防护部件
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及燃气涡轮发动机部件及制造所述部件的方法。
背景技术
现代燃气涡轮发动机可能包括由复合材料制成的部件,例如由纤维增强聚合物制成。燃气涡轮发动机中发现使用复合材料的部件实例包括复合风扇叶片、复合导流叶片、复合鼻锥体。根据所使用的复合材料,此类复合材料能够满足航空航天应用的强度、刚度和重量需求。然而,暴露的复合部件容易受到外来物体的冲击损伤和表面侵蚀。
为了减轻表面侵蚀,预先为复合部件提供了耐磨的热固性聚合物涂层。复合部件中容易受到冲击损害的区域也使用防护层(如金属或橡胶防护层)进行保护。然而,在不降低空气动力性能的情况下,防护层与复合材料部件的剩余部分或耐磨涂层之间可能很难实现齐平的接口。目前,制造复合部件防护层的方法复杂且耗时。
发明内容
根据第一方面,提供了一种制造用于燃气涡轮发动机部件的方法,所述方法包括:在用于所述部件的复合本体上施加热塑性聚合物片;在部分的所述复合本体上施加防护层,所述防护层在覆盖所述热塑性聚合物片的端部终止,并限定所述部件的防护区域和非防护区域之间的接口;并将所述防护层压入所述热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部变形,从而使所述部件在所述防护区域和所述非防护区域之间的接口处的外部轮廓齐平。
防护层能够为部件的防护区域提供改进的抗冲击力。热塑性聚合物片可以为非防护区域提供改进的耐腐蚀性。在燃气涡轮发动机使用过程中,维护部件外部轮廓的防护层和非防护区域之间的齐平(即连续)接口对于使流体(例如空气)顺利流过所述外部轮廓非常重要。
可以理解的是,热塑性聚合物是一种在高温下能够变得柔软和可塑性的的聚合物,特别是在高于聚合物的玻璃化转变温度(T
因此,所述方法可包括将所述防护层压入热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部流动(例如塑性流动),从而使部件的外部轮廓在防护区域和非防护区域之间接口是齐平的。
通过热塑性聚合物片围绕在防护层端部的变形,形成在防护区域和非防护区域齐平的接口,就不再需要耗时的加工步骤,比如聚合物涂层的倒角和/或手工修整界面。相反,当形成防护层和热固性聚合物耐磨层之间的齐平接口时,通常需要这样的工艺。
所述方法包括将所述防护层压入所述热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部变形,从而使所述热塑性聚合物片在所述防护层的端部具有不连续(例如可变)的厚度。
所述方法包括将所述防护层压入所述热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部变形,从而相对于非防护区域中热塑性聚合物片的厚度和/或相对于应用于复合本体之前热塑性聚合物板的厚度,在防护区域中,防护层和复合本体之间的热塑性聚合物片的厚度减小。
所述方法可包括将所述防护层压入所述热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部变形,从而相对于非防护区域中热塑性聚合物板的厚度和/或相对于应用于复合本体之前热塑性聚合物板的厚度,所述防护层和所述防护区域中的复合本体之间的热塑性聚合物片的厚度减小至少10%,例如,至少20%,或至少30%或至少40%。所述方法可以包括将防护层压入热塑性聚合物片中,使热塑性聚合物片围绕所述防护层的端部变形,使得防护区域中防护层和复合本体之间的热塑性聚合物板的厚度不大于非防护区域中热塑性聚合物板的厚度和/或应用于复合本体之前热塑性聚合物板的厚度的90%,例如,不大于80%,或不大于70%,或不大于60%。所述方法可包括将所述防护层压入到所述热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部变形,从而防护区域内防护层和复合本体之间的热塑性聚合物片的厚度与非防护区域中热塑性聚合物板的厚度和/或在应用于复合本体之前热塑性聚合物片的厚度的比值大约在1:2到9:10之间。
