一种微波环形器生产系统
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及微波环形器技术领域,尤其是指一种微波环形器生产系统。
背景技术
传统的环形器芯盖与环形器主体进行组合时,通常采用送料板将环形器主体送到压机的下模内,再通过人工用镊子夹起芯盖,将芯盖放在主体上,推动镊子使芯盖对中,对中后再通过压机压合,这种方式存在劳动强度大,效率低的缺点,同时压机在压合时,人工的安全性无法保障。
发明内容
本发明的目的在于克服现有技术的不足,提供一种结构合理、使用效果好、自动化程度高的微波环形器生产系统。
为实现上述目的,本发明所提供的技术方案为:一种微波环形器生产系统,它包括有储料箱、压机,储料箱内腔一端倾斜安装有输送带,输送带顶部向上伸出储料箱形成输出端,输送带输送方向两侧设有侧向挡板,两块侧向挡板上部之间倾斜安装有导向杆,输送带表面沿输送方向设有数量大于10的上料托板,上料托板的长度方向与输送带的宽度方向一致,其中一块侧向挡板上部设有支架导出口,支架导出口位于导向杆较高一端的下方,支架导出口外侧固定有排料板;压机的加工台上安装有下模组件,下模组件上方的伸降臂底部安装有上模,下模组件一侧设有推料组件。
所述的下模组件包括有下模座、压块、定位板,其中,下模座底部两侧向外水平延伸形成压块,压块通过螺杆安装在压机的加工台内,下模座顶部设有下凹形成的缓冲腔,缓冲腔底部安装有复位弹簧,复位弹簧顶部的缓冲腔内活动安装有定位板,定位板顶部中心处设有下凹形成的型腔,安装后的定位板顶部的进料口与加工台表面齐平,型腔内腔两侧设有对中推板,压块上设有对中组件,对中组件与对中推板连接,型腔底部的定位板上设有顶料槽,顶料槽内活动安装有顶料块,顶料块底部设有顶料弹簧;定位板下部活动插装在缓冲腔内,定位板中部两侧固定有导向板,下模座顶部边缘处固定有竖直向上的导柱,导柱顶部向上穿过导向板形成延伸端。
所述的对中组件包括有对中顶杆、对中连杆、对中推杆,其中,对中顶杆竖直固定在压块顶部,对中顶杆顶部安装有抵触轮,对中连杆一端与抵触轮上方的下模座铰接,对中连杆另一端向上折弯形成推杆铰臂,对中推杆一端与推杆铰臂一端铰接,对中推杆另一端与推板杆一端铰接,推板杆另一端穿过下模座与对中推板一侧连接,安装后的两块对中推板之间形成对中定位区,推杆铰臂底部连接有铰臂弹簧,铰臂弹簧底部向下与压块顶部连接,安装后的抵触轮顶部轮面与对中连杆底部抵触。
所述的排料板入口端的宽度小于出口端的宽度,入口端与支架导出口底部的侧向挡板连接,排料板两侧向上延伸形成侧向限位边,储料箱一侧的侧向限位边上设有溢料口,溢料口外侧连接有溢料导板,溢料导板出口向下伸至储料箱内,另一侧的侧向限位边逐渐扭曲由竖直变成水平,导向杆内侧与输送带承托面之间预留有托板通道,托板通道的宽度大于上料托板的宽度。
所述的推料组件包括有送料板、顶料气缸、顶料推板,其中,下模组件一侧的加工台上呈水平安装有顶料气缸,顶料气缸的活塞杆上安装有顶料推板,顶料推板正对下模组件一侧,下模组件另一侧设有送料板,顶料气缸与下模组件之间的加工台一侧固定有纵向排料板,纵向排料板的排料出口位于下模组件与顶料气缸之间,加工台上安装有推料固定板,推料固定板上呈水平安装有脱料气缸,脱料气缸的活塞杆上安装有脱料推板,脱料推板正对下模组件前侧;顶料推板、送料板、脱料推板分别位于下模组件左右两侧和前侧;顶料推板其中一端与顶料气缸连接,排料出口一侧的顶料推板侧壁向顶料气缸方向延伸形成限位挡板,顶料推板另一侧侧壁向下模组件方向延伸形成限位推板。
