一种多层药芯银钎料及其制备方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明属于钎焊材料技术领域,具体涉及一种多层药芯银钎料及其制备方法。
背景技术
传统银钎料钎焊时,钎料、钎剂通常被分开使用,即钎焊时钎料需蘸取钎剂使用或预先将钎剂涂覆在工件待焊位置。这种传钎焊方法增加了一次焊前工序和操作时间,并增加了一个变量,影响焊接一致性和质量稳定性。为保证钎焊质量,不得不添加过量钎剂,过量钎剂不仅污染空气,且焊后需大量清水清洗。为提高钎剂使用效率、减轻水资源污染、改善钎焊工作环境,药芯银钎料和药皮银钎料成为钎焊材料的最新发展方向。
药芯银钎料和药皮银钎料是钎料、钎剂复合在一体的新型复合钎焊材料,具有钎焊工序简单、易操作、钎剂无浪费且用量可控的特点,从而减少了钎剂的浪费与污染,满足了高效、优质、洁净生产的需要。但是,在药芯银钎料制备过程中,作为“药芯”的粉状钎剂的“塑性”和“流动性”较差,无法与外部金属皮的塑性相匹配,在拉拔、减径过程中极易造成药芯银钎料外部金属皮的撕裂和内部钎剂药芯的不连续。外部金属皮的撕裂,会导致产品的成品率较低。内部钎剂药芯的不连续,也即钎料内多个部位无钎剂或钎剂量少,会导致钎焊过程中没有足够量钎剂去膜,造成钎料填缝性差或根本焊不上。同样,药皮银钎料中裸露在外的药皮钎剂成分大部分是无机盐,很容易吸潮、脱落,同样会造成焊接过程中钎料中钎剂量不足或失效,从而影响焊接效果。
另外,现有药芯银钎料中钎剂的活性低、填缝性差且易漫流,易导致钎料填缝性、流动性差,造成钎缝背面钎料难过缝(背面无钎料或钎料量少)或钎缝正面钎料堆积漫流等缺陷。钎缝背面钎料难过缝,导致接头钎着率低,严重影响接头力学性能。钎缝正面的钎料漫流堆积影响美观和后续加工,需打磨,增加成本。
为解决上述不足,需开发一种新型药芯银钎料,既能克服药芯钎剂的空芯、不连续缺点,又能解决钎剂药皮裸露在外易吸潮、脱落的不足,同时还能使钎料具有强填缝性和速流性,从而提高钎料的焊接效果。
发明内容
本发明的目的在于提供一种多层药芯银钎料,解决现有药芯银钎料填缝性和速流性不足的问题。
本发明的第二个目的在于提供上述多层药芯银钎料的制备方法。
为实现上述目的,本发明的多层药芯银钎料的技术方案是:
一种多层药芯银钎料,包括内芯层,附着在内芯层表面上的中间层,以及包裹在中间层上的最外层,所述内芯层为合金丝,所述中间层为银钎剂层,所述最外层为银基钎料金属皮;所述合金丝的熔点低于银钎剂层的熔点。
本发明的多层药芯银钎料,芯部的合金丝的熔化温度低于钎剂,钎焊过程中,合金丝先熔化,然后粘附钎剂,带动钎剂预先流出并渗入钎缝,从而提升钎料的填缝性能和流动性能,解决了常规药芯银钎料钎焊时流动性差、不易过缝、钎焊正面钎料堆积的问题,从而提升钎焊效果。
优选的,所述合金丝的熔点为60~80℃。银钎剂的熔点一般为600~850℃。外部金属皮的熔点一般为680~780℃。为进一步增强合金丝的填缝性、速流性,优选的,所述合金丝为Ga-Sn-In合金丝,所述Ga-Sn-In合金丝中Ga、Sn、In的质量比为8:12:1。
由于中间层是以合金丝为基底,利用压涂等常规包覆技术可以克服药芯银钎料中内部钎剂粉芯易空芯、不连续的问题,又解决了药皮钎料中外部钎剂药皮层吸潮、脱落造成的钎剂不连续、失效问题。