所述方法还可以包括使用工具将防护层压入热塑性聚合物片中。例如,所述方法包括通过工具向防护层施加压力。所述工具可以是限定部件轮廓(例如外部轮廓)的工具。所述工具可以是一个模具。所述工具可以是增压器模具,例如硅橡胶增压器模具。增压器模具可以是柔性的。所述增压器模具本身可以是用于为所述部件成形所述复合本体的模具的模塑件。所述工具可以是覆盖平板(caulplate),例如金属覆盖平板。
所述方法还可以包括加热热塑性聚合物片(例如,加热热塑性聚合物片和防护层和/或复合本体)。所述方法包括将所述防护层压入所述热塑性聚合物片之前或期间加热所述热塑性聚合物片(例如,热塑性聚合物片和防护层和/或复合本体)。所述方法还包括将热塑性聚合物片(例如,热塑性聚合物片和防护层和/或复合本体)加热至大于热塑性聚合物的玻璃化转变温度(T
所述方法还可以包括对防护层、热塑性聚合物片和复合本体施加至少约1bar(计量)例如,至少约2bar(计量),或至少约3bar(计量)的压力。所述方法还可以包括对防护层、热塑性聚合物片和复合本体施加不大于约4bar(计量),例如不大于3bar(计量),或不大于2bar(计量)的压力。所述方法还可以包括对防护层、热塑性聚合物片和复合本体施加1到4bar之间的压力。
所述方法还可以包括对防护层、热塑性聚合物片和复合本体施加至少约1小时,或至少约2小时,或至少约3小时的热量和/或压力。所述方法还可以包括对防护层、热塑性聚合物片和复合本体施加不大于约10小时,或不大于约8小时,或不大于约6小时的热量和/或压力。所述方法包括对防护层、热塑性聚合物片和复合本体施加约2小时至约6小时的热量和压力。
所述方法还包括在高压釜中对防护层、热塑性聚合物片和复合本体施加压力。所述方法还包括在高压釜对防护层、热塑性聚合物片和复合本体施加热量和压力。所述方法还包括在烤炉中对防护层、热塑性聚合物片和复合本体加热。
热塑性聚合物片包括(例如形成于)一种或多种热塑性聚合物,例如,一种或多种热塑性弹性体聚合物。热塑性聚合物片可以包括(例如形成于)一种或多种共聚物构成,例如一种或多种嵌段共聚物。
热塑性聚合物片包括(例如形成于)热塑性聚氨酯(TPU),例如热塑性弹性体聚氨酯。可以理解的是,热塑性聚氨酯(例如热塑性弹性体聚氨酯)是一种嵌段共聚物,其包括在二异氰酸酯与短链二醇和长链二醇两者反应中形成的硬聚合物段和软聚合物段的交替序列。热塑性聚合物片可以包括(例如形成于)基于聚酯的热塑性聚氨酯,例如基于聚酯的热塑性弹性体聚氨酯。
热塑性聚合物片的厚度(即,施加到复合本体之前的厚度和/或在非防护区域的厚度)约为0.1mm到1mm,例如,约为0.2mm到0.8mm,或约为0.3mm到0.6mm。热塑性聚合物片在施加到复合本体之前具有基本上均匀的厚度。
防护层可包括(例如形成于)金属。防护层可以是金属防护层。金属防护层可包括(例如形成于)任何合适的金属或金属合金。金属防护层包括(例如形成于)钛或一种或多种钛合金。防护层可包括(例如形成于)金属片。防护层(例如金属片)靠近覆盖热塑性聚合物片的端部的厚度可为约0.1mm至约1.0mm,例如约0.2mm至约0.9mm,或约0.3mm至约0.8mm,或约0.3mm至约0.7mm,或约0.3mm至约0.6mm,或约0.3mm至约0.5mm。