本发明在采用上述方案后,环形器芯盖放置在储料箱内,通过输送带带动排料至排料板上,环形器主体通过送料板送至下模组件内,环形器芯盖通过排料板排料送至推料组件内,再通过推料组件将环形器芯盖推至环形器主体上,再通过压机带动上模将环形器芯盖与环形器主体进行压合,采用本方案后的结构合理、使用效果好、自动化程度高。
附图说明
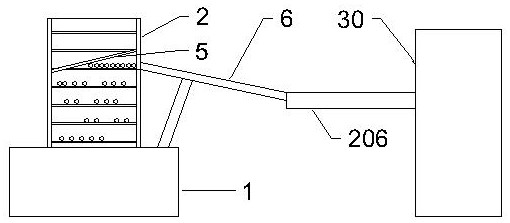
图1为本发明的整体结构示意图。
图2为本发明的溢料口与溢料导板连接示意图。
图3为本发明的下模组件示意图。
图4为本发明的对中组件示意图。
图5为本发明的排料板结构示意图。
具体实施方式
下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1至附图5,本实施例所述的一种微波环形器生产系统包括有储料箱1、压机30,储料箱1内腔一端倾斜安装有输送带2,输送带2顶部向上伸出储料箱1形成输出端,输送带2输送方向两侧设有侧向挡板3,两块侧向挡板3上部之间倾斜安装有导向杆5,输送带2表面沿输送方向设有数量大于10的上料托板4,上料托板4的长度方向与输送带2的宽度方向一致,其中一块侧向挡板3上部设有支架导出口7,支架导出口7位于导向杆5较高一端的下方,支架导出口7外侧固定有排料板6;压机30的加工台上安装有下模组件,下模组件上方的伸降臂底部安装有上模102,下模组件一侧设有推料组件。
下模组件包括有下模座101、压块103、定位板105,其中,下模座101底部两侧向外水平延伸形成压块103,压块103通过螺杆安装在压机30的加工台内,下模座101顶部设有下凹形成的缓冲腔1017,缓冲腔1017底部安装有复位弹簧104,复位弹簧104顶部的缓冲腔1017内活动安装有定位板105,定位板105顶部中心处设有下凹形成的型腔108,安装后的定位板105顶部的进料口与加工台表面齐平,型腔108内腔两侧设有对中推板109,压块103上设有对中组件,对中组件与对中推板109连接,型腔108底部的定位板105上设有顶料槽,顶料槽内活动安装有顶料块1010,顶料块1010底部设有顶料弹簧1011;定位板105下部活动插装在缓冲腔1017内,定位板105中部两侧固定有导向板106,下模座101顶部边缘处固定有竖直向上的导柱107,导柱107顶部向上穿过导向板106形成延伸端。
对中组件包括有对中顶杆1012、对中连杆1013、对中推杆1014,其中,对中顶杆1012竖直固定在压块103顶部,对中顶杆1012顶部安装有抵触轮1015,对中连杆1013一端与抵触轮1015上方的下模座101铰接,对中连杆1013另一端向上折弯形成推杆铰臂,对中推杆1014一端与推杆铰臂一端铰接,对中推杆1014另一端与推板杆1018一端铰接,推板杆1018另一端穿过下模座101与对中推板109一侧连接,安装后的两块对中推板109之间形成对中定位区,推杆铰臂底部连接有铰臂弹簧1016,铰臂弹簧1016底部向下与压块103顶部连接,安装后的抵触轮1015顶部轮面与对中连杆1013底部抵触。
排料板6入口端的宽度小于出口端的宽度,入口端与支架导出口7底部的侧向挡板3连接,排料板6两侧向上延伸形成侧向限位边,储料箱1一侧的侧向限位边上设有溢料口8,溢料口8外侧连接有溢料导板9,溢料导板9出口向下伸至储料箱1内,另一侧的侧向限位边逐渐扭曲由竖直变成水平,导向杆5内侧与输送带2承托面之间预留有托板通道,托板通道的宽度大于上料托板4的宽度。
