一种玻璃钢生产加工用模压装置及其实施方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及玻璃钢生产加工技术领域,尤其涉及一种玻璃钢生产加工用模压装置及其实施方法。
背景技术
模压成型是先将玻璃钢放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业,玻璃钢即纤维强化塑料,一般指用玻璃纤维增强不饱和聚酯、环氧树脂与酚醛树脂基体,以玻璃纤维或其制品作增强材料的增强塑料,称谓为玻璃纤维增强塑料,或称为玻璃钢,不同于钢化玻璃,现有玻璃钢在加工过程中需要对其进行模压成型。现有的玻璃钢模压化粪池壳体大都由上壳体和下壳体组合而成。
公开号为CN209242882U的专利说明书中公开了一种玻璃钢模压化粪池用的上壳体,玻璃钢模压化粪池用的上壳体为内侧设置有半圆柱形状内凹槽的上壳体,且上壳体的顶面为凸起的圆柱形表面,上壳体的两端端面为半圆形平面;位于上壳体的顶面上设置有检查孔;位于上壳体的一端端面设置有进口;位于上壳体的顶面上还设置有排气管;位于上壳体的顶面的靠近底部两侧位置处各设置有多个突出于表面的凸起腔部。
公开号为CN208814859U的专利说明书中公开了一种玻璃钢模压化粪池用的下壳体,玻璃钢模压化粪池用的下壳体为内侧设置有半圆柱形状内凹槽的下壳体,且下壳体的顶面为圆柱形表面,下壳体的顶面两端设置有凸出的底部支撑腔;底部支撑腔为两个,分别位于下壳体的顶面两端;两个底部支撑腔平行设置,且每个底部支撑腔都垂直于所述下壳体轴向方向设置;位于下壳体的顶面的靠近底部两侧位置处各设置有多个突出于表面的凸起腔部。
由于上壳体往往需要考虑安装一些附属结构,例如如何实施清掏,因此其上壳体和下壳体需要使用不同的模压模具进行成型,这样会大幅增加整体的模压成本,因此需要对其进行优化改进。
发明内容
本发明的目的在于克服传统技术中存在的上述问题,提供一种玻璃钢生产加工用模压装置及其实施方法。
为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
一种玻璃钢生产加工用模压装置,包括底座、支撑座、下模、导向杆、顶座、上模、支架、液压推杆和压梁,所述底座通过支撑座固定支撑有下模,所述下模的上端四角处垂直固定有导向杆,所述导向杆的上端共同支撑有顶座,所述导向杆的外侧共同滑动套设有上模,所述顶座的上端通过支架固定有液压推杆,所述上模远离下模的一侧固定有压梁,所述压梁与液压推杆的活动端固连;
所述下模包括下平板,所述下平板上端向内凹陷形成腔体成型槽,所述腔体成型槽的开口边部形状整体呈腰形,所述腔体成型槽位于开口的一端设有进料管成型槽,另一端设有出料管成型槽,所述腔体成型槽位于开口的一直边部依次设有第一清掏管成型槽、第二清掏管成型槽和第三清掏管成型槽,所述腔体成型槽位于相邻的两个掏管成型槽之间的区域对称设有夹持框成型槽,所述腔体成型槽围绕开口边部设有密封条成型槽,且密封条成型槽位于进料管成型槽、出料管成型槽、第一清掏管成型槽、第二清掏管成型槽和第三清掏管成型槽处各自设有避让缺口;
所述上模包括上平板,所述上平板下端向内凸出形成腔体成型凸起,所述腔体成型凸起与上平板的连接边部形状整体呈腰形,所述腔体成型凸起位于连接面的一端设有进料管成型凸起,另一端设有出料管成型凸起,所述腔体成型凸起位于连接边部的一直边部依次设有第一清掏管成型凸起、第二清掏管成型凸起和第三清掏管成型凸起,所述腔体成型凸起位于相邻的两个清掏管成型凸起之间的区域对称设有夹持框成型凸起,所述腔体成型凸起围绕开口边部设有密封条成型凸起,且密封条成型凸起位于进料管成型凸起、出料管成型凸起、第一清掏管成型凸起、第二清掏管成型凸起和第三清掏管成型凸起处各自设有避让凸起,所述上平板的四角处开设有与导向杆配合的导向孔;