防护层可包括(例如形成于)聚合材料。防护层包括(例如形成于)弹性材料,例如一种或多种弹性聚合物。弹性材料可包括(例如为)一种或多种热固性弹性体聚合物或一种或多种热塑性弹性体聚合物。防护层可包括(例如形成于)天然橡胶或合成橡胶,例如硫化橡胶。
复合本体包括(例如形成于)纤维增强复合材料构成,例如纤维增强聚合物材料。纤维增强复合材料包括例如由玻璃、碳或芳纶(例如
防护层的端部可能具有倒角。可替代地,防护层的端部没有倒角。制造端部无倒角的防护层可能更容易。
所述方法可包括在复合本体的一部分中施加热塑性聚合物片。所述方法可包括在复合本体中施加热塑性聚合物片,使得复合本体的一部分不被热塑性聚合物片覆盖。所述方法可包括在复合本体的大部分外表面上施加热塑性聚合物片。所述方法可包括在复合本体的整个外表面上施加热塑性聚合物片。
所述方法可包括在未被热塑性聚合物板覆盖的复合本体的一部分上和被热塑性聚合物片覆盖的复合本体的一部分上施加所述防护层。
所述方法可包括在热塑性聚合物片和复合本体上施加粘合剂。额外地或可替代地,所述方法可包括在防护层和复合本体和/或热塑性聚合物片之间施加粘合剂。例如,所述方法包括在热塑性聚合物片和覆盖热塑性聚合物片的防护层端部之间施加粘合剂。额外地或可替代地,所述方法可包括在未覆盖热塑性聚合物片的复合本体的一部分和未覆盖热塑性聚合物片的防护层的一部分之间施加粘合剂。所述方法可包括在防护区域中的防护层和复合本体和/或热塑性聚合物片之间施加粘合剂。所述方法包括将防护层压入热塑性片之前在防护层和复合本体和/或热塑性聚合物片之间施加粘合剂。
粘合剂可以施加到复合本体、热塑性聚合物片和/或防护层上。例如,所述方法可包括:在复合本体的一部分施加第一层粘合剂;在第一层粘合剂上施加热塑性聚合物片;在复合本体未覆盖热塑性聚合物片的一部分和热塑性聚合物片的一部分上施加第二层粘合剂;以及在第二层粘合剂上施加防护层,防护层在覆盖热塑性聚合物片的端部终止,并限定了部件的防护区域和非防护区域之间的接口。可替代地,所述方法可以包括:将第一层粘合剂施加到复合本体的一部分上;将热塑性聚合物片施加到第一层粘合剂上;将第二层粘合剂施加到防护层体上;以及将防护层体施加到未被热塑性聚合物覆盖的复合本体的一部分上和热塑性聚合物片的一部分,防护层终止于覆盖热塑性聚合物片的端部,并且限定了部件的防护层和非防护区域之间的接口。在又一替代方案中,所述方法包括:在热塑性聚合物片上施加第一层粘合剂;在复合本体的一部分上施加热塑性聚合物片使得第一层粘合剂与复合本体接触;在防护层上施加第二层粘合剂;在未覆盖热塑性聚合物片的复合本体的一部分和热塑性聚合物的一部分上施加防护层,防护层在覆盖热塑性聚合物片的端部终止,并限定了部件的防护区域和非防护区域的接口。
粘合剂(例如,第一和/或第二层粘合剂)可以是聚合物粘合剂。粘合剂(例如,第一和/或第二层粘合剂)可包括(例如为)热固性树脂。粘合剂(例如,第一和/或第二层粘合剂)包括(例如为)环氧树脂。
粘合剂(例如,第一和/或第二层粘合剂)可以提供为薄膜。薄膜的重量可为约0.015lb/ft
粘合剂(例如第一和/或第二层粘合剂)可以是无支撑的(例如无支撑的粘合剂薄膜)。可替代地,粘合剂(例如第一和/或第二层粘合剂)可以是有支撑的(例如有支撑的粘合剂薄膜)。粘合剂(例如第一和/或第二层粘合剂)可以由例如重量最高约6gsm的稀松布材料支撑。稀松布材料可以由细小的玻璃纤维或碳纤维构成。
所述部件可以是风扇叶片。复合本体可以为复合风扇叶片本体。复合风扇叶片和/或复合风扇叶片本体可以包括压力面和吸力面,每个压力面和吸力面都在前缘和后缘之间延伸。所述方法可包括:在前缘和后缘上施加防护层。
所述部件可以是导流叶片。复合本体可以为复合导流叶片本体。复合导流叶片和/或复合导流叶片本体可以包括压力面和吸力面,每个压力面和吸力面都在前缘和后缘之间延伸。所述方法可包括:在前缘和后缘上施加防护层。
