窗组件及制造方法、饰条、车辆
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及车辆的窗组件和用于窗组件的饰条。
背景技术
目前,使用不锈钢材料作为车窗组件的饰条。在这样的车窗组件中,需要加入嵌件以加强包边的强度。通常在包边中设置塑料嵌件以制成包边。然而,增加塑料嵌件将增加工艺的复杂度、所需的物料,从而增加成本。
为此,一种使用不锈钢作为饰条的车窗结构的剖视示意图如图1所示。车窗结构包括饰条1、车窗玻璃2以及包边3,包边3将饰条1与车窗玻璃2连接并且相对固定,饰条1的一部分向车窗玻璃2弯曲并延伸至车窗玻璃的下方形成支撑包边的支撑部4,从而支撑部4的一部分与车窗玻璃2重叠。在图1中,点划线之间的部分为重叠部分,用符号P表示。
对于上述结构,在注塑过程中,注塑压力会使得支撑部4向玻璃2弯曲变形,甚至接触到玻璃,如图1中虚线所述,从而导致支撑部与玻璃之间的注塑材料过少。从玻璃的上方观察时,在玻璃与支撑部重叠的区域将呈现出可见的白边。
发明内容
本发明的目的是提供一种窗组件,其消除或至少缓解玻璃所呈现的白边。
按照本发明的一个方面,一种窗组件,包括通过包边连接的玻璃和饰条,所述饰条具有在所述包边内向所述玻璃弯曲并延伸至所述玻璃下方的支撑部,所述支撑部与所述玻璃部分重叠,在所述支撑部的与所述玻璃重叠的部分、在朝向所述玻璃的一侧设有至少一个凸起。
其中,所述凸起从底部至顶部的横截面尺寸变小。
其中,沿所述支撑部的长度方向设有至少一组所述凸起。
其中,所述凸起布置在所述支撑部的边缘区域。
进一步,所述凸起构造为球形凸起。或者,所述凸起构造为凸台或条状凸起,其顶部构造为弧形。
其中,所述凸起与所述支撑部一体成型。
按照本发明另一方面,一种饰条,其用于通过包边与玻璃连接,所述饰条具有在所述包边内向玻璃弯曲并延伸至所述玻璃下方且与所述玻璃部分重叠的支撑部,在所述支撑部的与所述玻璃重叠的部分、在朝向所述玻璃的一侧设有至少一个凸起。
按照本发明又一方面,一种车辆,其特征在于,包括前述的窗组件。
按照本发明又一方面,一种制造前述窗组件的方法,包括如下步骤:提供玻璃和饰条;使所述饰条的一部分位于所述玻璃下方,并与所述玻璃重叠,其中在所述支撑部与所述玻璃重叠的部分、在朝向所述玻璃的一侧设有至少一个凸起;以及,注塑,通过包边连接所述玻璃和所述饰条。
其中,包括通过冲压形成所述至少一个凸起。
本发明的技术效果在于,在饰条的支撑部设置凸起以在注塑过程中起到支撑作用,避免支撑部在注塑过程中朝向玻璃移动,从而在支撑部与玻璃之间形成能够容纳足够多注塑材料的空间,进而消除或减少在玻璃正面出现的白边。
附图说明
图1示出现有的窗组件结构的局部剖视图。
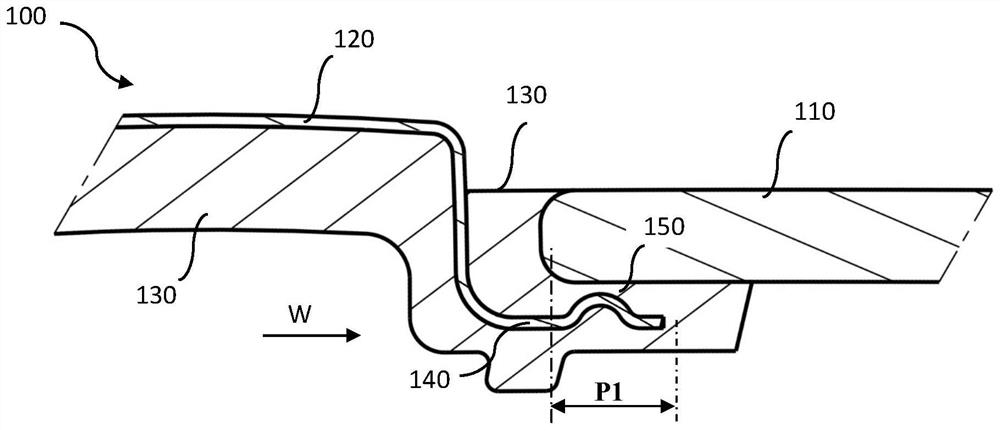
图2示出按照本发明的窗组件结构的局部剖视图。
图3示出按照本发明的饰条的局部示意图。
具体实施方式
下面结合附图描述本发明的具体实施方式。
在本发明的上下文中,方位术语“上”和“下”分别是指附图中的相应方位,其中玻璃的上面和下面还分别定义为玻璃的正面和背面。术语“饰条的宽度方向”是指附图2的水平方向,在图2中用W和箭头表示。术语“饰条的长度方向”是指垂直于附图2纸面的方向,对应地,在图3中用L和箭头表示。术语“横截面”是指附图中大体上平行于玻璃的平面,即,图2中的水平方向。术语“凸起的底部”是指凸起与支撑部毗连的部分,术语“凸起的顶部”是指凸起靠近玻璃的部分。
如图2所示,如本发明的一个实施例,一种窗组件100,包括通过包边130连接的玻璃110和饰条120。饰条120的一部分向玻璃110弯曲,并在包边130中延伸至玻璃110的下方形成支撑部140。饰条120可以由金属,例如不锈钢制成,其通常是通过钣金冲压制成。
支撑部140与玻璃110部分重叠。在图2中表示为点划线之间的部分,由P1表示。P1所示的区域可以认为是支撑部140和玻璃110在竖直方向上相互投影的区域。
在P1所示的区域内,支撑部140在朝向玻璃的一侧设有凸起150。凸起150与支撑部140可以一体成型。例如,可以通过冲压方式在饰条120上形成凸起150,如图2所示。或者,在其他实施例中,可以通过在支撑部140上设置额外的材料形成所述凸起150。