银钎剂层由银钎剂和少量粘结剂组成,粘结剂能够满足基本的粘结要求即可,一般而言,银钎剂在银钎剂层中的质量占比在85%以上,优选90%以上。粘结剂可选择聚乙二醇等。作为一种示例形式,银钎剂层由银钎剂和聚乙二醇-400粘结剂按质量比85~92:8~15组成。作为一种示例形式,银钎剂由氟化钠、氟硼酸钾、硼酐按质量比20:45:35组成。
优选的,所述银基钎料金属皮为银铜锌钎料。进一步优选的,所述银铜锌钎料由以下重量份的组分组成:Ag 5~50份,Cu 15~45份,Zn 10~35份,Ni 0.5~2份,Mn 0.8~2.5份,Si 0.1~0.5份,Li 0.1~0.3份,P 0.1~0.3份。该配比组成的银基钎料金属皮的塑性与合金丝相匹配,可以提高多层药芯银钎料的整体性和更佳的可加工性。
优选的,所述多层药芯钎料的三层组分的重量份组成为:内层合金丝5~8份,中间层银钎剂层6~12份,最外层银基钎料金属皮70~85份。可以依据上述质量份数确定内芯层、中间层、最外层的直径。
优选的,所述合金丝的直径为1.2~2.0mm。合金丝及附着在合金丝上的银钎剂层形成药皮合金丝,药皮合金丝的直径大于合金丝的直径,药皮合金丝的直径为1.5~2.8mm。
本发明的多层药芯银钎料的制备方法的技术方案是:
一种多层药芯银钎料的制备方法,包括以下步骤:
1)将钎剂粉和粘结剂配制成膏状钎剂,压涂在合金丝表面,制成药皮合金丝;
2)按钎料金属皮配方取原料,通过熔炼、浇铸、挤压,得到空心金属管;将药皮合金丝填充到空心金属管内,通过辊轧、拉拔,减径到所需尺寸。
本发明的多层药芯银钎料的制备方法,在合金丝外部压涂一层钎剂层,形成药皮合金丝,然后以药皮合金丝为药芯,外部包裹一层钎料金属皮,形成三层药芯钎料结构。利用该制备方法可方便制得芯部钎剂连续程度高、且防潮性能好,同时具有强填缝性和速流性的新型药芯银钎料。
优选的,步骤1)中,所述合金丝由包括以下步骤的方法进行制备:将Sn熔化成金属液,用In箔包裹Ga粒并用钟罩压入金属液底部,搅拌均匀,浇铸,得到合金铸锭,再经挤压、拉拔,得到合金丝。
优选的,步骤2)中,所述辊轧、拉拔的温度为30~40℃。更优选为35~38℃。所选取的Ga、Sn、In定比合金丝的成分合适(其熔化温度范围为60~80℃,常温下为固态,不会呈液体而流出。另外,在35~38℃范围内该药皮合金丝的塑性、流动性较好,与外部金属皮的塑性相匹配,减少了辊轧、拉拔过程中内部钎剂粉芯的中断和外部金属皮的撕裂,提高了芯部钎剂的连续度和钎料的成品率。
综上,本发明的有益效果可以概括如下:
(1)传统药芯粉填充在内部,易断粉,不可视和不可控;而本发明中是先把药芯钎剂在合金丝表面制成药皮,实现药芯粉外置的可视化和可控化,在药皮合金丝的压涂中有效避免钎剂层的不连续;同时,该药皮合金丝置于金属皮内部,有效防止了药皮钎料中钎剂层裸露在外易吸潮和脱落导致的钎焊缺陷问题。
(2)本发明中Ga、Sn、In药皮合金丝在热加工状态下塑性较好,与外部金属皮的塑性相匹配,具有同步加工流动性,进一步减少了钎剂层的中断和外部金属皮的撕裂,提高了成品率。
(3)本发明中Ga、Sn、In合金丝具有较好的填缝性和速流性,钎焊过程中先熔化,粘附钎剂,预先流出并渗入钎缝,从而提升钎料的填缝性能和流动性能。
附图说明
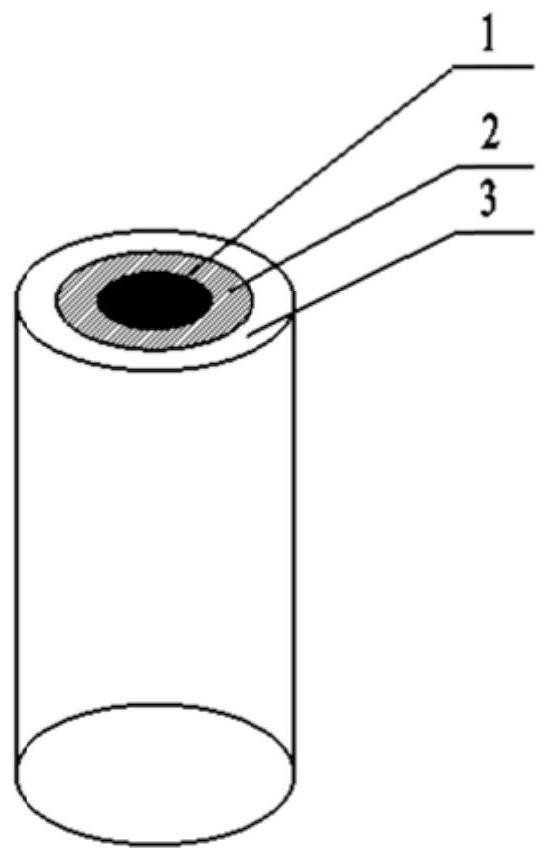
图1为本发明的药芯银钎料的结构示意图;