所述方法包括:在组件的复合本体上施加超过一个的热塑性聚合物片;在复合本体的一部分上施加防护层。防护层在覆盖至少一个热塑性聚合物片的端部终止,并限定了部件的防护区域和非防护区域的接口;将防护层压入至少一个热塑性聚合物片中,使所述热塑性聚合物片围绕所述防护层的端部变形,从而使组件的外部轮廓在防护区域和非防护区域的接口处齐平。所述方法可包括将一个以上的热塑性聚合物片材彼此叠放在用于部件的复合本体上。例如,当复合部件是风扇叶片或导流叶片时,所述方法可以包括在复合风扇叶片本体或复合导流叶片本体的压力表面上一个接一个地施加多个热塑性聚合物片。与相应的吸力面相比,复合风扇叶片或复合导流叶片的压力面在使用中可能遭受更大程度的侵蚀。
部件还可以是鼻锥体。复合本体可以为复合鼻锥本体。所述方法可以包括:在复合鼻锥本体的顶端施加防护层。防护层可以为鼻锥旋转器。防护层包括(例如形成于)橡胶。
根据第二方面,提供了一种根据第一方面的方法制造的用于燃气涡轮发动机的部件。该部件可以例如是风扇叶片、导流叶片或鼻锥体。
部件可以是复合部件。复合部件可以例如是复合风扇叶片、复合导流叶片或复合鼻锥体。
根据第三方面,提供了一种用于燃气涡轮发动机的部件,所述部件包括:复合本体;延伸到复合本体上的热塑性聚合物层;以及至少一个延伸到复合本体的一部分上的防护层,防护层或每个防护层终止于覆盖所述热塑性聚合物层的端部,并且限定组件的相应防护区域和非防护区域之间的接口,在防护区域和非防护区域之间的接口处或每个接口处的组件的外部轮廓齐平。其中,在防护层或每个防护层的端部,热塑性聚合物层具有不连续的厚度,各防护区域中防护层和复合本体之间的热塑性聚合物层的厚度,小于非防护区域中的热塑性聚合物层的厚度。其中,热塑性聚合物层覆盖在未被至少一个防护层中的任何一个所覆盖的复合本体的剩余部分。因此,所述复合本体被热塑性聚合物层和防护层中的至少一个完全覆盖。
覆盖未被至少一个防护层中的任何一个覆盖的复合本体的剩余部分的热塑性聚合物层,可以增强复合本体的剩余部分抗侵蚀性。
可以理解的是,部件的防护区域或每个防护区域是复合本体被防护层覆盖的部件区域,部件的非防护区域是复合本体未被任何防护层覆盖的部件区域(即复合本体的剩余部分)。
在各自的防护区域中,防护层或每个防护层与复合本体之间的热塑性聚合物层的厚度可以比在非防护区域中的热塑性聚合物层的厚度低至少10%,例如,至少低20%,或者至少低30%,或者至少低40%。在各自的防护区域中,防护层或每个防护层与复合本体之间的热塑性聚合物层的厚度可以不大于非防护区域中热塑性聚合物层厚度的90%,例如,不大于80%,或者不大于70%,或者不大于60%。在各自的防护区域中,防护层或每个防护层和复合本体之间的热塑性聚合物层的厚度与在非防护区域中的热塑性聚合物层的厚度的比率可以在约1:2到约9:10之间。
热塑性聚合物层包括(例如形成于)一种或多种热塑性聚合物,例如一种或多种热塑性弹性体聚合物。热塑性聚合物层可以包括(例如形成于)一种或多种共聚物,例如一种或多种嵌段共聚物。
热塑性聚合物层可包括(例如形成于)热塑性聚氨酯(TPU),例如热塑性弹性体聚氨酯。应当理解的是,热塑性聚氨酯(例如,热塑性弹性体聚氨酯)是嵌段共聚物,其包含在二异氰酸酯与短链二醇和长链二醇反应中形成的硬聚合物和软聚合物段的交替序列。热塑性聚合物层可以包括(例如形成于)基于聚酯热塑性聚氨酯,例如基于聚酯热塑性弹性体聚氨酯。
热塑性聚合物层在非防护区域的厚度可能为约0.1mm到约1.0mm,例如约0.2mm到约0.8mm,或约0.3mm到约0.6mm。