所述上模和下模完全对接后,两者之间形成有能够形成玻璃钢化粪池半成品的模压成型区。
进一步地,上述玻璃钢生产加工用模压装置中,所述下模中腔体成型槽的背侧通过支撑座与底座固定。
进一步地,上述玻璃钢生产加工用模压装置中,所述压梁固定在上平板的上侧,所述压梁同时通过若干加强筋板与腔体成型凸起固定。
进一步地,上述玻璃钢生产加工用模压装置中,所述玻璃钢化粪池半成品包括化粪池半壳体,所述化粪池半壳体一端设有半进料管,另一端设有半出料管,所述化粪池半壳体的一直边部依次设有半第一清掏管、半第二清掏管和半第三清掏管,所述化粪池半壳体位于相邻的两个半清掏管之间的区域对称设有半夹持框,所述化粪池半壳体围绕对接边部设有密封条,且密封条位于半进料管、半出料管、半第一清掏管、半第二清掏管和半第三清掏管处各自设有隔断区。
进一步地,上述玻璃钢生产加工用模压装置中,所述半夹持框共同夹持固定有带溢流孔的隔板,所述隔板组装时通过旋转来调节溢流口的高度位置。
进一步地,上述玻璃钢生产加工用模压装置中,所述半进料管、半出料管、半第一清掏管、半第二清掏管和半第三清掏管各自设有半法兰盘结构。
进一步地,上述玻璃钢生产加工用模压装置中,所述密封条中开设有便于涂覆密封胶凝剂的密封槽。
进一步地,上述玻璃钢生产加工用模压装置中,其实施方法包括如下步骤:将原材料放入下模,而后启动液压推杆使其活动端向下位移;液压推杆经压梁推动上模向下位移,上模和下模配合将原材料挤压形成玻璃钢化粪池半成品,保压1-2min后取出玻璃钢化粪池半成品。
本发明的有益效果是:
本发明结构设计合理,其将玻璃钢模压化粪池壳体设计为由左壳体和右壳体组合而成,左壳体和右壳体结构完全相同,且各自左壳体和右壳体各自为对称结构,这样使得左壳体和右壳体只需采用一个模压模具即可完成模压成型工作,简化了模压成型的工艺流程,降低了生产成本。
当然,实施本发明的任一产品并不一定需要同时达到以上的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
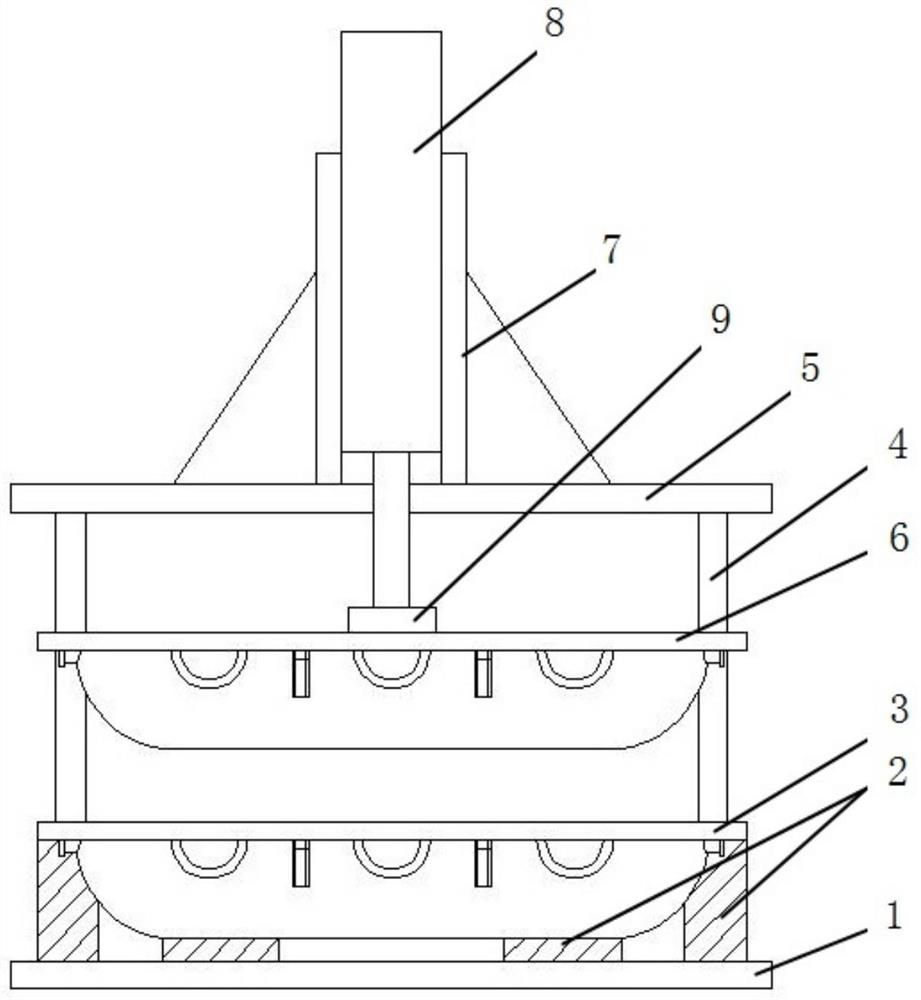
图1为本发明整体的结构示意图;
图2为本发明中下模的结构示意图;
图3为本发明中上模的结构示意图;
图4为本发明中玻璃钢化粪池半成品的结构示意图;
图5为本发明中隔板的固定原理示意图;
附图中,各部件的标号如下:
1-底座,2-支撑座,3-下模,301-下平板,302-腔体成型槽,303-进料管成型槽,304-出料管成型槽,305-第一清掏管成型槽,306-第二清掏管成型槽,307-第三清掏管成型槽,308-夹持框成型槽,309-密封条成型槽,310-避让缺口,4-导向杆,5-顶座,6-上模,601-上平板,602-腔体成型凸起,603-进料管成型凸起,604-出料管成型凸起,605-第一清掏管成型凸起,606-第二清掏管成型凸起,607-第三清掏管成型凸起,608-夹持框成型凸起,609-密封条成型凸起,610-避让凸起,611-导向孔,7-支架,8-液压推杆,9-压梁,10-玻璃钢化粪池半成品,101-化粪池半壳体,102-半进料管,103-半出料管,104-半第一清掏管,105-半第二清掏管,106-半第三清掏管,107-半夹持框,108-密封条,11-隔板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-5所示,本实施例为一种玻璃钢生产加工用模压装置,包括底座1、支撑座2、下模3、导向杆4、顶座5、上模6、支架7、液压推杆8和压梁9,底座1通过支撑座2固定支撑有下模3,下模3的上端四角处垂直固定有导向杆4,导向杆4的上端共同支撑有顶座5,导向杆4的外侧共同滑动套设有上模6,顶座5的上端通过支架7固定有液压推杆8,上模6远离下模3的一侧固定有压梁9,压梁9与液压推杆8的活动端固连。