图1中,1-合金丝;2-钎剂层;3-金属皮;
图2为现有药芯银钎料钎焊接头填缝形貌,其中(a)-接头正面钎料漫流,(b)-接头背面钎料不过缝;
图3为实施例5钎料钎焊接头填缝形貌,其中(a)-接头正面钎料均匀,(b)-接头背面钎料过缝;
图4为本发明实施例5的药芯银钎料与药皮银钎料的吸潮形貌对比,其中(a)-药芯银钎料,(b)-药皮银钎料。
具体实施方式
本发明的药芯银钎料,结构示意图如图1所示,为三层结构,最内层为合金丝1,合金丝外包裹有钎剂层2,形成中间层,钎剂层2包裹有金属皮3,形成最外层。
合金丝优选Ga-Sn-In合金丝时,熔点较低,填缝、流动性较好,促进钎剂的流动、填缝性能,提高钎料的填缝效果;而且Ga-Sn-In合金丝在热态下的塑性、流动性与外部金属相匹配,可提高钎料的成品率。
合金丝的成分不影响钎焊性能,Ga-Sn-In合金丝优选与最外层不含Ga、Sn、In的金属皮组成性能优越的银基钎料。
中间层可选择常规银钎剂。作为一种示例形式,银钎剂由氟化钠、氟硼酸钾、硼酐组成,三者质量比为20:45:35。
上述多层药芯银钎料的制备方法,包括以下步骤:
步骤一、根据合金丝的质量份数和质量比,算出Ga粒、Sn块、In箔原料的质量份数并分别称取,先将Sn置于石墨坩埚中,加热到一定温度,Sn熔化成金属液,用In箔包裹Ga粒并用钟罩压入金属液底部,用玻璃棒搅拌,直至熔化彻底、混合均匀,然后浇铸到模具型腔,冷却得到合金铸锭;
步骤二、将合金铸锭经过挤压、拉拔,得到一定直径的定比合金丝;
步骤三、按质量份数称取银钎剂粉,将银钎剂粉与聚乙二醇-400粘结剂配置成膏状钎剂,采用压涂方式将膏状钎剂均匀压涂在合金丝外表面,得到一定直径的药皮合金丝;
步骤四、按质量份数称取银基钎料中除Ga、Sn、In外的其它金属元素,按常规方法,通过熔炼、浇铸,挤压得到一定内径的空心金属管;
步骤五、将步骤三的药皮合金丝填充在步骤四的空心金属管内,通过在一定温度下进行辊轧、拉拔,减径到所需尺寸,即得到含Ga、Sn、In的多层无缝药芯银钎料。
进一步的,步骤一所述的一定温度为220~240℃。
进一步的,步骤二所述的定比合金丝的直径范围为1.2~2.0mm。
进一步的,步骤三所述的药皮合金丝的直径范围为1.8~2.5mm。
进一步的,步骤四所述的空心金属管的内径略大于药皮合金丝直径,二者间隙配合;空心金属管的厚度由其质量份数决定。
进一步的,步骤五所述的一定温度为35~38℃。一般可减径到1.8~2.5mm。
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
一、本发明的多层药芯银钎料的具体实施例
实施例1
本实施例的多层药芯银钎料,包括内芯层,附着在内芯层表面上的中间层,以及包裹在中间层上的最外层。
所述多层药芯银钎料的三层组份的重量份组成为:内芯层5份,中间层6份,最外层70份。
内芯层为Ga-Sn-In合金丝(定比合金丝),Ga-Sn-In合金丝中Ga、Sn、In的质量比为8:12:1。
中间层为银钎剂层,由银钎剂和聚乙二醇-400粘结剂按质量比90:10组成。银钎剂由氟化钠、氟硼酸钾、硼酐按质量比20:45:35组成。
最外层为银基钎料金属皮,由以下重量份的组分组成:Ag 5份,Cu 45份,Zn 35份,Ni 2份,Mn0.8份,Si 0.5份,Li 0.3份,P0.3份。