凸起150可以对支撑部140起到限位作用。具体而言,在注塑过程中,在支撑部140受到注塑压力而向玻璃110弯曲变形时,所述凸起150可以抵靠在玻璃110或者玻璃110与支撑部140之间的包边材料上,使得支撑部140的弯曲变形受到抑制,由此在支撑部140与玻璃110之间保留重组的容纳包边材料的空间,这样能够避免支撑部140与玻璃的距离过近以及支撑部140与玻璃110之间的包边材料过少,进而避免或者减少从玻璃正面可观察到的白边缺陷。
为了尽可能消除或最大程度减少从玻璃正面可观察到的白边缺陷,凸起150的顶部需要尽可能小,因此,从凸起150的底部到顶部,凸起150的横截面尺寸逐渐变小。在一个例子中,凸起150的横截面尺寸逐渐变小可以是线性的或连续的变化,或者可以非线性或不连续的变化。在另一个例子中,凸起150可以是具有较小横截面尺寸的柱状或销钉状构造。
另外,为了避免应力集中,并且避免在注塑过程中,凸起150的顶部在压力作用下破坏玻璃,凸起150的顶部应为构造为弧形。
优选地,凸起150构造为球形凸起,也就是凸起150的截面为圆形。在一个例子中,凸起150可以构造为空心的并且是大体上球面的一部分,也就是凸起150可以构造为大体上球冠结构。在另一个例子中,凸起150可以构造为实心的并且是大体上球体的一部分,也就是凸起150可以构造为大体上球缺结构。
在别的实施例中,凸起150也可以构造为凸台,例如圆台或棱台,其顶部构造为弧形。
又或,凸起150可以构造为条状凸起,类似地,其顶部构造为弧形。条状凸起具有长度,其长度的方向可以与饰条的长度方向L一致,或者其长度方向可与饰条的长度方向L形成角度,比如,垂直(即与饰条的宽度方向W一致)或其他角度。
类似地,在一个实施例中,条状突起可以采用冲压方式形成。或者,在另一个实施例中,可以在支撑部140上设置额外的材料形成条状凸起。
图3示出其用于前述的窗组件100的饰条120的局部结构,如前所述,饰条120的长度方向L对应垂直于附图2的纸面的方向。饰条120的支撑部140嵌入包边130(图3中未示)内并在玻璃120(图3中未示出)的下方延伸。
凸起150设在支撑部140的边缘区域。这里所述的边缘区域是指在工艺允许的条件下,尽可能靠近支撑部140的边缘区域。例如,在通过冲压工艺形成凸起150时,凸起150与支撑部140的边缘需要保留一个最小的距离,这个距离的大小取决于冲压工艺的要求。
在一个例子中,可以沿支撑部140的长度方向L设置至少一组凸起150,如图3所示。或者,在其他例子中,也可以设置多组凸起150。
在本发明的实施例中,凸起150的高度尺寸,即在附图2中竖直方向的尺寸,可以根据具体的应用确定,只要保证凸起150的顶端与玻璃之间的间隙足以通过并容纳足够的注塑材料即可。凸起150的横向尺寸,即附图2中水平方向的尺寸,可以根据具体的制造工艺和应用环境而确定。凸起150之间的间距也可以根据制造工艺和具体应用环境而确定。
另外,按照本发明的实施例,一种窗饰条,其具有在窗组件的包边内延伸至玻璃下方的支撑部,在所述支撑部朝向所述玻璃的侧面设有多个凸起。
又,根据本发明的又一实施例,一种车辆,包括前述的窗组件。
按照本发明又一实施例,一种制造前述窗组件的方法,包括如下步骤:提供玻璃110和饰条120;使饰条120的一部分位于玻璃110下方,并且与所述玻璃110重叠,其中在所述支撑部140与所述玻璃110重叠的部分P1、在朝向所述玻璃的侧面设有至少一个凸起150;以及,注塑,通过包边130连接玻璃110和饰条120。
进一步,该方法还包括通过冲压所述至少一个凸起150。
本领域技术人员能够了解,可以以任何适当的顺序执行该方法的步骤,而不限于上述实施例中的描述顺序。
在上面的描述中,阐述了本发明的技术方案的细节,然而,本领域技术人员能够了解,本发明不限于上述实施例所列出的具体细节,而是可以在权利要求所限定的范围内变化。
- 窗组件及制造方法、饰条、车辆
- 用于引导车辆天窗操作的导轨、包括导轨和内侧饰条的组件、天窗及其制造方法