一种开缝导流片式增升装置
文献发布时间:2023-06-19 11:16:08
技术领域
本发明属于翼型设计技术领域,具体涉及一种开缝导流片式增升装置。
背景技术
目前传统的增升装置往往采取多段翼结构形式,机构笨重又复杂,增加了飞行器的重量,工程效率不够高,无法满足目前飞行器高效起落飞行的需要。
为解决以上问题,现有技术中出现开缝翼型,如图1所示,为现有技术中出现的开缝翼型的结构图,其原理为:针对一个完整翼型扣掉一部分,达到开缝的目的。对翼型进行开缝是一种被动流动控制方法。然而,现有的开缝翼型,增升效果有限,即:提高最大升力系数的效果有限,改善翼型失速特性的效果有限,由此导致提升飞行器气动性能及操控稳定性的效果有限。
发明内容
针对现有技术存在的缺陷,本发明提供一种开缝导流片式增升装置,可有效解决上述问题。
本发明采用的技术方案如下:
本发明提供一种开缝导流片式增升装置,在翼型上表面和翼型下表面开缝,其中,翼型上表面开缝范围为翼型最大厚度位置后0.15c范围内,翼型下表面开缝范围为翼型最大厚度位置前0.15c范围内;c为翼型的弦长;缝道宽度范围为0.01c~0.2c;缝道中心线向翼型后缘倾斜,缝道中心线与翼型上表面夹角范围10°~50°,与翼型下表面夹角范围50°~90°;
缝道沿前后方向的两侧边界,分别为开缝翼缝道前侧边界和开缝翼缝道后侧边界;开缝翼缝道前侧边界与翼型上表面的交点位置为缝道口A2;开缝翼缝道前侧边界与翼型下表面的交点位置为缝道口B2;开缝翼缝道前侧边界的上边界线与翼型上表面具有夹角,开缝翼缝道前侧边界的下边界线与翼型下表面具有夹角,开缝翼缝道前侧边界的上边界线与开缝翼缝道前侧边界的下边界线相交于C2点;因此,开缝翼缝道前侧边界由开缝翼缝道前侧边界的上边界线A2C2和开缝翼缝道前侧边界的下边界线C2B2组成;
开缝翼缝道后侧边界与翼型上表面的交点位置为缝道口A1;开缝翼缝道后侧边界与翼型下表面的交点位置为缝道口B1;开缝翼缝道后侧边界的上边界线与翼型上表面具有夹角,开缝翼缝道后侧边界的下边界线与翼型下表面具有夹角,开缝翼缝道后侧边界的上边界线与开缝翼缝道后侧边界的下边界线相交于C1点;因此,开缝翼缝道后侧边界由开缝翼缝道后侧边界的上边界线A1C1和开缝翼缝道后侧边界的下边界线C1B1组成;
在缝道口A1、缝道口B1、C1点、缝道口B2、C2点进行倒圆修形处理,得到缝道修形后的开缝翼形;
然后,在开缝翼翼型后部分上开缝位置,即缝道口A1位置进行第二次倒圆修形处理,内切圆半径范围0.05c~0.4c,切割下的倒圆形成导流片;
将导流片沿着导流片最厚位置的当地下表面法向方向向上移动,移动范围为0.005c~0.2c,最终形成缝道口增加导流片的布局,即得到开缝导流片式增升装置。
优选的,缝道口A1、缝道口B1、C1点、缝道口B2、C2点进行倒圆修形处理具体为:
C1点进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.3c;
C2点进行倒圆增补修形处理,增补的倒圆半径范围0.01c~0.3c;
缝道口A1进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.1c;
缝道口B1进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.1c;
缝道口B2进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.2c。
优选的,所述开缝导流片式增升装置,适用于厚度为0.12c以上的翼型。
本发明提供的一种开缝导流片式增升装置具有以下优点:
本发明提供的一种开缝导流片式增升装置,可以实现翼型最大升力系数的显著提高,翼型的失速特性得到极大的改善,是一种简单高效的新型增升装置,进而有效提升飞行器气动性能及操控稳定性。
附图说明
图1为现有技术中出现的开缝翼型的结构图;