推料组件包括有送料板206、顶料气缸204、顶料推板205,其中,下模组件一侧的加工台上呈水平安装有顶料气缸204,顶料气缸204的活塞杆上安装有顶料推板205,顶料推板205正对下模组件一侧,下模组件另一侧设有送料板206,顶料气缸204与下模组件之间的加工台一侧固定有纵向排料板203,纵向排料板203的排料出口位于下模组件与顶料气缸204之间,加工台上安装有推料固定板207,推料固定板207上呈水平安装有脱料气缸208,脱料气缸208的活塞杆上安装有脱料推板,脱料推板正对下模组件前侧;顶料推板205、送料板206、脱料推板分别位于下模组件左右两侧和前侧;顶料推板205其中一端与顶料气缸204连接,排料出口一侧的顶料推板205侧壁向顶料气缸204方向延伸形成限位挡板2010,顶料推板205另一侧侧壁向下模组件方向延伸形成限位推板209。
定位板的型腔前后为贯穿设计,便于脱料,芯盖与主体分别由定位板左右两侧进入,储料箱尺寸根据需要设计,上料托板的宽度小于微波环行器芯盖的厚度,托板通道的宽度(导向杆内侧与输送带承托面之间的距离)大于上料托板的宽度并小于微波环行器芯盖的厚度,输送带运转通过上料托板将储料箱内的微波环行器芯盖托起,并向上输送,当行至导向杆处时,在倾斜的导向杆作用以及限位作用下,微波环行器芯盖向导向杆较高一端行走,由支架导出口处依次排列至排料板内,采用逐渐扭曲的排料板,使进入排料板的芯盖由竖直逐渐变成水平,变成水平后再排料至送料板上,当排料板排满后,在后序微波环行器芯盖的推动下,微波环行器芯盖从溢料口处溢出,落至溢料导板上,通过溢料导板返至储料箱内;
排料出口一侧的顶料推板输送方向前端的转角处采用弧形圆滑过渡,防止顶料推板前进时对后序的微波环行器芯盖造成损伤,原始状态的顶料气缸收缩,顶料推板并后排料出口外侧,限位推板正对排料出口,且限位推板与排料出口之间形成待推送工位,微波环行器芯盖通过纵向排料板排列并输送,最靠近加工台的微波环行器芯盖进入待推送工位内,微波环行器芯盖端部通过限位推板阻挡,环形器主体通过送料板送至型腔内,并由顶料块承托(环形器主体表面与加工台表面齐平,环形器主体通过型腔定位,此为现有机构无改进),当环形器主体进入后,顶料气缸活塞杆伸出推动顶料推板,顶料推板同步推动待推送工位内的微波环行器芯盖至环形器主体顶部,顶料推板在前进的同时带动限位挡板堵在排料出口处,微波环行器芯盖进入后;
上模开始下压,在铰臂弹簧的拉力下,对中连杆始终与抵触轮抵触,当上模底部的导向压板与定位板接触后,定位板在导向压板的压力下下行,复位弹簧受力压缩,对中连杆与抵触轮的抵触力作用下,定位板两侧的对中连杆外端的推杆铰臂向上行走,推杆铰臂上行时推动对中推杆,对中推杆通过推板杆带动两块对中推板相对行走,从而将微波环行器芯盖推至环形器主体内进行对中和定位,上模继续下行通过上模芯将芯盖压入主体,在压入时,芯体会将顶料块压入顶料槽,顶料弹簧受力压缩,加工完成后,上模上行离开下模,复位弹簧失去压力,向上顶起定位板,在铰臂弹簧的拉力下,对中连杆外端同时下行,向外拉动对中推杆,对中推杆通过推板杆同步带动对中推板向外行走,在此同时,顶料弹簧失去压力,向上推动顶料块,通过顶料块将微波环形器主体顶起;此时,脱料气缸活塞杆伸出带动脱料推板前进,脱料推板将微波环行器主体推出,完成脱料。
以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
- 一种微波环形器生产系统
- 一种微波环形器壳体组件及微波环形器