定比合金丝的直径为1.2mm;定比合金丝及银钎剂层形成药皮合金丝,药皮合金丝的直径由其质量份数所确定。
实施例2
本实施例的多层药芯银钎料,与实施例1介绍的不同之处在于,多层药芯银钎料的三层组份的重量份组成为:内芯层6份,中间层7份,最外层75份。
其中,最外层银基钎料金属皮的成分重量份组成为:Ag 10份,Cu 40份,Zn 30份,Ni 1.5份,Mn1.2份,Si 0.1份,Li 0.1份,P0.1份。
定比合金丝的直径为1.5mm;定比合金丝及银钎剂层形成药皮合金丝,药皮合金丝的直径由其质量份数所确定。
实施例3
本实施例的多层药芯银钎料,与实施例1介绍的不同之处在于,多层药芯银钎料的三层组分的重量份组成为:内芯层7份,中间层8份,最外层80份。
其中,最外层银基钎料金属皮的成分重量份组成为:Ag 20份,Cu 35份,Zn 28份,Ni 1.0份,Mn1.5份,Si 0.2份,Li 0.2份,P0.2份。
定比合金丝的直径为2.0mm;定比合金丝及银钎剂层形成药皮合金丝,药皮合金丝的直径由其质量份数所确定。
实施例4
本实施例的多层药芯银钎料,与实施例1介绍的不同之处在于,多层药芯银钎料的三层组分的重量份组成为:内芯层8份,中间层10份,最外层82份。
其中,最外层银基钎料金属皮的成分重量份组成为:Ag 30份,Cu 30份,Zn 20份,Ni 0.8份,Mn2.0份,Si 0.3份,Li 0.3份,P0.3份。
定比合金丝的直径为1.2mm;定比合金丝及银钎剂层形成药皮合金丝,药皮合金丝的直径由其质量份数所确定。
实施例5
本实施例的多层药芯银钎料,与实施例1介绍的不同之处在于,多层药芯银钎料的三层组分的重量份组成为:内芯层5份,中间层11份,最外层85份。
其中,最外层银基钎料金属皮的成分重量份组成为:Ag 40份,Cu 20份,Zn 15份,Ni 0.5份,Mn2.2份,Si 0.4份,Li 0.1份,P0.1份。
定比合金丝的直径为1.5mm;定比合金丝及银钎剂层形成药皮合金丝,药皮合金丝的直径由其质量份数所确定。
实施例6
本实施例的多层药芯银钎料,与实施例1介绍的不同之处在于,多层药芯银钎料的三层组分的重量份组成为:内芯层6份,中间层12份,最外层70份。
其中,最外层银基钎料金属皮的成分的重量份组成为:Ag 50份,Cu 15份,Zn 10份,Ni 2份,Mn2.5份,Si 0.5份,Li 0.2份,P0.2份。
定比合金丝的直径为2.0mm;定比合金丝及银钎剂层形成药皮合金丝,药皮合金丝的直径由其质量份数所确定。
二、本发明的多层药芯银钎料的制备方法的具体实施例
实施例7
本实施例的多层药芯银钎料的制备方法,对实施例1的多层药芯银钎料的制备过程进行详细说明,包括以下步骤:
1)根据定比合金丝的份数和其质量比,算出Ga、Sn、In原料质量份数,按质量份数称取Ga粒、Sn块、In箔,先将Sn块置于石墨坩埚中,加热到230℃,Sn熔化成金属液,再用In箔包裹Ga粒并用钟罩压入金属液底部,用玻璃棒搅拌,直至熔化彻底、混合均匀,然后浇铸到模具型腔,冷却得到合金铸锭;
2)将合金铸锭经过挤压、拉拔,得到直径为1.2mm的定比合金丝;
3)按质量份数称取银钎剂粉,将银钎剂粉与聚乙二醇-2000粘结剂配置成膏状钎剂(银钎剂粉、聚乙二醇-400的质量比为90:10),采用压涂方式将膏状钎剂均匀压涂在合金丝外表面,得到药皮合金丝;