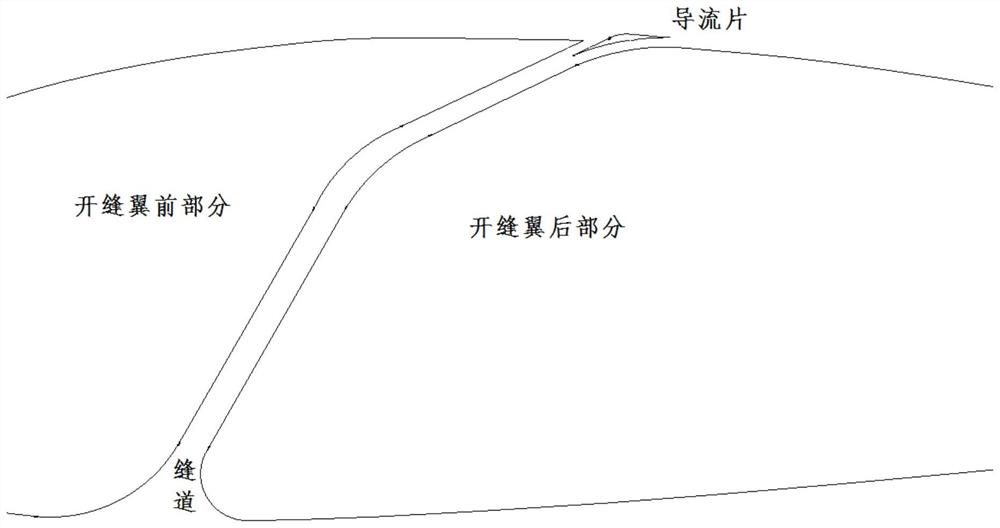
图2为本发明提供的缝道加导流片设计示意图;
图3为NACA4421翼型的结构图;
图4为本发明中缝道中心线位置的示意图;
图5为本发明中开缝翼形未修形前的示意图;
图6为本发明中缝道修形后的开缝翼形的示意图;
图7为本发明中缝道导流片的示意图;
图8为本发明中开缝导流片式增升装置的示意图。
具体实施方式
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
本发明的核心思想是,提供一种开缝导流片式增升装置,首先确定开缝位置;然后对缝道进行局部修形;最后增加导流片设计。因此,通过在缝道口增加导流片布局,可以实现翼型最大升力系数的显著提高,翼型的失速特性得到极大的改善,是一种简单高效的新型增升装置。
本发明针对厚度为0.12c(c为翼型的弦长)以上的翼型。如图2所示,为本发明提供的缝道加导流片设计示意图;其中,1代表缝道;2代表翼面;3代表导流片。
本发明提供的开缝导流片式增升装置,其结构如下:
(1)开缝位置:
翼型上表面开缝范围为翼型最大厚度位置后0.15c范围内,翼型下表面开缝范围为翼型最大厚度位置前0.15c范围内。c为翼型的弦长;
缝道宽度范围为0.01c~0.2c。缝道中心线向翼型后缘倾斜,缝道中心线与翼型上表面夹角范围10°~50°,与翼型下表面夹角范围50°~90°。
(2)缝道内修形:
缝道沿前后方向的两侧边界,分别为开缝翼缝道前侧边界和开缝翼缝道后侧边界;开缝翼缝道前侧边界与翼型上表面的交点位置为缝道口A2;开缝翼缝道前侧边界与翼型下表面的交点位置为缝道口B2;开缝翼缝道前侧边界的上边界线与翼型上表面具有夹角,开缝翼缝道前侧边界的下边界线与翼型下表面具有夹角,开缝翼缝道前侧边界的上边界线与开缝翼缝道前侧边界的下边界线相交于C2点;因此,开缝翼缝道前侧边界由开缝翼缝道前侧边界的上边界线A2C2和开缝翼缝道前侧边界的下边界线C2B2组成;
开缝翼缝道后侧边界与翼型上表面的交点位置为缝道口A1;开缝翼缝道后侧边界与翼型下表面的交点位置为缝道口B1;开缝翼缝道后侧边界的上边界线与翼型上表面具有夹角,开缝翼缝道后侧边界的下边界线与翼型下表面具有夹角,开缝翼缝道后侧边界的上边界线与开缝翼缝道后侧边界的下边界线相交于C1点;因此,开缝翼缝道后侧边界由开缝翼缝道后侧边界的上边界线A1C1和开缝翼缝道后侧边界的下边界线C1B1组成;
在缝道口A1、缝道口B1、C1点、缝道口B2、C2点进行倒圆修形处理,得到缝道修形后的开缝翼形;
具体的,缝道上部分和下部分交接处形状,即:C1点和C2点需要进行倒圆处理,开缝翼翼型后部分,即C1点进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.3c;开缝翼翼型前部分,即C2点进行倒圆增补修形处理,增补的倒圆半径范围0.01c~0.3c;
开缝翼翼型后部分上开缝位置,即缝道口A1进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.1c;
开缝翼翼型后部分下开缝位置,即缝道口B1进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.1c;
开缝翼翼型前部分下开缝位置,即缝道口B2进行倒圆去掉修形处理,去掉的倒圆半径范围0.01c~0.2c。
(3)导流片:
开缝翼翼型后部分上开缝位置,即缝道口A1位置进行第二次倒圆修形处理,内切圆半径范围0.05c~0.4c,切割下的倒圆形成导流片;
将导流片沿着导流片最厚位置的当地下表面法向方向向上移动,移动范围为0.005c~0.2c,最终形成缝道口增加导流片的布局,即得到开缝导流片式增升装置。
本发明以NACA4421翼型为例进行说明,该翼型的最大厚度位置为0.3c,最大厚度为0.21c。未割缝的基础翼型如图3所示。
第一步:确定缝道中心线。
