并且是半圆形的,但是腔可以具有一些其他几何形状。
凹部146的深度可以小于从脊148到铆钉的脚部150的距离的一半。具有相对较浅的凹部(与常规铆钉相比)是有利的,因为其提供了更坚固的铆钉柄。
在图14中描绘了根据又一实施例的铆钉。铆钉160包括头部162和柄164。铆钉头部162再次具有平坦的最上表面,并且旨在当接合已经完成时从工件突出。当形成接合时,铆钉头部162的最下表面可与工件的上表面接触(期望铆钉头部的最下表面与工件之间的接触),并且在铆钉插入完成后可以与工件24的最上表面齐平。与图11至图9中所示的铆钉不同,在柄164的底部没有提供凹部。因此,如在别处所讨论的,可能需要包括凸点的模具,以便在锻造步骤期间促进柄164的张开。滚花带166围绕铆钉柄164延伸。滚花带166与铆钉160的头部162相邻,但是可以设置在柄164上的其他位置。例如,在铆钉被锻造之后,可以通过将铆钉转移到滚压机上来形成滚花带166,该滚压机在该铆钉柄164上的选定位置对带进行滚花。
在铆钉插入期间,柄164在第一铆钉插入步骤期间穿透工件24。当滚花带166到达工件时,滚花带166与工件之间的摩擦力显着增加了使铆钉继续穿透进入工件24所需的力。该力可以大于由冲头3施加的力,在这种情况下,铆钉进入工件的运动将停止。在第二铆钉插入步骤(锻造步骤)期间,冲头3向铆钉160施加了附加力。该附加力足以克服滚花带166与工件之间的摩擦,因此铆钉会进一步穿透到工件160中。柄164被压在模具(例如,具有凸点)上并且向外张开。
可以基于第一铆钉插入步骤所期望的铆钉插入深度来选择滚花带166在柄164上的位置。
在所描绘的实施例中,在柄164中没有提供凹部。然而,在其他实施例中,可以提供凹部。凹部的深度可以小于从滚花带166到铆钉的脚部的距离的一半。具有相对较浅的凹部(与常规铆钉相比)是有利的,因为其提供了更坚固的铆钉柄。
图7至图10中描绘的铆钉的不同特征可以组合在一起。
根据本发明的实施例的铆钉例如可以具有大约7.75mm的头部直径(从而允许使用常规的铆钉处理系统来处理它们)。在其他实施例中,铆钉可以具有一些其他的头部直径(例如,头部直径小于7.75mm)。
根据本发明的实施例的铆钉可具有从柄的底部向上延伸的凹部。总体上,使凹部变浅将提供更坚固的铆钉柄,但将使其更难于使柄张开。本发明的实施例可以具有深度小于2mm的凹部。在一些实施例中,柄可不设置有凹部。
根据本发明的实施例的铆钉可具有柄,该柄具有在柄的底端处测量为至少5mm(例如约5.1mm+/-0.1mm)的直径。根据本发明的实施例的铆钉可以具有柄,该柄具有在柄的底端处测量为高达6mm的直径。
在本文中,术语“UHSS”可以被认为是指抗拉强度为800MPa或更高的钢。UHSS可能具有1000MPa或更高的拉伸强度,并且可能具有高达2000MPa的拉伸强度。典型的UHSS可以具有例如约1500MPa(例如,正负100MPa)的抗张强度。
该文献在不同时间指的是向上运动和向下运动,顶表面和底表面等。这些术语在附图中描绘的设备和铆钉的定向的上下文中使用。应当理解,在实践中,根据实施例的设备和铆钉可以具有任何定向。可以在由设备定义的参考框架的上下文中解释所使用的术语。
尽管描绘并描述了用于在冲孔步骤期间使用的模具和锻造步骤期间使用的模具之间进行切换的特定设备,但是可以使用其他设备。
在所描绘的实施例中,铆钉插入工具的鼻部26将工件24夹持到模具37的外部部分34。然而,鼻部无需将工件夹持至模具的一部分。例如,在替代布置中,鼻部可以将工件夹持到围绕模具的壳体上。总体上,鼻部可将工件夹持到模具组件的一部分。
连接包括UHSS片的工件的现有技术方法经常需要使用硬度为530HV或更高的铆钉。然而,当使用本发明的实施例时,可以使用较软的铆钉。与根据本发明的实施例使用的铆钉相比,现有技术的铆钉通常需要更深的孔洞(为了实现足够的铆钉张开,现有技术中需要更深的孔)。该较深的孔降低了铆钉的立柱强度,因此需要更硬的铆钉材料来补偿强度降低。在本发明的实施例中,铆钉可具有较浅的凹部,例如,高达铆钉长度的40%(或无凹部),因此具有更高的立柱强度。结果,铆钉可以由较软的材料形成。例如,可以使用硬度小于530HV的铆钉。例如,当在包括UHSS的工件(例如,具有1200MPa的抗拉强度和1mm的厚度的UHSS)中形成接合时,可以使用具有在450HV和510HV之间的硬度的铆钉。使用硬度比常规使用的铆钉低的铆钉是有利的,因为具有较低硬度的铆钉可以更容易张开并且不太可能破裂。在其他实施例中,可以使用具有510HV或更高的硬度的铆钉(例如,具有530HV或更高的硬度的铆钉)。
本发明的一个优点在于它能够在工件中形成接合,在该工件中下层材料片表现出非常低的延展性(例如,镁,7000系列铝,铸铝或碳纤维)。常规的自冲铆接方法不能在这种工件中形成接合。然而,本发明的实施例能够适应铆钉的张开。例如参见图8,铆钉5的柄7在工件24下方张开。当张开时,铆钉柄7无需向外移动工件材料,因为它在工件下方张开。因此,避免了由于向外推动工件材料而引起的问题。本发明的实施例能够适应铆钉张开的另一种方式是通过在工件中形成向外逐渐变细的孔(如以上进一步解释的那样)。
本发明的另一个优点是,它能够在工件中形成接合,该工件包括诸如5000系列铝和低合金钢之类的易延展材料。因此,本发明在其可以用于在包括非常低的延展性材料的工件中形成接合,还可用于在不包含极低延展性材料的工件中形成接合。
如以上进一步指出的那样,接收铆钉的模具表面54可以在其中心处包括突起55(其可以被称为凸点),或者可以是大体平坦的(即,没有凸点)。如果铆钉柄7在没有凸点的情况下发生足够的张开,则可以选择不包含凸点的模具。例如,如果在工件24中切出的孔向外逐渐变细,则可能是这种情况,因为铆钉柄7在锻造步骤期间可以非常容易地锻造成向外(很少或不需要工件材料被铆钉柄横向推动)。如果更难实现铆钉柄7的张开,例如,如果工件中的孔几乎没有或没有向外逐渐变细部分,则可以使用带有凸点的模具来促进铆钉柄的张开。
在替代实施例(未示出)中,代替在具有孔洞的内模具部分和不具有孔洞的内模具部分之间交换,可以改变整个模具。也就是说,可以将带孔洞的模具替换为不带孔洞的模具。在这种情况下,鼻部可能会将工件夹持到模具组件的壳体或其他部件上。可以用不同的模具替换模具的一种方式是通过在枢转支撑件上设置两个模具,其允许一个模具或另一个模具移动到位。可以设置锁,该锁将模具保持在适当的位置,并且能够承受铆钉的插入和铆钉的锻造力。
- 铆钉插入方法及设备
- 插入方法与设备和去插入方法与设备