防护层或每个防护层包括(例如形成于)金属。防护层或每个防护层可以是金属防护层。金属防护层或每个金属防护层可以包括(例如形成于)任何合适的金属或金属合金。金属防护层或每个金属防护层可以包括(例如形成于)钛或一种或多种钛合金。防护层或每个防护层可以包括金属片。防护层或每个防护层(例如,金属片)靠近覆盖热塑性聚合物片的端部的厚度为约0.1mm到约1.0mm,例如,约0.2mm到约0.9mm,或约0.3mm到约0.8mm,或者约0.3mm到约0.7mm,或者约0.3mm到约0.6mm,或约0.3mm到约0.5mm。
防护层或每个防护层可以包括(例如形成于)聚合物材料。防护层或每个防护层可以包括(例如形成于)弹性体材料,例如一种或多种弹性体聚合物。弹性体材料(例如为)一种或多种热固性弹性体聚合物或一种或多种热塑性弹性体聚合物。防护层或每个防护层可以包括(例如形成于)天然橡胶或合成橡胶构成,例如硫化橡胶。
复合本体可包括(例如形成于)纤维增强复合材料构成,例如,纤维增强聚合物材料。纤维增强复合材料包括由例如玻璃、碳或芳纶(例如
防护层或每个防护层的端部可能都有倒角。可替代地,防护层或每个防护层的端部也可能都没有倒角。制造防护层端部没有倒角的更容易。
粘合剂可以施加在热塑性聚合物层和复合本体之间。额外地或可替代地,粘合剂可以施加在防护层或每个防护层和复合本体和/或热塑性聚合物片之间。
粘合剂可以是聚合物粘合剂。粘合剂可包括(例如为)热固性(即固化)树脂。粘合剂可包括(例如为)环氧(即固化)树脂。粘合剂可以是无支撑的。可替代地,粘合剂可以是有支撑的。粘合剂可以由例如重量最高约6gsm的稀松布(scrim)材料支撑。稀松布材料可以由细小的玻璃纤维或碳纤维制成。
所述部件可以是风扇叶片或导流叶片,复合本体可以为复合风扇叶片本体或复合导流叶片本体,风扇叶片或导流叶片和/或风扇叶片本体或导流叶片本体包括压力面和吸力面,每个压力面和吸力面都在前缘和后缘之间延伸,并且防护层或每个防护层延伸到前缘和/或后缘。
所述部件可以是鼻锥体,复合本体为复合鼻锥本体,至少一个防护层的防护层延伸到所述鼻锥体的顶端上。防护层可以为鼻锥旋转器。防护层包括(例如形成于)橡胶。
如本文其他地方所述,本发明涉及燃气涡轮发动机。这种燃气涡轮发动机可以包括发动核心,该发动核心包括涡轮机、燃烧室、压缩机和将涡轮机连接到压缩机的芯轴。这种燃气涡轮发动机可以包括位于发动机核心上游的风扇(具有风扇叶片)。
尽管不是唯一的,但是本公开的布置对于通过齿轮箱驱动的风扇特别有利。因此,燃气涡轮发动机可以包括齿轮箱,所述齿轮箱从芯轴接收输入并将驱动输出到风扇,以便以低于芯轴的转速驱动风扇。齿轮箱的输入可以直接来自芯轴,或者间接地来自芯轴,例如通过直轴和/或齿轮。芯轴可以与涡轮和压缩机刚性连接,使得涡轮和压缩机以相同的速度旋转(风扇以较低的速度旋转)。
本文和/或权利要求所述的燃气涡轮发动机可以具有任何合适的常规结构。例如,燃气涡轮发动机可以具有任何期望数量的连接于涡轮机和压缩机的轴,例如一个、两个或三个轴。仅作为示例,连接到芯轴的涡轮机可以是第一涡轮机,连接到芯轴的压缩机可以是第一压缩机,并且芯轴可以为第一芯轴。发动核心还可以进一步包括第二涡轮机、第二压缩机和连接第二涡轮机到第二压缩机的第二芯轴。第二涡轮机、第二压缩机和第二芯轴可以被设置成以比第一芯轴更高的转速旋转。
在这样的设置中,第二压缩机可以在轴向上位于第一压缩机的下游。第二压缩机可以被布置成接收(例如直接接收,例如通过大体上环形的管道接收)来自第一压缩机的气流。
齿轮箱可以被布置成由配置为以最低转速(例如上述示例的第一芯轴)旋转(例如在使用中)的芯轴驱动。例如,齿轮箱可以被布置为仅由配置为在最低转速下旋转(例如在使用中)的芯轴驱动(例如,在上面的示例中,仅是第一芯轴,而不是第二芯轴)。或者,齿轮箱可以被布置成由任何一种或多种轴驱动,例如上述示例中的第一和/或第二轴。