选取缝道中心线与翼型上表面的交点位置为0.4c,记作A点;选取缝道中心线与翼型下表面的交点位置为0.2c,记作B点。缝道中心线与上下翼面的交角分别为30°和60°,在缝道内交于C点,形成缝道中心线A-C-B,如图4所示。
第二步:形成缝道。
以缝道中心线A-C-B为中心,形成宽度为0.05c的圆柱缝道,最终形成的开缝翼形如图5所示。
缝道沿前后方向的两侧边界,分别为开缝翼缝道前侧边界和开缝翼缝道后侧边界;开缝翼缝道前侧边界为边界线A2-C2-B2;开缝翼缝道后侧边界为边界线A1-C1-B1;边界线A2-C2-B2和边界线A1-C1-B1为两条平行的边界线线段。
开缝翼缝道前侧边界与翼型上表面的交点位置为缝道口A2;开缝翼缝道前侧边界与翼型下表面的交点位置为缝道口B2;开缝翼缝道前侧边界的上边界线与翼型上表面具有夹角,开缝翼缝道前侧边界的下边界线与翼型下表面具有夹角,开缝翼缝道前侧边界的上边界线与开缝翼缝道前侧边界的下边界线相交于C2点;因此,开缝翼缝道前侧边界由开缝翼缝道前侧边界的上边界线A2C2和开缝翼缝道前侧边界的下边界线C2B2组成;
开缝翼缝道后侧边界与翼型上表面的交点位置为缝道口A1;开缝翼缝道后侧边界与翼型下表面的交点位置为缝道口B1;开缝翼缝道后侧边界的上边界线与翼型上表面具有夹角,开缝翼缝道后侧边界的下边界线与翼型下表面具有夹角,开缝翼缝道后侧边界的上边界线与开缝翼缝道后侧边界的下边界线相交于C1点;因此,开缝翼缝道后侧边界由开缝翼缝道后侧边界的上边界线A1C1和开缝翼缝道后侧边界的下边界线C1B1组成;
第三步:缝道修形。
针对缝道内C1点和C2点,缝道口A1、缝道口B1和缝道口B2位置进行倒圆修形。
修形方式为:
缝道内C1点和C2点进行倒圆去掉修形处理,去掉的倒圆半径为0.07c;
缝道口A1和B1进行倒圆去掉修形处理,去掉的倒圆半径范围0.02c;
缝道口B2进行倒圆去掉修形处理,去掉的倒圆半径0.065c;
缝道修形后的开缝翼如图6所示。
第四步:导流片设计。
针对开缝翼翼型后部分上开缝位置,即缝道口A1位置进行第二次倒圆修形处理,内切圆半径为0.105c,切割下的倒圆形成导流片,如图7所示。
第五步:导流片平移。
将该导流片沿着导流片最厚位置的当地下表面法向方向向上移动,移动范围为0.025c,如图8所示,最终形成一种缝道口增加导流片的布局,即一种开缝导流片式增升装置。
以下通过实验效果例,针对NACA4421翼型,采用本发明提供的开缝导流片式增升装置,通过翼型气动分析软件针对其气动特性优点进行验证:
针对NACA4421基础翼型(未开缝构型)、开缝构型(未安装导流片)及开缝导流片式构型(本发明提供的构型),采用翼型气动分析软件评估了三种构型的气动特性。计算状态:马赫数为0.15,雷诺数为2×10
表1基于NACA4421翼型的三种构型的性能对比
从表1可以看出,开缝导流片构型比基础翼型(未开缝构型)的最大升力系数增加了75.8%,失速迎角增加了9°,另外失速迎角处对应的升阻比也有小幅增加。因此,开缝导流片构型比基础翼型(未开缝构型)显著提高翼型的最大升力系数和失速迎角。
开缝导流片构型比开缝(未安装导流片)构型的最大升力系数增加了27.5%,失速迎角增加了5°,另外失速迎角处对应的升阻比也有小幅增加。因此,开缝导流片构型比开缝(未安装导流片)构型显著提高翼型的最大升力系数和失速迎角。
本发明提供的开缝导流片式增升装置,通过对缝道进行修形处理,并在缝道内增加导流片,并且,靠近导流片的缝道口A2不进行倒圆修形处理,保持拐点特点,经数值模拟验证,可以实现翼型最大升力系数的显著提高,翼型的失速特性得到极大的改善,是一种简单高效的新型增升装置,进而有效提升飞行器气动性能及操控稳定性。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视本发明的保护范围。
- 一种开缝导流片式增升装置
- 一种开缝导流片式增升装置