4)按质量份数称取银基钎料中除Ga、Sn、In外的其它金属元素,按常规方法,通过熔炼、浇铸,挤压得到一定内径的空心金属管;空心金属管的内径大于药皮合金丝直径约0.1~0.3mm,二者间隙配合;
5)将步骤3)的药皮合金丝填充在步骤4)的空心金属管内,通过在38℃下进行辊轧、拉拔,减径,即得到含Ga、Sn、In的多层无缝药芯银钎料。在其他实施例情形下,可在30、35、40℃条件下进行相应的辊轧、拉拔操作。
参考实施例7的方法,可相应制备得到实施例2~6的多层药芯银钎料。
三、实验例
实验例1
为考察本发明多层药芯银钎料与现有药芯银钎料的钎焊效果,分别用实施例5的多层药芯银钎料和市面上的药芯银钎料(两种钎料外部金属、内部钎剂均一样,规格也一样,不同之处在于结构形态,即芯部有无合金丝)进行304不锈钢丝的感应钎焊试验,不锈钢丝直径1.2mm,搭接焊接,搭接长度为10mm。在尽量保证每个试样条件相同前提下,采用两种钎料分别钎焊100个接头,观察接头填缝效果,对比接头不过缝数(100个接头中有多少个钎缝背面无料),并在万能拉伸试验机上测量接头强度。
采用本发明实施例5的多层药芯银钎料钎焊得到的钎缝形貌如图2所示,现有药芯银钎料得到的钎缝形貌如图3所示;对比情况见表1所示。
表1钎焊接头性能对比情况
从表1和图2、图3可以看出,实施例5钎料的钎焊接头强度较高,钎料的填缝性能较好,接头的正面和背面均有钎料层,且钎料层均匀,钎缝形貌良好,100个接头中不过缝的仅有2个。而现有药芯银钎料的接头强度较低,钎料的填缝性性能较差,接头正面的钎料量较多,形成满流,但接头背面却没有钎料层,100个接头中不过缝接头数高达28。
这是因为,实施例5中药芯银钎料的钎剂层连续程度高,空芯率低,且芯部添置有合金丝,合金丝具有优越的填缝和渗透性,能促进钎剂的填缝和流动,从而带动钎料的填缝和流动,有效减少了接头钎料不过缝的缺陷。
实验例2
为考察本发明多层药芯银钎料与现有药芯银钎料的钎剂层连续程度,也即空芯率,分别用实施例5的药多层药芯银钎料和市面上同成分的药芯银钎料进行破坏性试验(两种钎料分别抽取1米长,每隔1cm剪断,观察断面是否是空心,算出空心率)。
由试验测定,现有药芯银钎料的空心率高达15%左右(100段中15段是空心),而本发明的药芯银钎料的空心率只有1.5%,空心率降低了约10倍。
实验例3
为考察实施例5的药芯银钎料与药皮银钎料(外皮为银钎剂,内芯为钎料合金,银钎剂、钎料合金与实施例5的中间层、外皮成分分别相同)的吸潮性能对比,分别将药芯银钎料和药皮银钎料进行吸潮性试验(两种钎料放置在温度20℃、湿度80%RH的密闭空间中24h,然后取出两种钎料,观察其表面形貌),结果如图4所示。
由图4可以看出,放置24h后两种钎料表面形貌截然不同,药芯银钎料的外表面为含银的金属皮,几乎不吸潮,表面形貌无变化;但是药皮银钎料的外表面为钎剂层,很容易潮解失效,造成钎料表层的钎剂层脱落,严重影响焊接性能。因此,钎剂层置于金属皮外易吸潮脱落。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,但本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种钎料外皮及其制备方法、原位合成金属覆层药芯银钎料及其制备方法、焊接方法和连接体
- 一种药芯钎料及其制备方法和药芯钎料的断粉率检测系统