本文和/或权利要求所述的任意燃气涡轮发动机中,可以在风扇和压缩机的轴向下流设置燃烧室。例如,燃烧室可以直接位于第二压缩机的下游(例如在出口处)。作为进一步的示例,在燃烧器的出口处的气流可以被提供给第二涡轮机的入口,其中提供第二涡轮。燃烧室可设置在涡轮机的上游。
压缩机或每个压缩机(例如上述的第一压缩机和第二压缩机)可以包括任意数量的级,例如多级。每个级可包括一排转子叶片和一排定子叶片,其可以是可变定子叶片(因为它们的入射角可以是可变的)。转子叶片排和定子叶片排可以相互轴向偏移。
如本文所述和/或要求保护的风扇叶片和/或风扇叶片的翼型部分可以由任意合适的材料或材料组合制造。例如,风扇叶片和/或翼型的至少一部分可以至少部分由复合材料制造,例如,金属基复合材料和/或有机基复合材料,例如碳纤维。作为进一步示例,风扇叶片和/或翼型的至少一部分可以至少部分由金属制造,例如钛基金属或铝基材料(例如铝锂合金)或钢基材料。风扇叶片可以包括使用不同材料制造的至少两个区域。例如,风扇叶片具有保护性的前缘,其使用比叶片其余部分更好地抵抗(例如来自鸟类、冰或其他材料)的冲击的材料制造。例如,这种前缘可以使用钛或钛基合金制造。因此,仅作为示例,风扇叶片可具有钛前缘的碳纤维或铝基体(例如铝锂合金)。
如本文所述和/或要求保护的风扇可以包括中心部分,风扇叶片可以从所述中心部分延伸,例如为径向延伸。风扇叶片可以以任何期望的方式连接到中心部分。例如,每个风扇叶片包括固定装置,所述固定装置可以接合轮毂(或阀盘)中的相应插槽。仅举例来说,这种固定装置可以是以楔形榫头的形式,楔形榫头可以插入和/或接合轮毂或阀盘中的相应插槽,以便将风扇叶片固定到轮毂或阀盘上。
如本文所述和/或要求保护的燃气涡轮发动机的风扇可以具有任何所需数量的风扇叶片,例如16、18、20或22个风扇叶片。
本领域技术人员将理解,除非在相互排斥的情况下,可以将关于上述方面中的任一方面所描述的特征比照应用于任何其它方面。此外,除非相互排斥,否则本文所述的任何特征可应用于任何方面和/或与本文所述的任何其他特征组合。
附图说明
现在将仅以示例的方式参考附图来描述实施例,其中:
图1为燃气涡轮发动机的侧面剖视图;
图2为防护复合风扇叶片的侧视图;
图3为图2的防护复合风扇叶片在防护和非防护区域之间的接口处的表面的剖视图;
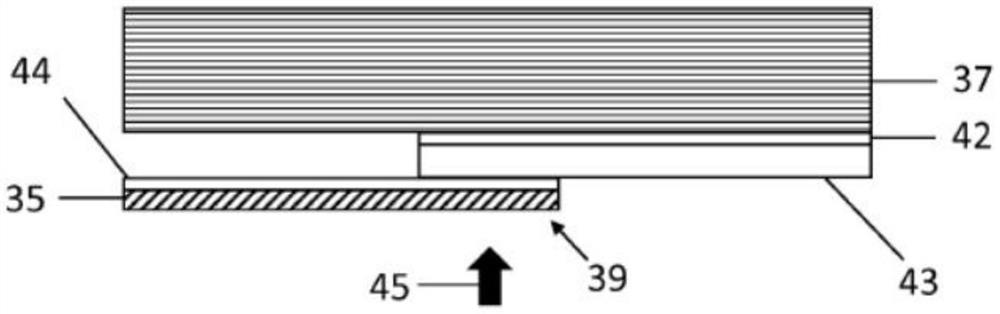
图4为用于制造图2的防护复合风扇叶片的组件的剖视图;
图5为说明制造防护复合部件的方法流程图;
图6为说明制造防护复合部件的方法流程图;
图7为防护复合导流叶片的侧视图;及
图8为防护鼻锥体的侧视图。
具体实施方式
图1示出了具有主旋转轴9的燃气涡轮发动机10。该发动机10包括进气口12和推进风扇23,该推进风扇23能产生两种气流:核心气流A和旁路气流B。燃气涡轮发动机10包括接收核心气流A的核心11。发动核心11在轴流系列中包括低压压缩机14、高压压缩机15、燃烧设备16、高压涡轮17、低压涡轮19和核心排气喷嘴20。机舱21围绕燃气涡轮发动机10,并限定旁通管道22和旁通排气喷嘴18。旁路气流B流经旁路管道22。风扇23通过轴26和行星齿轮箱30连接到低压涡轮19并由其驱动。在机舱21内围绕风扇23延伸的风扇容纳布置结构31。
在使用中,核心气流A通过低压压缩机14加速和压缩,并被引导到发生进一步压缩的高压压缩机15中。从高压压缩机15排出的压缩空气被引导到燃烧设备16中,在燃烧设备中压缩空气与燃料混合并且燃烧混合物。由此产生的热燃烧产物随后膨胀,从而驱动高压和低压涡轮机17、19,然后通过喷嘴20排出,以提供一些推进推力。高压涡轮17通过合适的互相连接的轴27驱动高压压缩机15。风扇23通常提供大部分推进推力。行星齿轮箱30为减速齿轮箱。