本实施例中,下模3包括下平板301,下平板301上端向内凹陷形成腔体成型槽302,腔体成型槽302的背侧通过支撑座2与底座1固定。腔体成型槽302的开口边部形状整体呈腰形。腔体成型槽302位于开口的一端设有进料管成型槽303,另一端设有出料管成型槽304。腔体成型槽302位于开口的一直边部依次设有第一清掏管成型槽305、第二清掏管成型槽306和第三清掏管成型槽307,腔体成型槽302位于相邻的两个掏管成型槽之间的区域对称设有夹持框成型槽308,腔体成型槽302围绕开口边部设有密封条成型槽309,且密封条成型槽309位于进料管成型槽303、出料管成型槽304、第一清掏管成型槽305、第二清掏管成型槽306和第三清掏管成型槽307处各自设有避让缺口310。
本实施例中,上模6包括上平板601,压梁9固定在上平板601的上侧,压梁9同时通过若干加强筋板与腔体成型凸起602固定。上平板601下端向内凸出形成腔体成型凸起602,腔体成型凸起602与上平板601的连接边部形状整体呈腰形。腔体成型凸起602位于连接面的一端设有进料管成型凸起603,另一端设有出料管成型凸起604。腔体成型凸起602位于连接边部的一直边部依次设有第一清掏管成型凸起605、第二清掏管成型凸起606和第三清掏管成型凸起607。腔体成型凸起602位于相邻的两个清掏管成型凸起之间的区域对称设有夹持框成型凸起608。腔体成型凸起602围绕开口边部设有密封条成型凸起609,且密封条成型凸起609位于进料管成型凸起603、出料管成型凸起604、第一清掏管成型凸起605、第二清掏管成型凸起606和第三清掏管成型凸起607处各自设有避让凸起610,上平板601的四角处开设有与导向杆4配合的导向孔611。
本实施例中,上模6和下模3完全对接后,两者之间形成有能够形成玻璃钢化粪池半成品10的模压成型区。玻璃钢化粪池半成品10包括化粪池半壳体101,化粪池半壳体101一端设有半进料管102,另一端设有半出料管103。化粪池半壳体101的一直边部依次设有半第一清掏管104、半第二清掏管105和半第三清掏管106。化粪池半壳体101位于相邻的两个半清掏管105之间的区域对称设有半夹持框107,半夹持框107共同夹持固定有带溢流孔的隔板11,隔板11组装时通过旋转来调节溢流口的高度位置。化粪池半壳体101围绕对接边部设有密封条108,且密封条108位于半进料管102、半出料管103、半第一清掏管104、半第二清掏管105和半第三清掏管106处各自设有隔断区109。半进料管102、半出料管103、半第一清掏管104、半第二清掏管105和半第三清掏管106各自设有半法兰盘结构。密封条108中开设有便于涂覆密封胶凝剂的密封槽。
本实施例还提供了玻璃钢生产加工用模压装置的实施方法,包括如下步骤:将原材料放入下模3,而后启动液压推杆8使其活动端向下位移;液压推杆8经压梁9推动上模6向下位移,上模6和下模3配合将原材料挤压形成玻璃钢化粪池半成品,保压1-2min后取出玻璃钢化粪池半成品。
本实施例的一个具体应用为:本实施例结构设计合理,其将玻璃钢模压化粪池壳体设计为由左壳体和右壳体组合而成,左壳体和右壳体结构完全相同,且各自左壳体和右壳体各自为对称结构,这样使得左壳体和右壳体只需采用一个模压模具即可完成模压成型工作,简化了模压成型的工艺流程,降低了生产成本。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种玻璃钢生产加工用模压装置及其实施方法
- 一种玻璃钢生产加工用剪切装置及其实施方法