可以应用本公开的其他燃气涡轮发动机具有可替代构造。例如,此类发动机具有可选数量的压缩机和/或涡轮机和/或可选数量的互相连接的轴。作为进一步的示例,图1示出的涡轮发动机具有分流喷嘴20、22,这意味着通过旁通管道22的气流有自己的喷嘴,它与核心发动机喷嘴20分离,并径向分布在其外部。但是,并不限定于此,并且本公开的任何方面也可以适用于在可以被称为混流喷嘴的单个喷嘴之前(或上游),混合或组合流经旁通管道22的气流和流经核心11的气流的发动机。一个或两个喷嘴(无论是混流还是分流)可能具有固定或可变的区域。虽然所述示例涉及涡轮风扇发动机,但本公开可适用于例如任何类型的燃气涡轮发动机,例如,开式转子(其中风扇级没有被引擎机舱包围)或涡轮螺旋桨发动机。在一些配置中,燃气涡轮发动机10可不包括齿轮箱30。
燃气涡轮发动机10及其部件的几何形状由常规轴系统定义,包括轴向(与旋转轴9一致),径向(在图1的自下而上方向)和周向(垂直于图1视图中的页面)。轴向、径向和周向是相互垂直的。
可以应用本公开的其他燃气涡轮发动机具有可替代构造。举例来说,这种发动机可以具有可选数量的互连轴(例如两个)和/或可选数量的压缩机和/或涡轮机。此外,发动机可以包括设置在从涡轮到压缩机和/或风扇的传动系中的齿轮箱。
图2更详细的展示了单个风扇叶片32,该风扇叶片32为复合风扇叶片,主要由在固化环氧树脂中相互结合的碳纤维层片形成。风扇叶片的压力面和吸力面在前缘33和后缘34之间延伸。在前缘33处的风扇叶片32的外表面由钛防护层35形成。未被钛防护层35覆盖的风扇叶片32的剩余部分被至少一层热塑性聚氨酯(TPU)36覆盖。钛防护层35保护叶片32的前缘免受异物损坏,例如鸟类或冰晶的撞击。热塑性聚氨酯层36为风扇叶片的剩余部分提供了更高的耐腐蚀性。
图3显示了在钛防护层33和涂有TPU的风扇叶片32的剩余部分之间的接口处的风扇叶片32的压力表面的一部分,沿线C-C的局部剖视图。在图3中可以看出,风扇叶片的这部分由碳纤维层压叶片本体37、TPU层36和钛防护层35组成,其通过在TPU层36和碳纤维层压叶片本体37之间、在钛防护层35和碳纤维层压叶片本体37之间以及在钛防护层35和TPU层36之间延伸的固化环氧粘合剂38相互粘合。钛防护层35的端部39覆盖在TPU层36的部分40上,该部分40比未被钛防护层35覆盖的TPU层36的其余部分薄。钛防护层35和TPU层36的外表面在外部接口41处相互齐平。该齐平的接口41使空气从前缘到后缘在叶片的压力表面上平滑流动。
尽管图2和图3显示了位于前缘33上方的钛防护层35,可以理解的是,钛防护层也可以位于后缘34上方,代替或补充前缘防护层。
参考图4,描述了一种产生齐平接口41的方法。将环氧粘合剂的第一膜42施加到碳纤维层压叶片本体37上,并将TPU片43施加到环氧粘合剂的第一膜42上。环氧粘合剂的第二膜44也被施加到碳纤维层压叶片本体37上,使得第二膜44覆盖TPU片43的一部分。然后将钛防护层35施加到环氧粘合剂的第二膜44上,使端部39也覆盖在TPU片43上。然后加热组件,并在箭头45指示的方向上施加压力,将钛防护层35的端部39压入TPU片43中。在升高的温度下,第一环氧粘合膜42和第二环氧粘合膜44液化,同时TPU片软化。当压力施加到部件上时,TPU片43变形。特别地,TPU片43在钛防护层35的端部39周围以及钛防护层35和碳纤维层压叶片本体37之间塑性流动,使钛防护层35和碳纤维层压叶片本体37之间的TPU厚度相对于远离钛防护层35的TPU厚度减小。该过程一直持续到钛防护层35的外表面和TPU片在接口41处齐平。随着温度和施加压力的降低,环氧树脂粘合剂固化,TPU变得不易模塑,从而相对于叶片本体37和TPU层36固定金属防护层35的位置。
在图5的流程图中示出了将钛防护层连接到层压本体的简化方法。在方框101中,将TPU片施加到层压本体上。在方框102中,将钛防护层施加到层压本体上,使得钛防护层的端部覆盖TPU片的部分。在方框103中,将钛防护层压入TPU片中,以引起该TPU在钛防护层的端部周围的变形,从而使得在防护区域和非防护区域之间的接口处的外部轮廓齐平。
图6的流程图中示出了更详细的方法。在方框201中,将第一层环氧粘合剂施加到层压本体上。在方框202中,在第一层环氧粘合剂上将TPU片施加到层压本体上。在方框203中,将第二层环氧粘合剂施加到层压本体和TPU片的部分上。在方框204中,将钛防护层施加到层压本体上,使得钛防护层的端部覆盖TPU片的一部分。在方框205中,加热层压本体、TPU片、钛防护层以及第一和第二层环氧粘合剂的组件,并将钛防护层压入TPU片中以使TPU在钛防护层的端部附近变形,从而使防护区域和非防护区域之间的接口处的外部轮廓齐平。
可以理解的是,上述描述涉及本发明的具体实施例,并且所使用的材料和方法的变化是可能的。
例如,复合风扇叶片37可以由任何合适的复合材料制成,例如玻璃纤维增强聚合物(GFRP或玻璃纤维)、碳纤维增强聚合物(碳纤维)或芳纶纤维增强聚合物,例如,含有
复合风扇叶片本体37可以使用该领域众所周知的标准复合制造技术制造。例如,复合风扇叶片本体37可以首先通过为复合风扇叶片本体铺设预成型件,随后固化预成型件(例如在高压釜中)来制造。铺设预成型件可能需要在成型工具(如模具)上反复铺设碳纤维层。碳纤维层可以以碳纤维带或片材的形式施加,特别是用未固化的基体材料(例如未固化的树脂)预浸渍的碳纤维带或片材。或者,在铺设完成后,可以将未固化的基体材料注入预成型件中。可在固化之前使用本领域中已知的任何复合成型或成型技术对预成型件进行塑形或成型。
在制造防护层风扇叶片时,可以使用该领域众所周知的标准复合材料制造技术将热量和压力施加到图4所示的组件上。例如,可以在高压釜中对组件施加热量和压力。可以将高压釜设置为将组件加热到90℃至180℃之间,并在上方施加1bar(计量)和4bar(计量)之间的压力,例如,2到6小时。在进入高压釜之前,组件可以密封在真空袋内。可以使用例如模具之类的工具将防护层压入热塑性聚氨酯中,并且模具还可以限定成品部件的外部轮廓。例如,模具可以塑造热塑性聚氨酯的外表面,例如通过平滑热塑性聚氨酯的外表面,从而修正下面的复合风扇叶片本体表面的不规则性。该模具可以是在进入高压釜之前插入带有组件的真空袋中的增压器模具(即用于制造复合风扇叶片本体的薄硅橡胶模塑件模具)。模具可以是柔性的,但是,当施加于热塑性聚氨酯和防护层的外表面时,模具应在接口区域具有足够的局部弯曲刚度,以将防护层压入热塑性聚氨酯,从而提供一个齐平的接口。
本领域技术人员可以理解的是,该方法可适于用于制造用于燃气涡轮发动机的其他防护层部件。例如,该方法可用于制造防护复合导流叶片或防护复合鼻锥体。如图7所示,以防护复合导流叶片301为例,其包括位于前缘303和未防护层后缘304上的金属防护层302。如图8所示,以防护复合鼻锥体401为例,其包括位于鼻锥顶端403上的橡胶防护层402。在每种情况下,施加压力和热量可以使防护层(金属防护层302或橡胶防护层402)被压入相应的TPU层,从而在防护区域和非防护区域之间形成齐平的接口。
可以理解的是,本发明不限于上述实施例,并且可以在不脱离本文所述概念的情况下进行各种修改和改进。除非相互排斥,任何特征可以单独使用或与任何其他特征组合使用,并且本公开扩展到并包括本文所述的一种或多种特征的所有组合和子组合。
- 防护部件及具有该防护部件的衣物处理设备
- 防止部件在高温下腐蚀和氧化的防护层和其制备方法以及部件